



(1)模糊控制概述 控制系统动态模式的精确性是经典控制系统优劣的最主要因素,系统动态的信息越详细,就越能达到精确控制的目的。但是在实际的工业生产中,存在的系统往往是由多种因素构成的复杂系统,其数学模型的精确建立是十分困难的,所以人们开拓了避开数学模型的控制理论,让机器仿照工程技术人员的操作过程,产生了以模糊集合理论为基础的模糊控制器,实现了对复杂过程的有效控制。
①模糊集合与隶属函数。模糊控制就是用模糊数学的知识模仿人脑的思维方式,对模糊现象进行识别和判决,给出精确的控制量,对被控对象进行控制。例如,在经典的集合论当中,某一个元素与某一个集合之间的关系只有属于或不属于两种明确的关系,小于等于10的自然数x(0,1,…,10)可以构成一个集合A,表示为

对于其元素为x的经典集合A可以用特征函数CA(x)来描述,其定义为

一个元素如果属于这个集合值为真,不属于这个集合值则为假。这样绝对化的描述在现实生活中并不是处处都能达到预期效果,例如“天气冷”对于每个人的感觉不同,对冷的温度界定也不同,人体的感觉一般可分为“很冷”“冷”“凉爽”“不凉”等,对于“冷”这个集合里的元素描述是模糊的描述,这种由模糊概念描述的元素构成的集合就是模糊集合。
美国自动控制专家查德(L.A.Zadeh)提出的模糊集合的概念,扩充了经典集合的概念,对于某个元素是否属于某个集合,不单单用“0”和“1”两个值来描述,而是用一个函数来描述元素隶属于该集合的程度,这个函数称为隶属函数,元素隶属于模糊集合的程度称为隶属度。隶属度的值为[0,1]闭区间上的一个数,值越大表示该元素隶属于模糊集合的程度越高,反之就是越低。
设论域U中的元素为x,即U=(x1,x2,...,xn),A~是一个模糊集合,则属于A~的程度由隶属函数表示,记作μA~(x),可表示为

②模糊集合的运算。设A~和B~是论域U上的2个模糊子集,2个模糊子集的运算是对2个子集中的点逐点进行隶属度的运算。运算后的子集仍然是论域U上的模糊集合。
2个模糊子集的并集运算就是将对应的论域元素隶属度两两取大,如模糊子集A~和B~并的隶属函数  为
为

2个模糊子集的交集运算是将对应的论域元素隶属度两两取小,模糊子集A~和B~交的隶属函数  为
为

模糊子集的补集是将集合的每一个元素的隶属度取反,模糊子集A~的补集隶属函数  为
为

③模糊关系。经典集合中2个集合的关系是由它们的直积表示,设存在集合A和B,那么A和B的直积为

即若A={a1,a2,a3},B={b1,b2,b3},那么直积A×B为

式中 元素(a1,b1),(a1,b2)…———这些元素的全体便是集合A和B的关系R。
R———直积A×B的一个子集。关系R取值为
“0”或“1”。
模糊关系指对普通集合的直积施加某种模糊条件限制后得到的模糊集合。模糊集合  和
和  的直积
的直积  ×
×  ={(a,b)a∈
={(a,b)a∈  ,b∈
,b∈  }中的一个模糊子集
}中的一个模糊子集  ,则称为
,则称为  到
到  的一个模糊关系,模糊关系中序偶(a,b)的隶属度为
的一个模糊关系,模糊关系中序偶(a,b)的隶属度为  (https://www.xing528.com)
(https://www.xing528.com)
④模糊控制系统的结构原理。一般模糊控制系统的基本组成如图4-1所示。
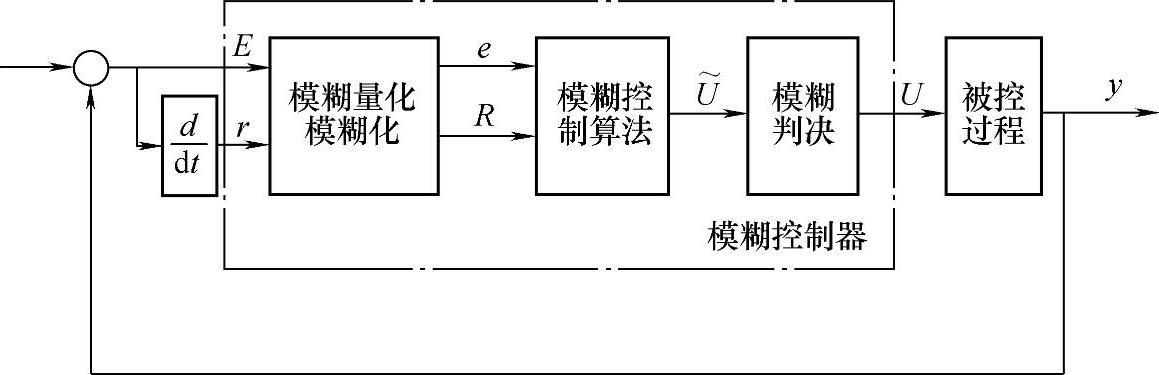
图4-1 模糊控制系统的基本组成
控制系统的核心是模糊控制器,系统通过采样获取被控制量的精确值,将此量与给定值比较得到误差信号E(取单位反馈),误差信号E为模糊控制器的输入量,通过模糊控制器的输入量模糊化后,得到误差E的模糊向量e,然后由e和模糊控制规则R根据推理合成规则进行决策,得到模糊控制量  为
为

U~为模糊量,不方便实现操作,若想对被控对象施加精确控制,就要将模糊的量进行去模糊化处理,将U~转换为精确量U得到数字化信号,数字化信号U经数模转换后得到精确的模拟信号y,被传送到执行机构的模拟信号y对控制对象进行控制。
(2)模糊控制在闪光对焊技术中的应用 闪光对焊过程受多个参数的影响,焊接过程的不连续性、高度非线性决定了对闪光对焊过程精确模型建立的复杂性,目前尚无可描述闪光对焊过程的精确数学模型,对于这样的复杂系统,建立在数学模型上的经典控制理论和现代控制理论都是无能为力的。模糊控制的引入可以避开这一难题,通过引入专家的经验,使机器模仿工作人员的思维模式工作,实现了复杂的控制过程。模糊控制器的工作过程:
①精确量的模糊化。传感器将要检测的物理量转化成便于利用的电信号,模/数转换器负责把模拟电信号换成精确的数字量,然后由模糊控制器将精确的数字输入量转换成模糊集合的隶属函数,精确量模糊化的目的是把传感器的输入转换成知识库可以理解和操作的变量格式。
②模糊控制规则的形成和推理。根据有经验的操作者和专家的经验制定出模糊控制规则,进行模糊逻辑推理,得到一个模糊输出集合即一个新的模糊隶属函数,其目的是用模糊输入值去适配控制规则,为每一个模糊控制规则确定其适配的程度,并且通过加权计算合并规则输出。
③模糊输出量的反模糊判决。根据模糊逻辑推理得到的输出模糊隶属函数,用不同的方法找一个具有代表性的精确值作为控制量,其目的是把分布范围概括合并成单点的输出值,加到控制器上实现控制。
高志彪在其硕士论文《基于模糊控制的智能化闪光焊控制系统研制》中提出了闪光对焊的模糊控制方法。文中设定模糊控制器输入量为焊接电流、焊接电压和动夹具位移3个变量,输出控制量主要包括电液伺服阀输入电流,即PWM脉冲信号和可控硅触发脉冲信号共2个变量。
输入量和输出量的模糊化采用便于计算的查表法。动夹具位移量模糊化将位移量分为“开始”“预热前”“预热”“顶锻”4个模糊集,每个模糊集包括3个开关量,每个模糊集包含的开关量值不同,开关量的值根据动夹具的位移来确定。
焊接电流的模糊化模数转换后,采集的电流值经模数转化后变成十六进制的值,取值00H~FFH,焊接电流的模糊化将该区间分为“零”“小”“正较小”“正中”“正较大”“正大”6个模糊子集。焊接电流模糊输入集隶属度取每一区间的中间值为参考,越接近对应模糊子集中间值隶属度越高,例如,判断一个电流值属于“正较小”模糊子集的程度时,焊接电流接近模糊子集“小”的中间值时,隶属度为5,接近模糊子集“正较小”中间值时,隶属度为10,接近模糊子集“正中”中间值时,隶属度为5,其余值隶属度为0。
焊接电压的模糊化方式与焊接电流类似,焊接电压以反馈电压与嵌口电压之间的偏差作为输入量,采用玛达尼法将差值电压参数分为“负大”“负小”“零”“正小”“正大”5个模糊集,分别与定值和反馈值之间的差值区间[24,十4]的值进行隶属度划分。
系统的输出量主要包括控制动夹具送进速度的PWM脉冲信号、控制焊接热量的可控硅触发信号。改变PWM脉冲的占空比可以改变电液伺服阀输入电压,从而改变其流量达到控制动夹具送进速度的目的。通过改变可控硅导通角可以实现焊接热量的控制。模糊化输出量将脉冲信号和可控硅控制角的大小分为几个不同等级,并在推理得到的模糊集合中取一个相对最能代表这个模糊集合的单值,用一个确定的量控制执行机构。
模糊控制规则根据闪光对焊过程的基本规律与实际经验制定的模糊控制规则进行模糊推理,经过控制规则运算后得到模糊输入与模糊输出之间的对应关系。
电液伺服阀模糊控制使动夹具送进控制更加精确灵活,使送进曲线更适合闪光对焊过程的要求,通过大功率可控硅组调节焊接热输入量,具有可靠性高、控制精确的特点。
朱继东在《模糊PID自整定控制在基于PLC的辙叉焊机上的应用》中将模糊技术与PID结合构成模糊PID控制,采取参数自整定控制算法,其基本原理是在普通PID控制器的基础上,加上一个模糊控制环节,模糊控制环节根据系统的实时状态对PID的3个参数进行在线整定。设计采用二维模糊控制器,误差及误差的变化为输入量,模糊控制规则主要是确立模糊控制器输入变量和PID 3个参数变化量之间的关系,并对原有的PID参数进行修正,得到适合于当前工况的PID参数。这样既弥补了常规PID算法的不足,也解决了模糊控制器动作欠细腻、稳态精度欠佳的缺点。
采用模糊PID控制之后,连续闪光阶段的电流曲线更加稳定,没有出现短路和断路的现象,电流值基本控制在设定的下限和上限之间,波动幅度控制得更好,偶尔有大电流的出现,也被控制在设定上限的10%之内,避免了出现瞬时大电流的情况。连续闪光阶段焊接的稳定,保证了焊接接头的合格率。
胡雄伟等在钢轨交流闪光焊机的控制系统中,同样引入了模糊自整定PID控制策略,不同的是被控量的选择,被控量选择了焊接闪光电流,模糊控制器的输入变量选择焊接中的实际闪光电流和设定电流之间的差值,以及焊接闪光电流的变化率,输出变量为PID控制器3个参数的增量。同样对闪光对焊的过程取得了理想的控制效果。
陈峦等针对钢轨焊接电压控制要求,研制了钢轨闪光对焊稳压调压电源系统,提出了变结构模糊控制的算法,设计了以大功率晶闸管为核心的调压主电路,通过对晶闸管控制角的变结构模糊控制,实现了对电网电压的稳压处理和焊接工艺要求的电压自动调节功能,提高了焊接质量。
经过多人的经验及分析总结,我们可以得出,模糊控制非常适合于闪光对焊过程的不连续性,以及高度非线性、建立精确模型困难的特点,有利于实现闪光对焊过程的稳定性控制。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。