



闪光对焊技术在我国最成功的应用是无缝钢轨焊接。钢轨焊接技术经历了多个发展阶段,俄罗斯的钢轨焊接只采用闪光对焊技术。日本高速铁路的钢轨厂焊采用闪光对焊和气压焊,现场焊采用气压焊、电弧焊和铝热焊,由于东海道新干线上铝热焊接头在1964~1974年间不断出现质量问题,所以1976年以后已不再使用铝热焊。法国高速铁路的钢轨厂焊采用闪光对焊,现场焊采用闪光对焊和铝热焊。德国高速铁路的钢轨现场焊采用铝热焊。可见,闪光对焊是各国铁路无缝钢轨焊接中使用最广泛、也是最主要的钢轨焊接方法之一。
目前,我国不同钢轨焊接方法所占比例为:闪光对焊占87%,气压焊占10%,铝热焊占3%。可见我国钢轨焊接技术已从铝热焊和气压焊发展到了以闪光对焊为主、气压焊和铝热焊为辅的阶段。从焊接质量来看,闪光对焊技术完成的接头质量最为稳定,统计的折损率仅为0.007%,铝热焊接头质量最差,折损率为0.5%。可以说在钢轨焊接领域,闪光对焊在质量和效率上优势明显,目前已经成为钢轨焊接的主要方式。
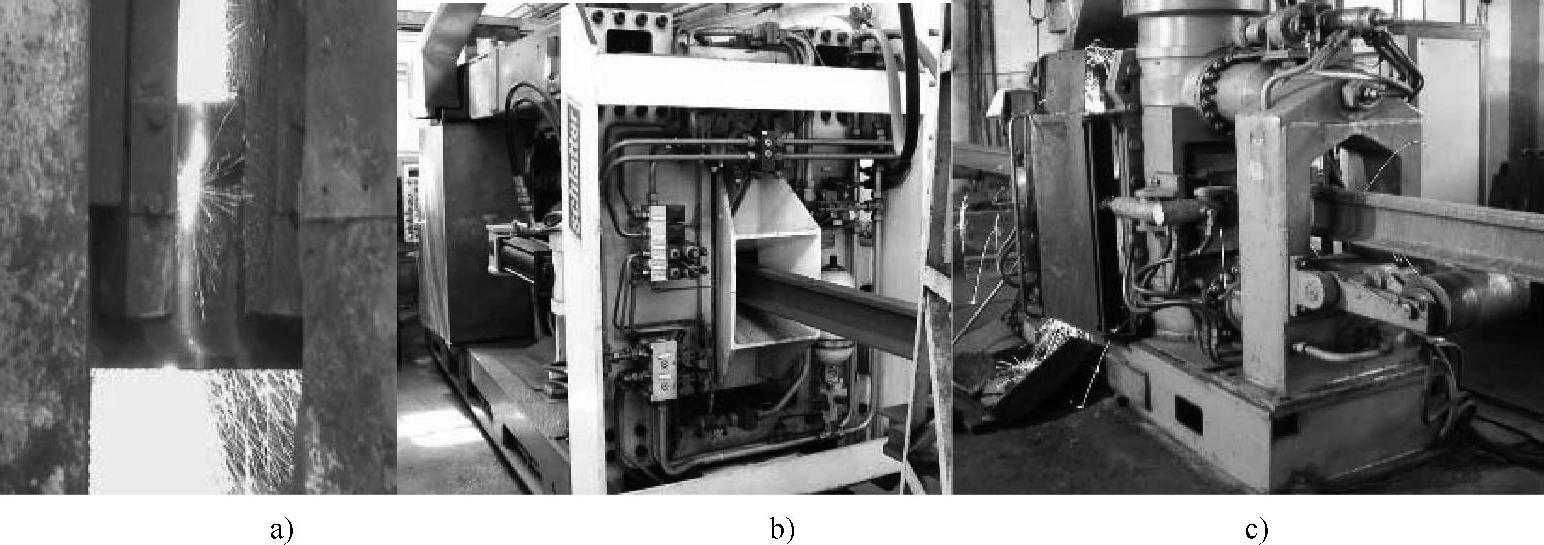
轨道闪光对焊如图6-1所示,利用待焊钢轨的接触电阻通电发热,不断形成金属过梁,随着过梁爆破产生闪光、飞溅,清除待焊端面杂质和氧化皮,加热至表面熔化状态,而后加压顶锻,在压力作用下两端金属互相结晶,使两钢轨焊接在一起。钢轨闪光对焊机按使用方法不同,可分为固定式和移动式两种,前者多用于基地焊接,后者主要用于钢轨的现场焊接和钢轨锁定焊。固定式轨道闪光对焊机相比移动式具有更好的焊接质量,原因是前者对钢轨的焊前处理和工作环境优于后者。根据闪光对焊过程中位移变化和功率变化的特征不同,闪光对焊可分为连续闪光对焊、脉冲闪光对焊和预热闪光对焊。闪光对焊在轨道交通领域大量采用,随着技术的发展,钢轨闪光对焊正向移动式和直流闪光对焊方向发展,特别是我国高铁建设的快速发展,带动了闪光对焊技术迅速产业化应用。
 (https://www.xing528.com)
(https://www.xing528.com)
图6-1 轨道闪光对焊
a)焊接工艺过程 b)瑞士施拉特公司GAAS80轨道闪光对焊机
c)乌克兰巴顿焊接研究所的K190轨道闪光对焊机
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。