



1.正交试验概述
在单因素或两因素试验中,试验的设计、实施与分析都较为简单。但实际工作中,影响因素常常超过3个,若全面分析研究,工作量巨大,难于实现。而正交试验就是针对多因素的一种高效优化的试验设计方法。
正交试验设计是利用正交表来安排与分析多因素试验的一种设计方法。它通过挑选具有代表性的组合来分析全面试验的情况,找出最优的组合。例如,要研究焊接电流、电压和焊接速度3个因素对抗拉强度的影响,每个因素设置3个水平进行试验,形成3因素3水平正交试验方案,见表4-1。电流使用A表示,设A1、A2、A3为3个水平;电压使用B表示,设B1、B2、B3为3个水平;焊接速度使用C表示,C1、C2、C3为3个水平,若要全面试验需要33=27组试验。若为4因素3水平有34=81种组合方式,5因素3水平有35=243种组合方式,这在科研中有时是无法做到的。
表4-13 因素3水平正交试验方案
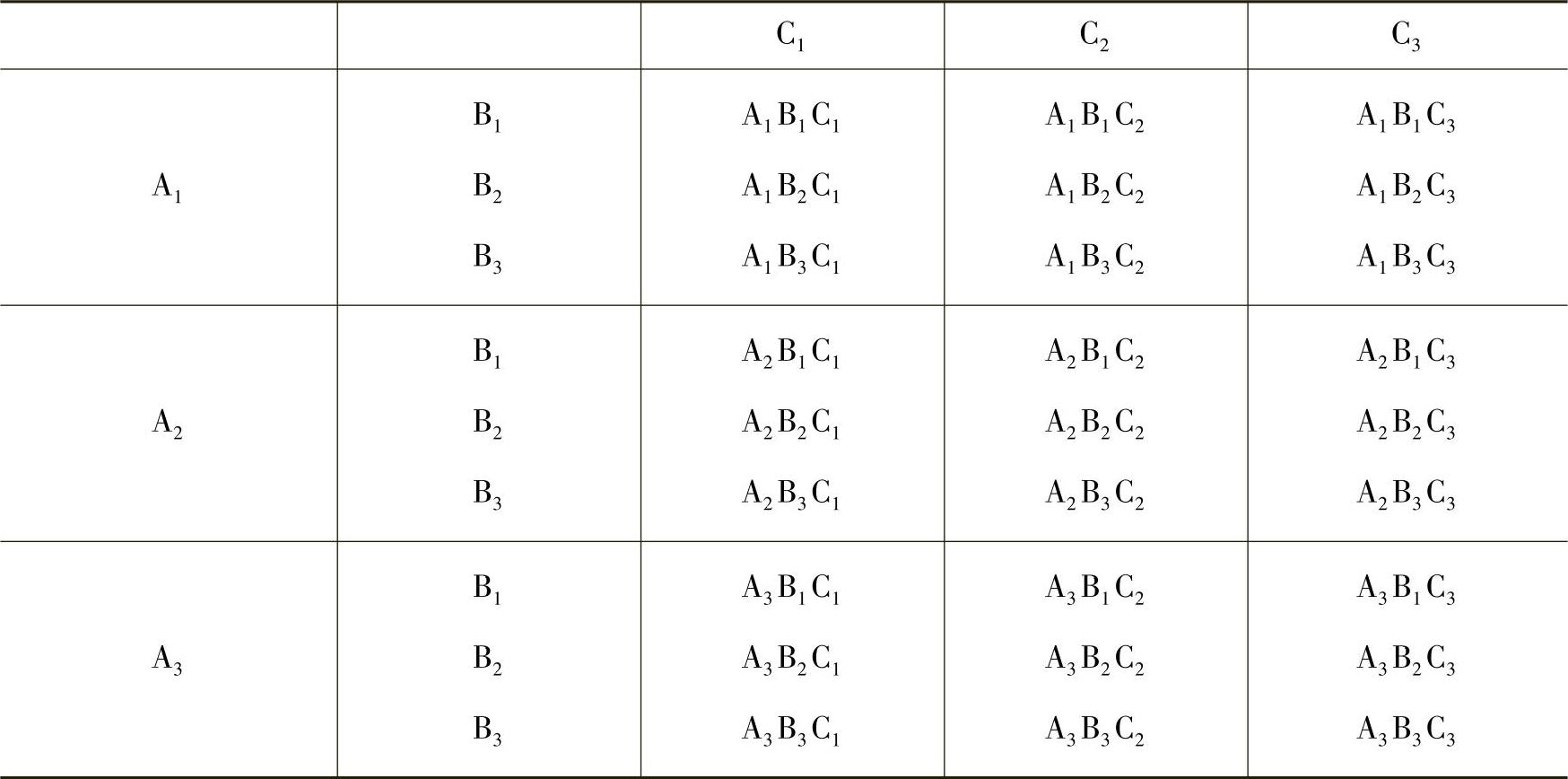
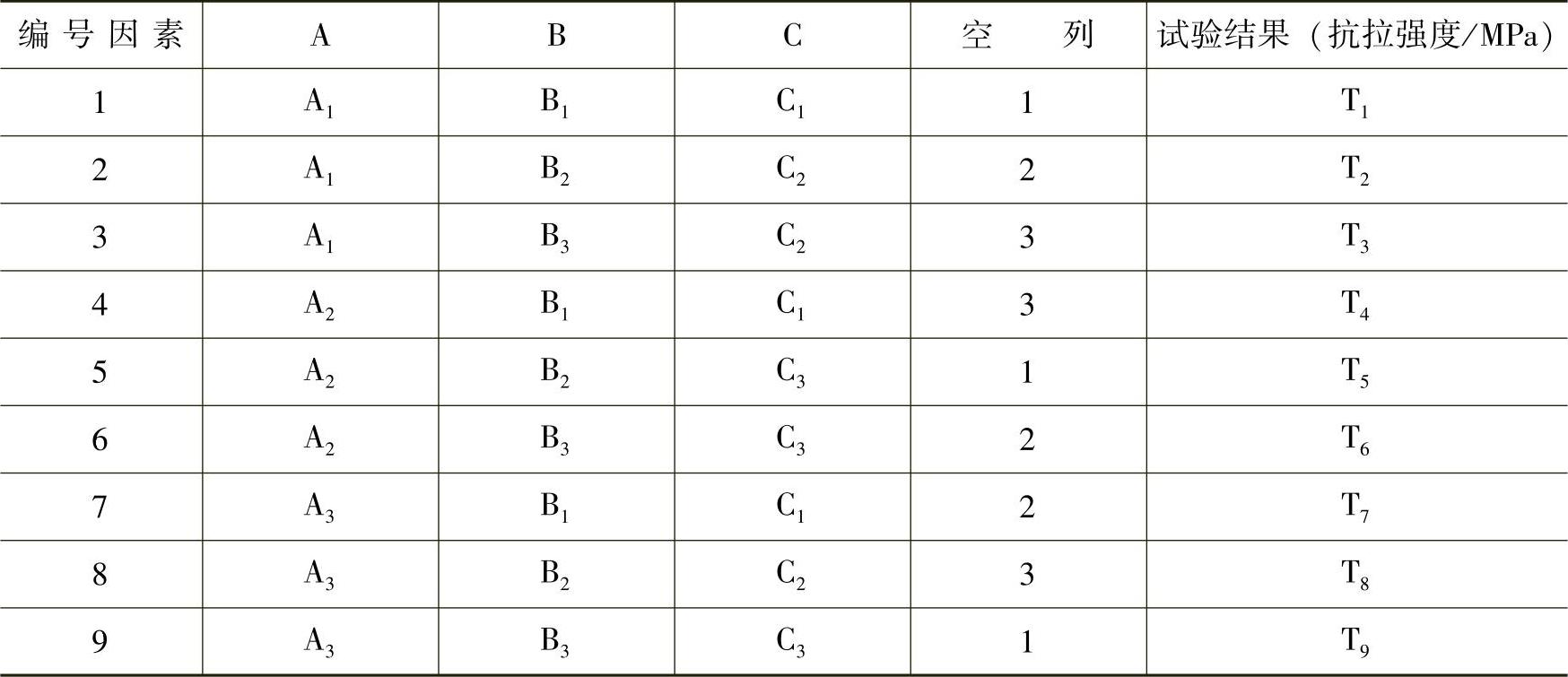
而正交试验就是利用部分具有代表性的组合来代替全面试验组合,寻找最佳组合的试验方法。例如从表4-1中选出A1 B1 C1、A1 B2 C2、A1 B3 C3、A2 B1 C1、A2 B2 C2、A2 B3 C3、A3 B1 C1、A3 B2 C2、A3 B3 C39种组合来试验,且这9个点是均衡分布的,数量仅为全面试验的三分之一。3因素3水平L9(34)正交试验方案设计见表4-2,其中L代表正交表;L右下角的数字9表示有9行,即试验时的9种组合方式;括号内的指数3代表因素数,指数4代表有4列。正交试验一般由数学工作者完成,使用时可查阅相关资料。
(1)正交表的两个性质
①任一列中,各水平都出现,且出现的次数相等,使部分试验中包括了所有因素的所有水平。
②任两列之间各种不同水平的所有可能组合都出现,且出现的次数相等,使任意两因素间的组合为全面试验。因此,正交表中的组合具有很强的代表性,其表现的趋势与全面试验表现的趋势一致。总结来看,正交表具有正交性、代表性和综合可比性。
表4-2 3因素3水平L9(34)正交试验方案设计
2.正交试验结果分析
正交试验设计的基本程序包括试验方案设计和试验结果分析两部分。正交试验结果分析过程如图4-5所示,在确定了因素和水平并选用合适的正交表后,便可确定正交试验方案,但试验的重点在于结果的分析。
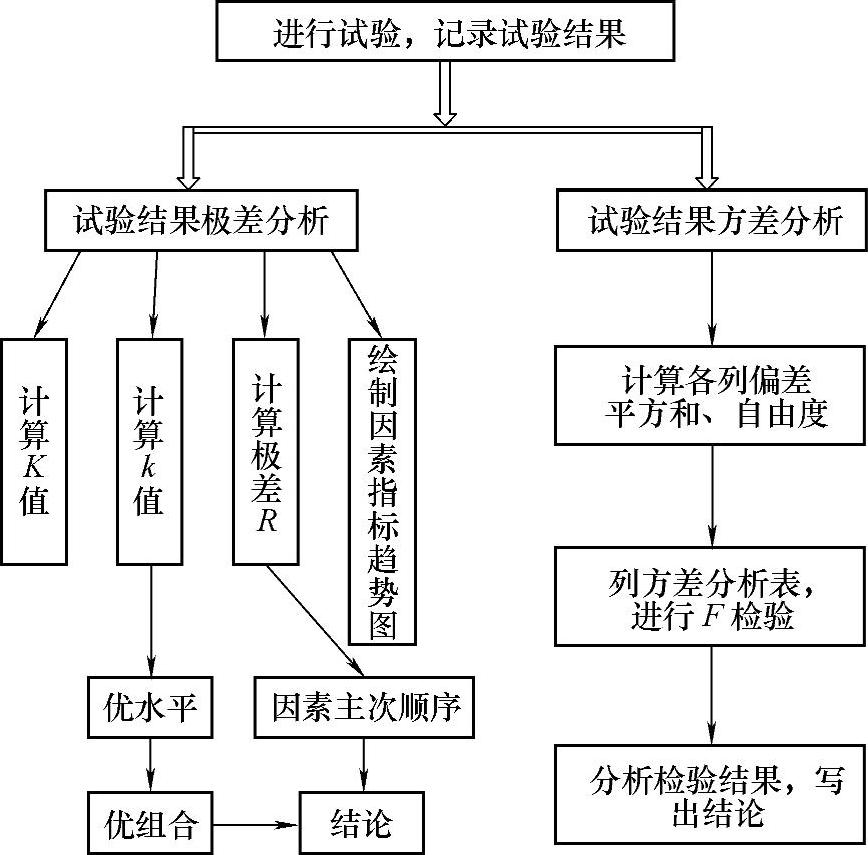
图4-5正交试验结果分析过程
正交试验结果分析方法有极差分析法和方差分析法两种。
(1)极差分析法———R法 极差分析法计算简单易行,是正交试验结果分析最常用的方法。Rj和Kjm为所用参数。
1)Rj:第j列因素的极差,反映了第j列因素水平波动时,试验指标的变动幅度。Rj越大,说明该因素对试验指标的影响越大。根据Rj的大小,可以判断因素的主次顺序。
2)Kjm:第j列因素m水平所对应的试验指标和,Kjm为Kjm的平均值。由Kjm大小可以判断第j列因素的优水平和优组合。
①寻找最优组合。

通过比较 

 三者的大小,得出的最大值所对应的水平即为A因素的最佳水平。同理可得出B因素、C因素的最佳水平。例如A因素的最佳水平为2、B因素的最佳水为平1、C因素的最佳水平为3,则该正交试验的最佳水平组合为A2 B1 C3。②确定因素的主次。极差Rj是j列
三者的大小,得出的最大值所对应的水平即为A因素的最佳水平。同理可得出B因素、C因素的最佳水平。例如A因素的最佳水平为2、B因素的最佳水为平1、C因素的最佳水平为3,则该正交试验的最佳水平组合为A2 B1 C3。②确定因素的主次。极差Rj是j列  的最大值和最小值之差,例如
的最大值和最小值之差,例如 
 KA3中最大值为KA2,最小值为KA1,则RA=
KA3中最大值为KA2,最小值为KA1,则RA= 
 同理可得RB和RC。若RB>RC>RA,则B因素对抗拉强度的影响最大,C次之,A的影响最小。
同理可得RB和RC。若RB>RC>RA,则B因素对抗拉强度的影响最大,C次之,A的影响最小。
③绘制因素与指标趋势图。以各因素水平为横坐标,试验指标的平均值(Kjm)为纵坐标,绘制因素与指标趋势图。由因素与指标趋势图可以更直观地看出试验指标随着因素水平变化而改变的趋势,可为进一步试验指明方向。
(2)方差分析法 极差分析法简单明了,易于掌握,但难于区分试验条件和试验误差引起的波动,并且各因素对试验结果的影响大小无法定量评估,但方差分析法的优势便在此。分析步骤如下:
1)偏差平方和分解。总偏差平方和=各列因素偏差平方和+误差偏差平方和
SST=SS因素 十SS空列(误差)(4-15)
2)自由度分解
dfT=df因素 十df空列(误差)(4-16)
3)方差

构造F统计量

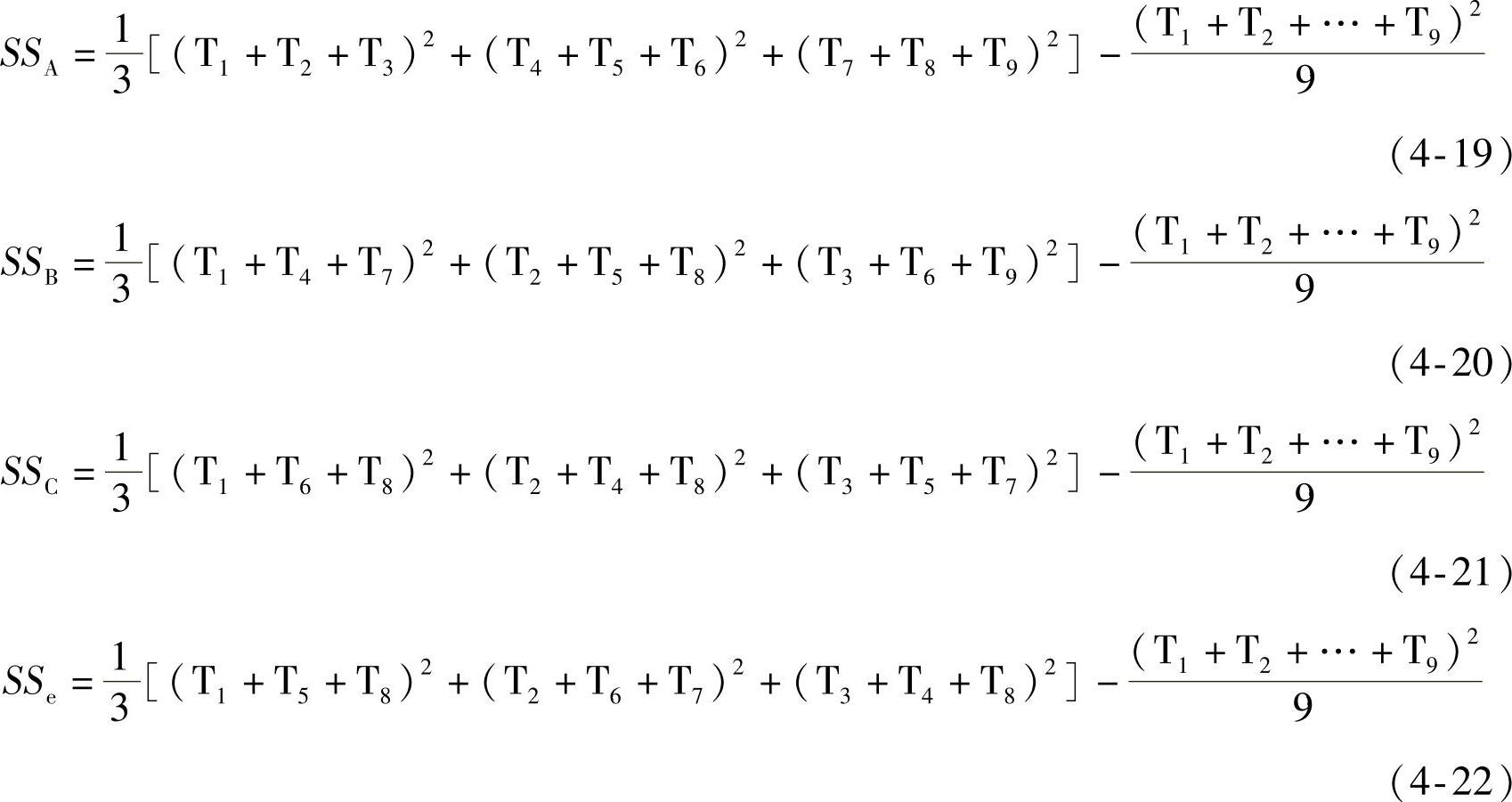
4)列方差分析表作F检验。若计算出的F值F0>Fa,则拒绝原假设,认为该因素或交互作用对试验结果有显著影响;若F0<Fa,则认为该因素或交互作用对试验结果无显著影响。根据表4-2分析闪光对焊试验结果。
①计算各列偏差平方和。
②自由度。
dfA=dfB=dfC=dfe=321=2,dfeΔ=4(4-23)
③计算方差。若VC<2Ve,可将这些因素或交互作用的偏差平方和、自由度并入误差的偏差平方和、自由度,这样使误差的偏差平方和、自由度增大,提高了F检验的灵敏度。

④构造F统计量。

⑤显著性检验见表4-3。
表4-3 显著性检验
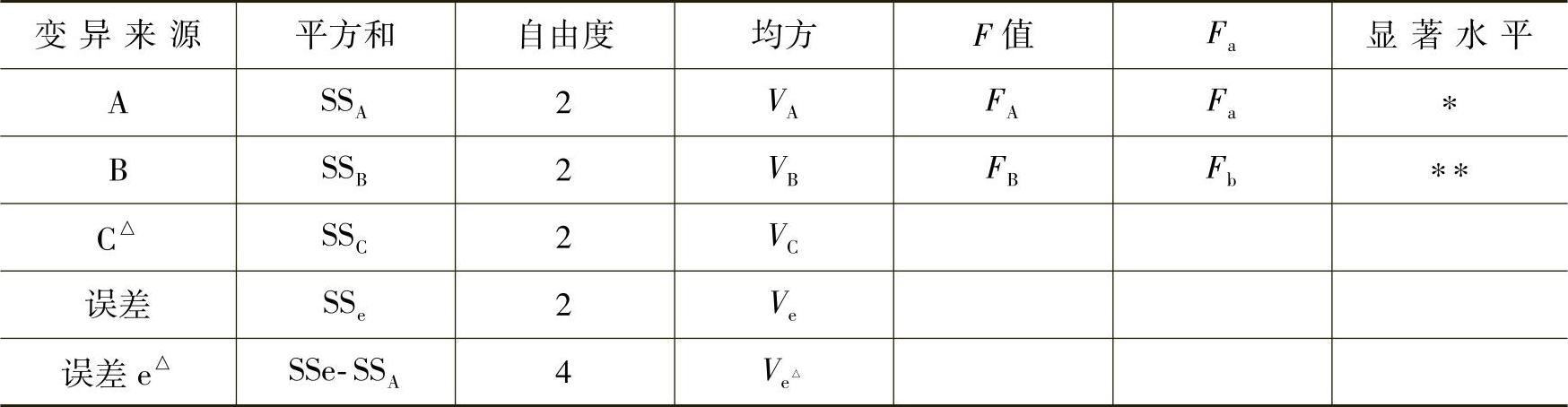
若Fb>Fa,则可得出结论:因素主次顺序为B>A>C,反之亦然。最优组合筛选见表4-4。
表4-4 最优组合筛选

通过表4-4可以达到筛选最优组合的目的,例如KA2>KA1>KA3,KB1>KB3>KB2,KC1>KC3>KC2,则焊接工艺的最佳组合为A2 B1 C1。
3.基于回归分析理论的闪光对焊质量监控及优化
在实际工作和理论研究中,经常要考虑变量之间的关系。在各种测试、控制或寻求最佳生产条件的问题中,需要建立因变量和自变量之间的数学关系式,称之为回归方程或经验公式。回归分析是确定两种或两种以上变数间相互依赖定量关系的一种统计分析方法,在生产、科研中经常使用。回归分析按照涉及的自变量不同,可分为一元回归分析和多元回归分析;按照自变量和因变量之间的关系类型不同,可分为线性回归分析和非线性回归分析。如果在回归分析中,只包括一个自变量和一个因变量,且二者的关系可用一条直线近似表示,这种回归分析称为一元线性回归分析。如果回归分析中包括两个或两个以上的自变量,且因变量和自变量之间是线性关系,则称为多元线性回归分析。
(1)回归分析的主要内容
①提供在有相关关系的变量之间建立回归方程的一般方法。
②对求得的回归方程的可信度进行检验。
③判断自变量对因变量是否有影响,如果有多个自变量,就要判断哪些自变量对因变量的影响显著,哪些影响不显著。
④利用所求得的回归方程进行预测和控制。
(2)一元线性回归模型 一元回归处理两个变量之间的关系,一个是因变量,设为y,一个是自变量,设为x,y依赖于x,但是x并不能唯一确定y值,对于每一个确定的x值,y有一个概率分布与之对应。首先要确定回归方程函数类型,才能确定回归方程,常见的函数类型为线性函数、指数函数、幂函数等,其中线性函数最简单、最常用。函数类型确定以后,可以用观察结果对未知参数进行估计,主要方法为图解法、平均法、最优化方法和最小二乘法,应用最广泛的为最小二乘法。一元线性回归模型是最简单、最常用的回归方程。
设因变量y与自变量x之间存在着线性相关关系,因为它们并不是确定的函数关系,所给定的x值并不能唯一确定y,所以y与x之间的关系表示为
y=β0十β1 x十ε(4-26)
其中ε~N(0,σ2)是随机误差项,β0、β1、ε是与x无关的未知参数,相当于对每个x值都有
y~N(β0十β1 x,σ2)(4-27)
我们称式(4-26)为一元线性回归模型,或者写成
E(y)=β0十β1 x(4-28)
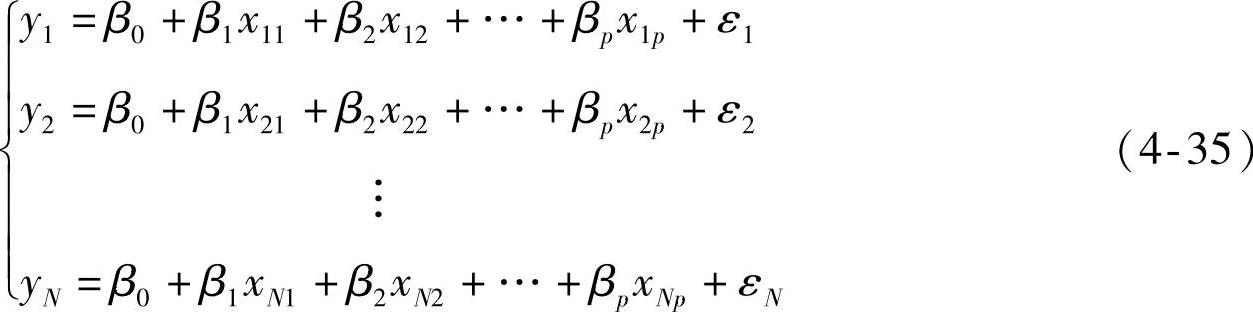
如果给定自变量x的一组不全为0的值x1,x2,…,xN,对y进行N次独立试验观察,观察值为y1,y2,…,yN,则由式(4-26)可得

各次试 验 观 察 是 相 互 独 立 的,ε1,ε2,…,εN相 互 独 立 且 服 从 分 布N(0,σ2),有

对y1,y2,…,yN,也有yi~N(β0十β1 xi,σ2),i=1,2,…,N,以及
 (https://www.xing528.com)
(https://www.xing528.com)
散点图与回归直线如图4-6所示在坐标系中标出点,由于存在随机因素,所以N个点一般不会都在一条直线上。但是如果总体趋势上y是随着x的增大而增大(或减小),且这种趋势是线性的,即这些点近似存在于一个带状区域上,那么可以确定一条直线,使该直线与这N个点的误差平方和为最小。这条直线的数学方程即是这组数据的回归方程。所以误差平方和为

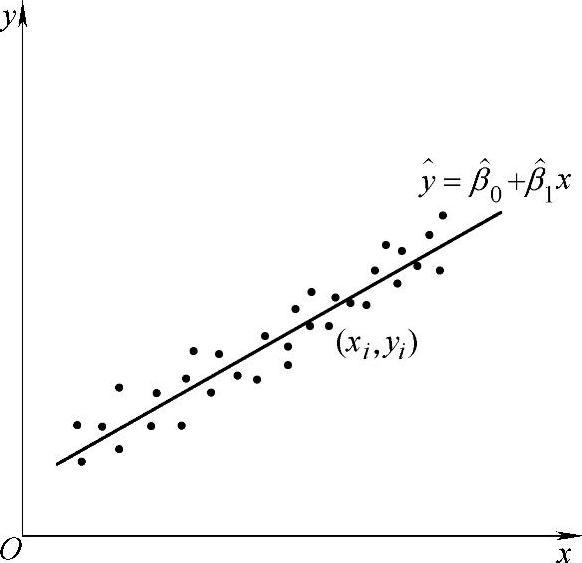
图4⁃6 散点图与回归直线
对于给定的子样(x1,y1),(x2,y2),…,(xN,yN),Q的大小随着β0、β1的变化而变化,因而Q是β0、β1的二元函数,Q是非负二次函数,求Q的最小值就是求β0、β1的值,使Q最小。根据极值理论,应有
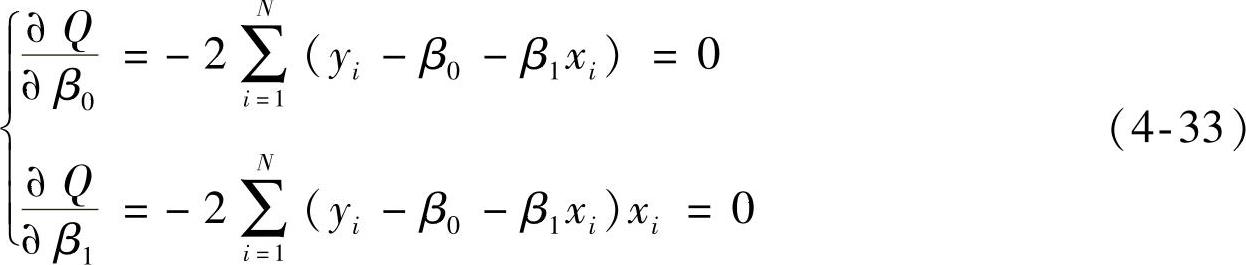
这种方法称为最小二乘法,求出的结果  称为β0、β1的最小二乘估计。
称为β0、β1的最小二乘估计。
(3)多元线性回归模型 在许多实际问题中,一个变量通常受多个变量影响,研究多个因素与因变量之间的相关关系,称为多元回归分析,如果在线性回归模型中有多个自变量,则被称为多元线性回归模型。用y表示因变量,用x1,x2,…,xp表示p个自变量,则多元线性回归模型为
y=β0十β1 x1十β2 x2十…十βp xp十ε(4-34)
其中ε~N(0,σ2),σ2是未知的,β0,β1,…,βp是p十1个待估计参数,x1,x2,…,xp是p个可精确测量或控制变量。当自变量取值为xi1,xi2,…,xip(i=1,2,…,N)时,对y进行N次独立试验观察,得到y的N个观察值yi(i=1,2,…,N),即观察结果为(xi1,xi2,…,xip;yi),其中i=1,2,…,N,则有
称式(4-35)为回归模型(4-34)的数据结构式。设
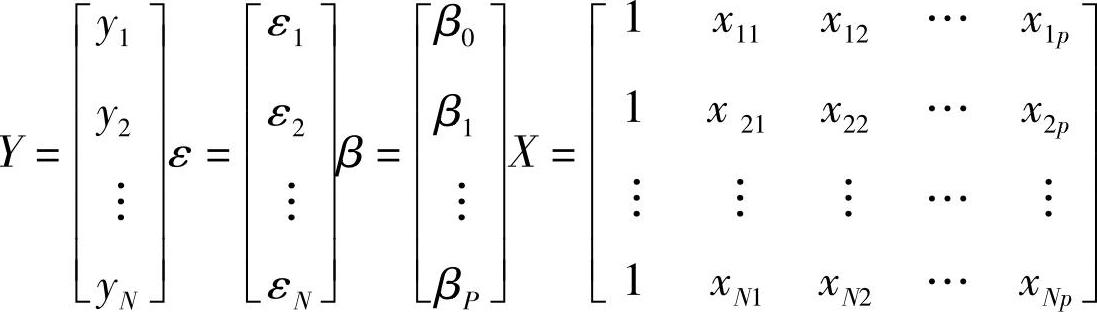
则式(4-35)可表示为
Y=Xβ十ε(4-36)
各次试验观察为独立观察,所以有
Cov(ε,ε)=σ2 IN
Cov(Y,Y)=σ2 IN式中 IN———N阶单位矩阵。
使用最小二乘法估计参数βi(i=0,1,2,…,p),设  (i=0,1,2,…,p)是βi的最小二乘估计,即
(i=0,1,2,…,p)是βi的最小二乘估计,即  (i=0,1,2,…,p)使误差平方和
(i=0,1,2,…,p)使误差平方和

达到最小,即为

Q可整理为
Q=ε′ε=(Y-Xβ)′(Y-Xβ)
=Y′Y-Y′Xβ2β′X′Y十β′X′Xβ(4-37)
当Q取最小值时,有
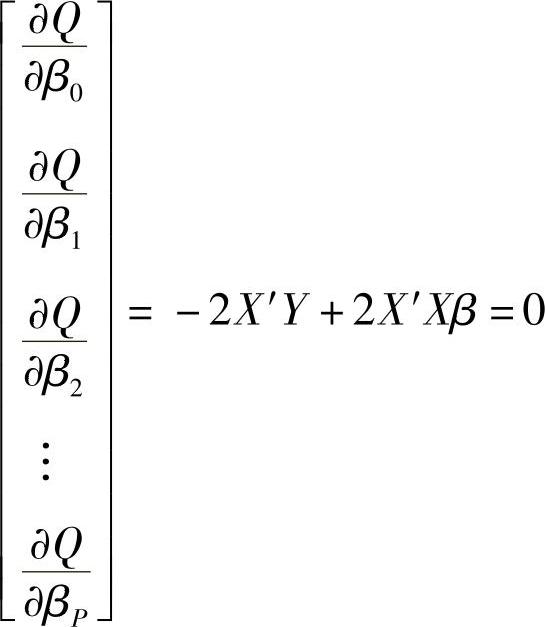
即X′Xβ=X′Y(4-38)X′X为满秩矩阵,其逆矩阵存在,所以解得

其中b=(b0,b1,b2,…,bp)′,

求出回归系数后,即可得到回归方程

或

在得到回归方程后,要对其进行检验,以判断所取的p元线性模型是否合理,即y与x1,x2,…,xp之间是否存在线性关系。此外,还要对回归系数进行检验,因为回归方程是显著的,但并不能说明每一个回归变量对变量y的影响都是显著的,可能有些变量对y的线性影响大一些,有些变量对y的线性影响小一些。在比较复杂的问题中,涉及的自变量数目较多,给方程的应用造成了不便,且多个自变量会降低稳定性。所以可以从众多的自变量中去除不太重要的变量,保留对变量y有重要影响的变量,重新建立比较简单的回归方程。
回归方程确定后,如果经检验回归方程是显著的,则除了可以用回归方程进行预测、控制外,还可利用回归方程寻求最佳工艺条件,从而提高产品质量,达到提高生产效益的目的。
4.正交回归试验在闪光对焊质量控制中的应用
回归模型的建立,可以较直观地反映各因素与焊接接头质量之间的关系,为闪光对焊工艺的开发提供了一定的基础,为试验方案的设计提供了指导,也是闪光对焊过程实现自动化的控制方法之一。
吕其兵在其博士论文中,根据对闪光对焊焊接接头质量特征参数的分析,对U71Mn钢轨闪光焊的正交设计工艺焊接试验的焊接参数进行高速采集,建立固定顶锻量下的U71Mn钢轨多元线性回归闪光焊质量预测模型。选择以低压Ⅱ阶段的闪光率(闪光时间百分比)、高压加速烧化阶段的闪光率(闪光时间百分比)、钢轨闪光对焊焊接接头的能量输入、焊接接头闪光对焊的焊接时间、闪光对焊的烧化量作为质量预测模型的输入量。设多元线性回归的回归模型为
Y=C十K1 X1十K2 X2十K3 X3十K4 X4十K5 X5(4-41)式中 Y———每一焊接接头的落锤质量(落锤次数);
X1———闪光焊的烧化量;
X2———钢轨闪光对焊的能量输入;
X3———加速烧化阶段的闪光率;
X4———焊接时间;
X5———低压Ⅱ阶段的闪光率;
C———常数;Ki(i=1,2,3,4,5)———系数。
采用最小二乘法进行回归处理模型:根据最小二乘法算法,选择最佳的C和K,使回归误差Q达到极小。

可简化为

将上式分别对Kj(j=1,2,3,4,5)求偏导数,并令其等于0,整理后得方程组
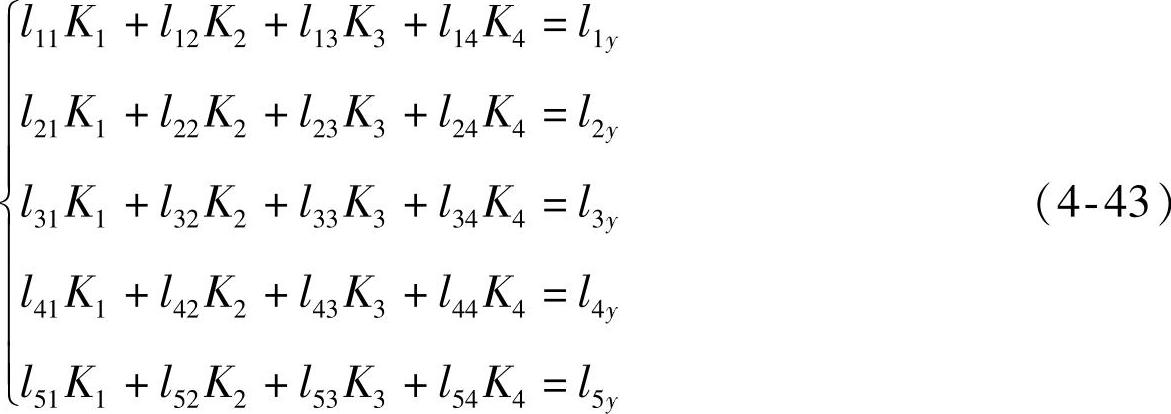
其中:
其中:常数

根据采集的试验数据可计算出,基于多元线性回归的钢轨闪光对焊头落锤质量预测模型为
Y=262.38620.0206X126.02439X2十69.628X320.08629X4十0.499X5
(4-44)
根据所得模型分析如下:
①加速阶段的闪光率和低压阶段Ⅱ的闪光率在回归模型中系数为正,对焊接接头的落锤质量有影响,加速阶段闪光率的系数是低压阶段Ⅱ闪光率系数的139倍,说明加速阶段的闪光率对落锤质量的影响远远大于低压阶段Ⅱ的闪光率。
②在所有特征量中,仅有闪光率特征量是正值,说明闪光率越高,落锤质量越好,由加速阶段闪光率的系数最大可知,加速阶段的闪光率是影响焊接接头落锤质量最主要的因素。
③落锤质量与焊接时间之间的回归系数为负值,说明在其他条件不变的情况下,即能量输入、闪光率、烧化量等不变的情况下,随着焊接时间的增加,焊接接头的落锤质量会变差。因此,可采用加大高压阶段能量输入,保证低压阶段、加速阶段焊接接头温度的方式,保证低压阶段、加速阶段的闪光率,从而缩短焊接时间、提高焊接生产率。
④落锤质量与烧化量之间的回归系数为负值,说明在其他条件不变的情况下,随着烧化量的增加,焊接接头的落锤质量会变差,可以采用在其他条件不变的情况下,尽量减少烧化量的方法,以提高焊接质量。
落锤质量与能量输入之间的回归系数为负值,这与理论和实际都不相符,因为能量输入太高或能量输入太低焊接接头质量都会有问题。造成回归模型出现这样结果的原因是回归模型采用了线性多元回归,而实际系统为非线性的,且各特征量之间还存在着较强的交互作用,进行工艺试验采用的工艺能量输入偏大。
根据焊接接头落锤质量预测模型和各焊接接头的统计特征量,对每一个焊接接头进行预测模型计算,由数据可得出预测模型的预测误差较大,主要是因为各变量之间存在交互作用,且与落锤数之间为非线性关系,所以采用神经网络进行质量判断则会更加准确。总数为27个判断值,误判个数为3个,准确率为89%,由于该准确率是采用线性回归时用的样本进行预测得到的,因此实际预测准确率肯定要比该值低,得到的回归模型可信度较高。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。