



渗透检测是利用带有荧光染料(荧光法)或红色染料(着色法)的渗透剂的渗透作用,显示焊件表面缺陷痕迹的一种无损检测方法。渗透检测设备简单、操作容易、成本低、结果直观同时不受材料限制,是常规检验表面开口缺陷的方法。
渗透检测包括荧光法检测和着色法检测两种。荧光法是将含有荧光物质的渗透液涂敷在焊件表面,通过毛细作用渗入表面缺陷中,然后清洗去表面的渗透液,将缺陷中的渗透液保留下来,进行显像。典型的显像方法是将白色粉末均匀地撒在焊件表面,将渗透液从缺陷处吸出并扩展到表面。在暗处用紫外线灯照射表面,缺陷处发出明亮的荧光。着色法与荧光法相似,只是渗透液内不含荧光物质,而含着色染料,使渗透液鲜明可见,可在白光或日光下检查。一般情况下,荧光法的灵敏度高于着色法,但着色检测比较简单,在普通光源下即可观察。这两种方法都包括渗透、清洗、显像和检查四个基本步骤。
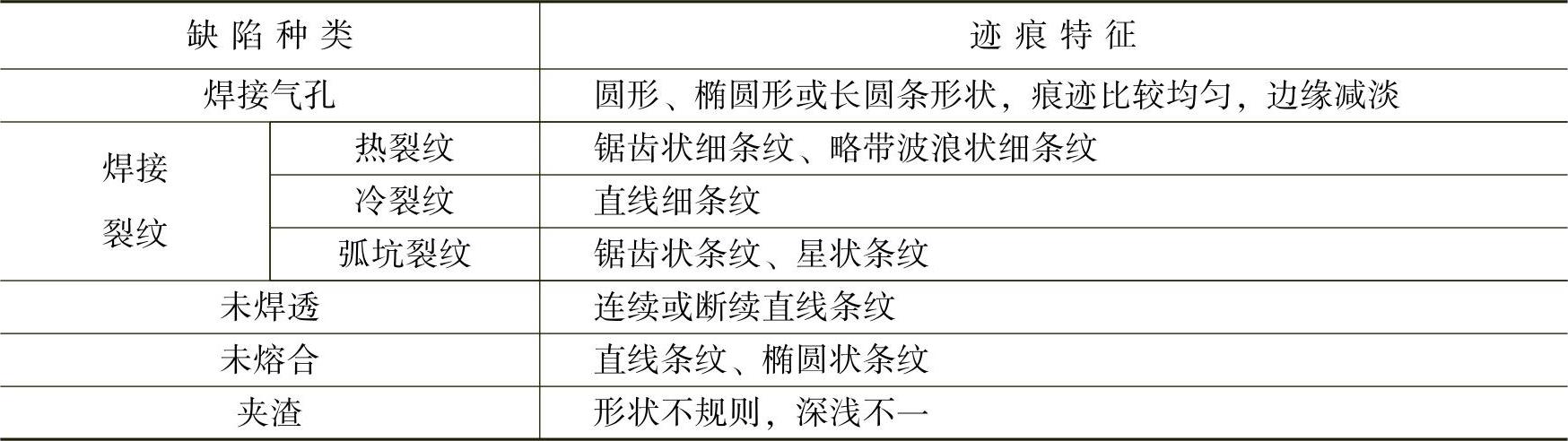
迹痕是指检测焊件表面经显像后显示的图案,是渗透检测特有的专用名词,迹痕分为真实迹痕、无关迹痕和伪缺陷迹痕。真实迹痕是指裂纹、气孔、夹渣等真实缺陷形成的显像图案,无关迹痕是由焊件的加工工艺(如装配压痕等)、结构外形或划伤、飞溅等原因形成的,伪缺陷迹痕是由于操作不当而产生的,如操作人员手上渗透液的污染、工作台对工件的污染。焊接缺陷真实迹痕特征见表5-9。
表5-9 焊接缺陷真实迹痕特征(https://www.xing528.com)
无损检测常用的超声检测和射线检测方法准确度和灵敏度高,用于检验焊件整体缺陷,通常是超声检测与射线检测配合使用,用超声检测确定有无缺陷,发现缺陷后用射线检测确定其性质、形状和大小。磁粉检测和渗透检测方法具有成本低、快速直观的特点,多用于现场检验焊件表面缺陷。
一般情况下,检测焊件应综合应用各种无损检测方法,因为任何一种无损检测方法都不是万能的,每种方法都有自己的优点和缺点。应尽可能多用几种检测方法,互相取长补短,以保障承压设备安全运行。此外在无损检测的应用中,还应充分认识到,检测的目的不是片面追求过高要求的“高质量”,而是应在充分保证安全性和合适风险率的前提下,着重考虑其经济性。只有这样,无损检测在承压设备的应用才能达到预期目的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。