



夹紧机构的作用是夹紧焊件并使其精确对中,在焊件承受较大的顶锻力时保证焊件不发生滑动。此外,夹紧机构的导电钳口还向焊件传导电流。夹紧机构的夹钳轮廓尺寸由焊件外形确定,夹紧机构应保证方便、快速夹装焊件。
夹紧机构包括动夹具和静夹具两部分。静夹具安装在机座的固定座板上,应与机座电气绝缘;动夹具安装在机座的活动座板上,通过导轨或导套在机座上移动,实现进给或后退动作。夹紧机构由于承受了很大的钳口夹紧力,通常采用铸钢件或焊接结构件制成。动夹具和静夹具上的导电钳口和焊接变压器的次级输出连接。
(1)夹紧机构的设计要求
①钳口有足够的夹紧力和接触面积,保证电极与焊件接触良好,防止顶锻时焊件滑动、变形或烧损。夹紧力不因焊件尺寸的偏差、电极的磨损而变化。
②钳口间距可调节,焊件在静、动夹具的轴向对中位置也可调。
③具有足够的强度和刚性。
④结构简单、方便上下料,动作快且容易控制。
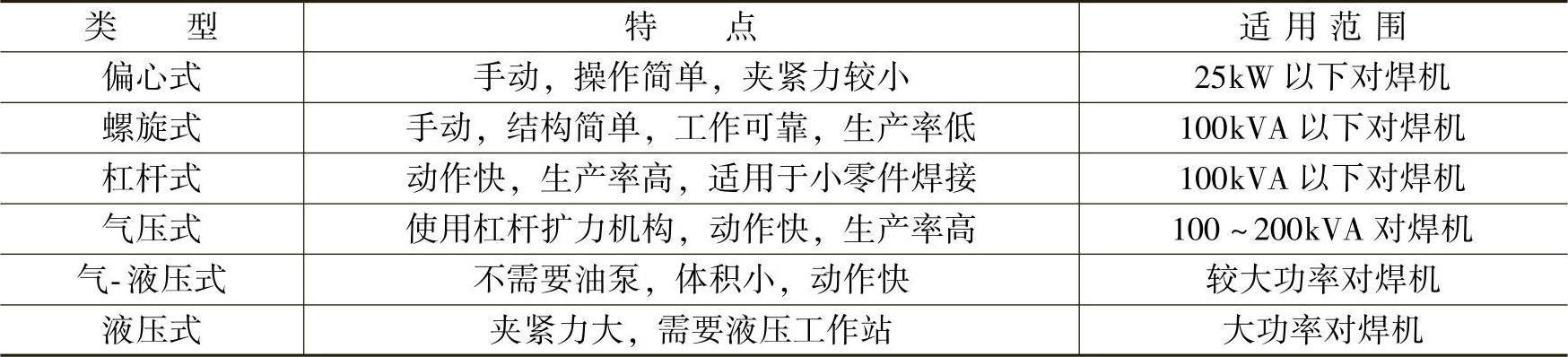
夹紧机构有多种形式,按照夹紧力产生方式可分为偏心式、螺旋式、杠杆式、气压式、气-液压复合式和液压式等。闪光对焊设备常用夹紧机构类型、特点和适用范围见表3-3。
表3-3闪光对焊设备常用夹紧机构类型、特点和适用范围
(2)气压式夹紧机构 如图3-2所示,气压式夹紧机构普遍用在中小功率的闪
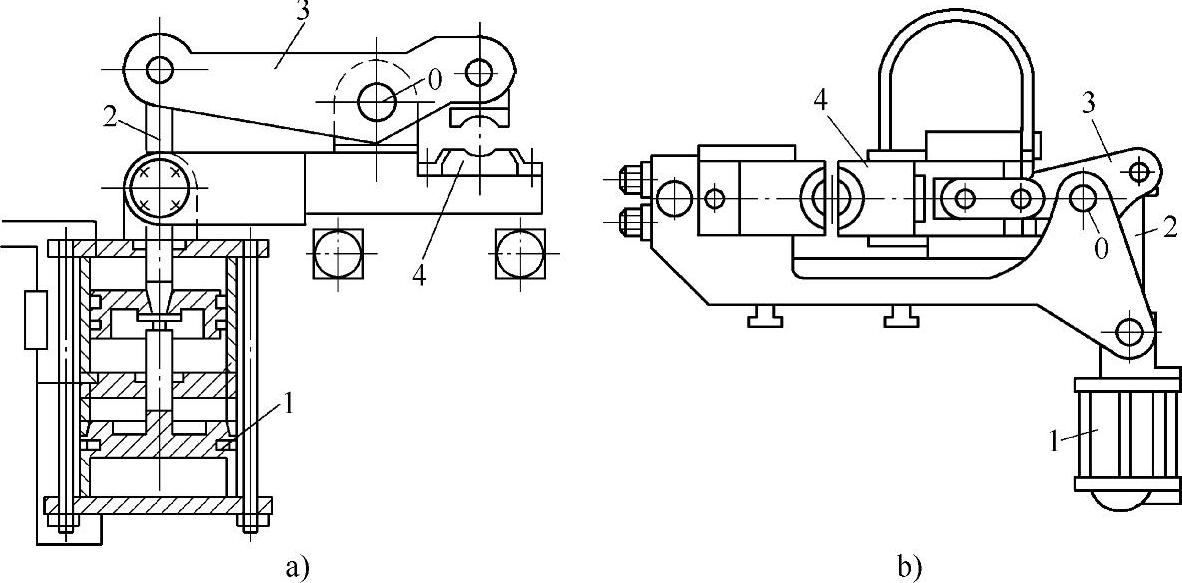
图3-2气压式夹紧机构
a)垂直加压气压式夹紧机构 b)水平加压气压式夹紧机构
1—气缸 2—活塞杆 3—杠杆扩力机构 4—夹钳电极(https://www.xing528.com)
光对焊机上,图3-2a是垂直加压气压式夹紧机构,图3-2b是水平加压气压式夹紧机构。压力空气进入气缸1的活塞腔,推动活塞杆2上升,使杠杆扩力机构3上的夹钳电极压紧焊件。气缸采用双层结构,可减少气缸体积且获得更大的夹紧力。气压式夹紧机构具有动作迅速、操作简单,容易实现自动控制等优点,夹紧力达20~100kN。
(3)气-液压式夹紧机构 气-液压式夹紧机构使用气-液增压缸作为夹紧力来源,无需液压泵站,体积小、动作迅速,广泛应用在中等功率的对焊机上。
气-液增压缸结构如图3-3所示。气-液增压缸结合了油缸和气缸的优点,以压缩空气为动力,并通过油缸将其压力提高数十倍,获得较大夹紧力。气-液增压缸的工作过程是压缩空气先进入气室3,气室8与大气接通,活塞2带动夹钳电极下降,预压焊件。这时,油室4的液压油流向油室1中补充油液。之后,压缩空气进入气室6,推动活塞5和油室活塞杆7一起下降,当活塞杆7下降到封闭了油室1与油室4之间的连通孔时,油室1的油压迅速增加,可产生20~250kN的夹紧力,实现夹紧焊件的作用。焊接完成后气室8接入压缩空气,气室3和气室6接通大气,活塞2和活塞5后退,夹紧机构复位。
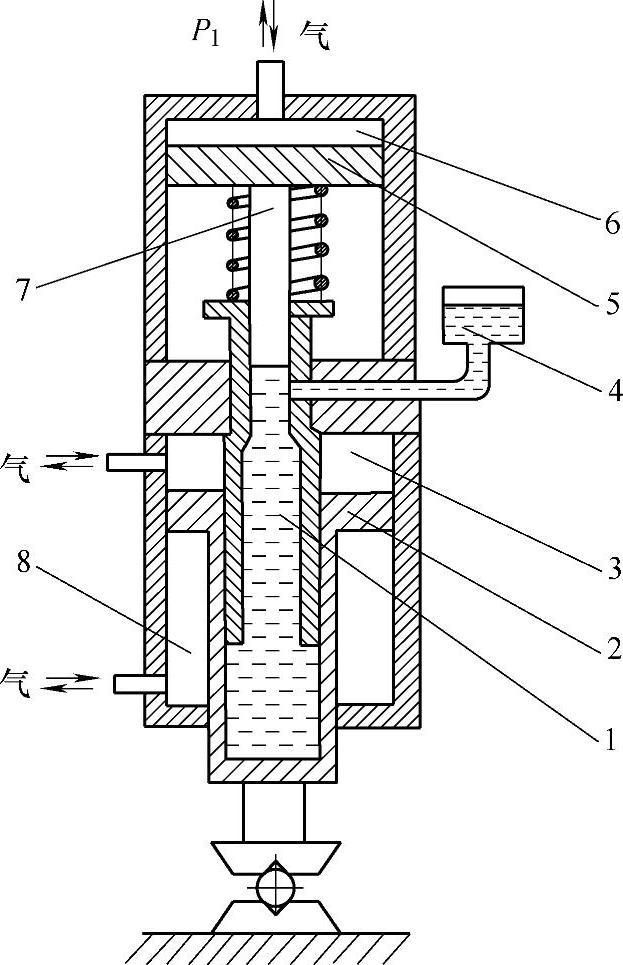
图3-3 气-液增压缸结构
1、4—油室 2、5—活塞
3、6、8—气室 7—油室活塞杆
乌克兰巴顿焊接研究所研发的MOC606通用型闪光对焊机的气-液式夹紧机构如图3-4所示,它也分为动夹具和静夹具两部分。动夹具由活动板5、杠杆臂4、转轴3、夹钳2和气-液缸6等部件组成。气-液缸6活塞杆伸出时上顶活动板5,带动杠杆臂4以转轴3为支点,通过夹钳2压紧焊件,气-液缸6活塞收缩时动夹具松开焊件。电极通过楔形块8、10固定在支座板1上。支座板1被安装在两根圆导柱7和12上,可沿着固定在焊机机身上的套筒11轴向移动,实现进给运动。静夹具的设计与动夹具结构相同,但静夹具的金属板是通过绝缘板固定在焊机机座上的。
(4)液压式夹紧机构 液压式夹紧机构的夹紧力来源于液压油缸。液压式夹紧机构需要液压泵站,以及换向阀、单向阀、减压阀等控制器件,夹紧力大、动作可靠,广泛使用在钢轨闪光对焊机、管道闪光对焊机、钢坯闪光对焊机等大型设备上。如乌克兰巴顿焊接研究所研制的K924钢轨焊接设备和K584管道闪光对焊机,都采用了液压夹紧方式,其中K584焊机最大夹紧力达1250kN,而K924焊机最大夹紧力达4000kN。
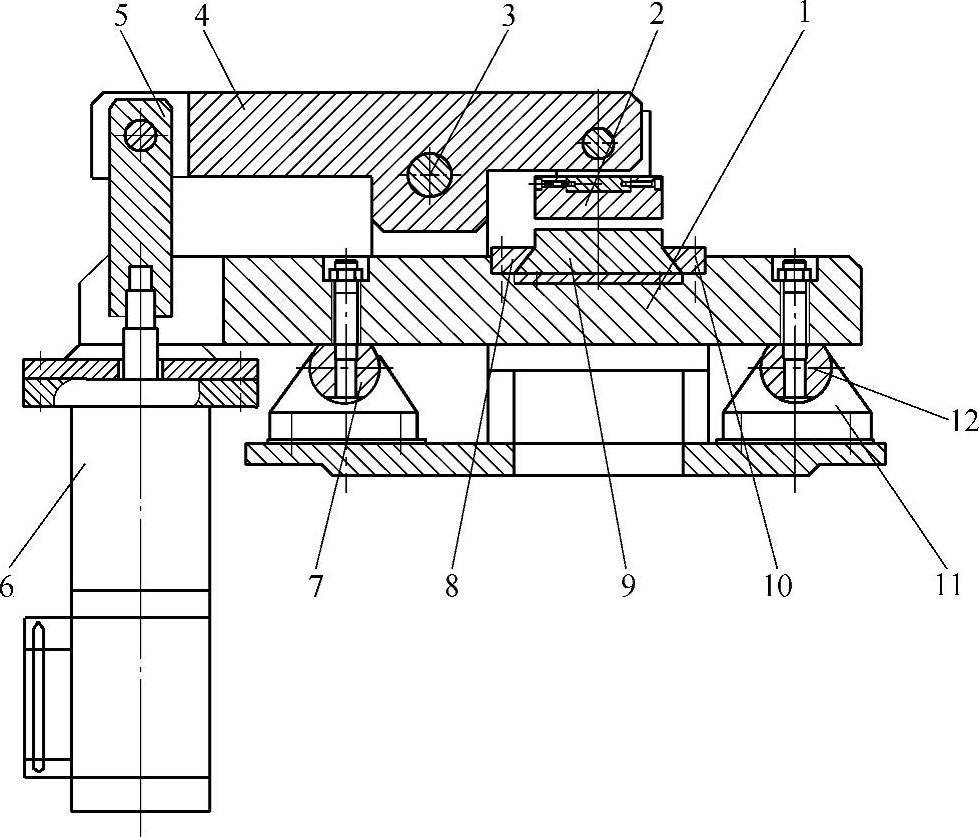
图3-4 MOC606通用型闪光对焊机的气-液式夹紧机构
1—支座板 2—夹钳 3—转轴 4—杠杆臂 5—活动板 6—气-液缸
7、12—导柱 8、10—楔形块 9—电极 11—套筒
K584管道闪光对焊机夹紧机构如图3-5所示,其夹紧机构也分为动夹具和静夹具,二者具有相同的结构,分别夹持一个待焊管件,两个管端对在一起形成一个焊接头。如图3-5所示,K584的静夹具由箱体1、箱体3、中轴9、法兰6、活动连接杆7构成一个剪式结构。当夹紧油缸的活塞杆腔连接进油路、活塞腔连接回油路时,活塞杆8回缩并通过法兰6带动活动连接杆7,使夹具的箱体1和箱体3围绕中轴转动,通过法兰6和活动连接杆7使箱体1和箱体3的上端分离、下端闭合,夹紧管件。相反,当夹紧油缸的活塞杆腔连接回油路、活塞腔连接进油路时,夹紧机构箱体上端闭合、下端分离,夹紧机构松开管件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。