



顶锻过程是在闪光过程还没有结束的时候开始的。在闪光阶段的末期,突然将焊件的送进速度提高几十甚至上百倍,闪光瞬间熄灭,焊接过程过渡到顶锻阶段。闪光熄灭就是由于送进速度远远超过设备可完成的最大闪光速度,触点爆破过程中止,进入短路状态。
在顶锻阶段需要完成以下任务:封闭接口,挤出接口中的熔化金属,填平和压平原本凹凸不平的焊接端面,挤出部分过热金属,使焊缝附近材料发生必要的塑性变形,为再结晶提供条件。
顶锻过程开始时,送进速度突然提高,接口间隙迅速减小,可能会发生最后一次过梁爆破,随后过渡到短路状态,闪光停止,接口内充满金属液体。在接下来的送进过程中,液态金属层受到挤压,液体沿着焊缝流动,在靠近表面处,液体流出焊缝,而在内部,则流动到火口中。进一步送进,大部分的液体流出焊缝,液体层下的固态金属互相接触,互相挤压而发生变形,在火口深处,可能存在少量金属液体。再进一步送进,焊缝处温度很高的金属被挤出焊缝,焊缝附近、热影响区内处于高温下的固态金属发生塑性变形。直至完成设定的顶锻留量,或顶锻力小于材料变形抗力,而不足以驱动焊件继续送进为止,焊件送进停止。在送进停止后,还需保持顶锻状态一段时间,再撤除顶锻力,完成焊接。
需要指出的是,焊接端面上各点的情况不同,也就是说,在某一点处两焊件还没接触,在另一点处两焊件可能已经在固态下发生变形甚至被挤出焊缝。此外,顶锻过程通常分为两个阶段:在第一阶段,继续保持通电;在第二阶段,停止通电。第一阶段称为带电顶锻阶段,时间通常为零点几秒钟;第二阶段称为顶锻保持阶段,时间通常为几秒钟。带电顶锻阶段时间很短,但由于顶锻速度大,送进距离超过总顶锻留量的30%。在带电顶锻阶段,接口应完全闭合,否则,会在焊接端面上发生氧化并形成缺陷,也就是说,应保持通电,直至焊接端面与空气隔离。带电顶锻时间延长,有利于液态金属和过热的固态金属被挤出焊缝,但在带电顶锻阶段,焊件处于短路加热状态,电流很大,焊机输出功率很高,过长的通电时间易导致焊件被烧坏。
在顶锻力和短路电流加热同时作用下,接口内液态金属完全被挤出,原焊接端面上残留的氧化物被其携裹着带出焊缝,焊缝附近的过热固态金属被挤出接口。至顶锻留量完成时,焊缝内无液态金属和氧化物残留,无孔洞等未焊透缺陷。至顶锻保持阶段结束时,再结晶过程完成,两焊件之间形成共同晶粒,焊接完成。顶锻留量Su可用下式简单描述:
Su=Δf十2Δl十2k0Δh式中 Δf———被闪光焊接端面之间的间隙;
Δl———液态金属层的厚度;
Δh———闪光焊接面上火口的深度;
k0———系数。
顶锻过程中闪光对焊接头形成示意图如图1-6所示。式中Δf十2Δl的值一般仅为1~1.5mm,而顶锻留量Su的值可能达到10mm以上。这主要是因为焊接端面不平,且为了挤出液态金属、氧化物、过热金属并形成一定塑性变形。若火口深度大,或闪光时氧化严重,就需要增大顶锻留量。可见,顶锻留量与闪光结束时焊接端面的准备情况有很大关系。
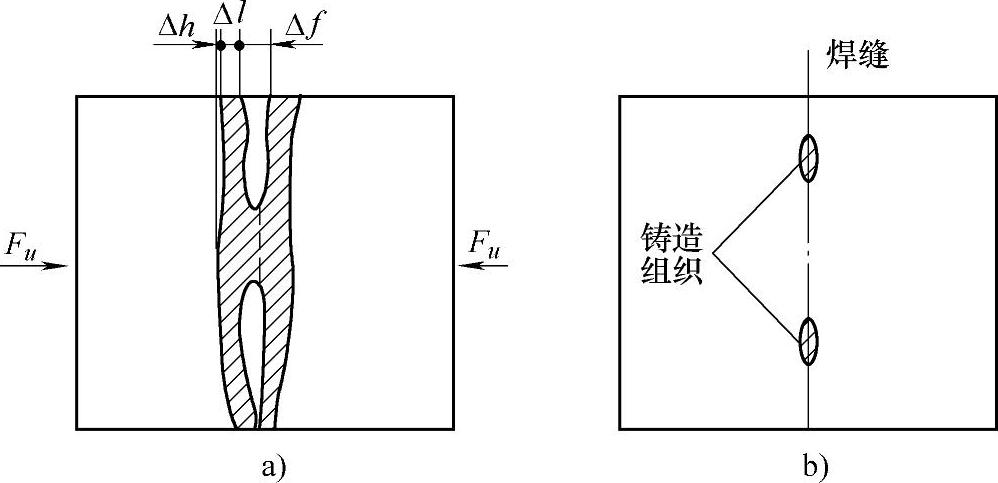
图1-6 顶锻过程中闪光对焊接头形成示意图
a)顶锻开始时 b)顶锻结束时
若在焊缝中有过热金属残留,则冷却后形成具有魏氏组织的焊缝和晶粒粗大的热影响区,对接头性能有害,然而,闪光对焊过程中形成的过热金属是很难被完全挤出焊缝的。这是因为钢材即使是处于1200℃以上,材料变形的抗力相对于顶锻力来说仍然较大,而顶锻时不能无节制地增大顶锻力和顶锻留量,否则会导致纤维严重弯曲,塑性降低严重,甚至纤维间撕裂,或者焊件因失稳而被顶弯。
为了获得优质接头,顶锻留量必须足够大。保证顶锻留量所需要的顶锻力与金属的抗塑性变形能力有关。但顶锻留量不能过大,最大的顶锻留量值由金属的塑性(其能承受实现焊接所需要的变形而不至于发生破坏的能力)决定。可见,接头区金属的塑性变形对获得优质的闪光对焊接头有重要影响。(https://www.xing528.com)
在顶锻过程中,接头金属塑性变形的大小及其分布特征取决于金属的性质和接头区温度分布。不同的金属具有不同的塑性和抗塑性变形能力。如耐热钢,即使在高温下也很难变形,在接头外部毛刺处常出现小裂口。同时,材料的性质也对接头区温度分布有很大影响。如纯铜的导电性和导热性太好,在闪光对焊过程中,很难获得所需的塑性温度区。
接头区的温度场,是闪光过程和带电顶锻过程中加热形成的。随着温度的升高,通常金属的塑性会不断增加,而抗变形能力则下降。但温度太高,接近固相线的温度时,可能发生晶界部分熔化,材料塑性降低。闪光对焊接头区温度分布不均匀,因而各区域金属的塑性和抗变形能力差别很大,这决定了闪光对焊接头内塑性变形的分布规律。改变闪光阶段和带电顶锻阶段的焊接参数,或者采用特殊的闪光对焊设备和方法,可在较大范围内调整和改善焊件接头区的温度分布情况。
闪光对焊顶锻时焊缝内材料的受力如图1-7所示。棒材焊接时,在整个焊缝内轴向应力均为压应力,平面中心处轴向应力值最大,在靠近外表面处,应力值最低。径向应力均为压应力,在平面中心处最大,在靠近外表面处,应力值为0。切向应力在平面中心处为压应力,远离中心处,应力值逐渐降低,至平面上某处降为0,然后变为拉应力。
如图1-7所示,在焊缝平面中心点A处,材料受3个方向压应力;在靠近焊件表面点C处,材料受2个方向压应力,1个方向受拉应力;在切应力为0的点B处,材料受双向压应力。在这种受力情况下,金属向焊缝外流动。轧制35CrMo(统一数字代号A30352)钢在闪光对焊顶锻时带状组织的弯曲情况如图1-8所示,远离中心处弯曲程度较大,中心处无明显弯曲。
顶锻留量较大时,通常会看到从焊缝中挤出的金属在接头外张开。加热区越窄、顶锻速度越大时,张开越明显。除此之外,还可能发生纵向裂纹。即使无明显的开裂,顶锻时焊缝附近金属的流动方式也可能导致纵向性能的降低。为此,开发了特殊结构的夹钳,使材料被强迫变形,在整个接头中各处均受3个方向压应力,从而消除了缺陷,提高了金属的塑性。顶锻模式如图1-9所示。
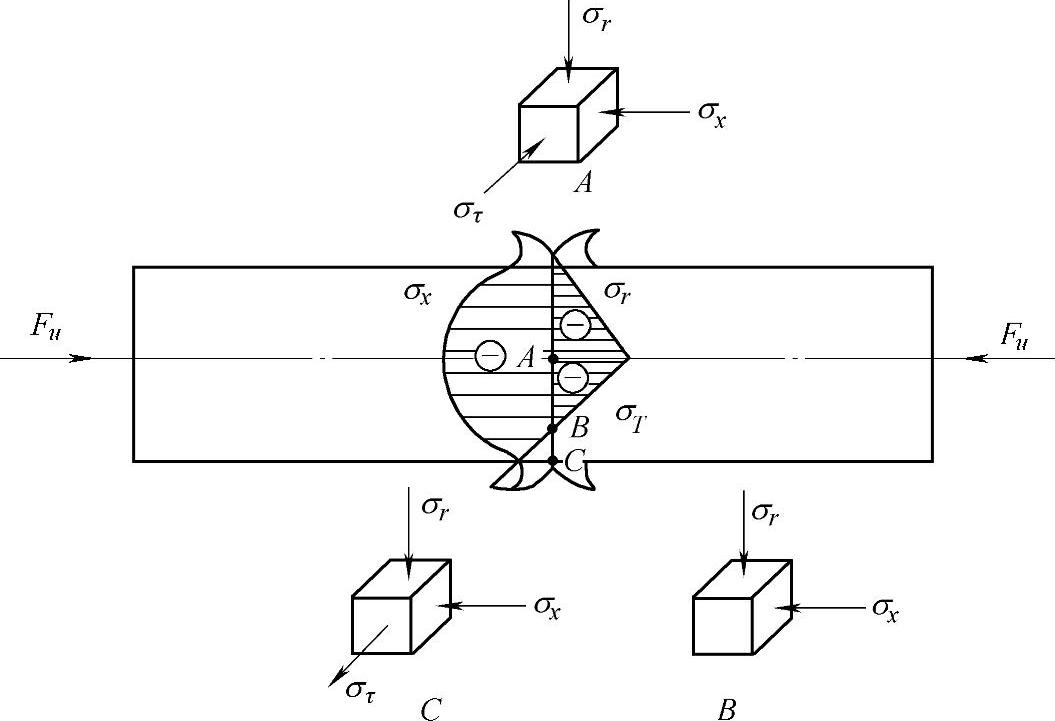
图1-7 闪光对焊顶锻时焊缝内材料的受力
σx—轴向应力 σr—径向应力 στ—切向应力 Fu—顶锻力
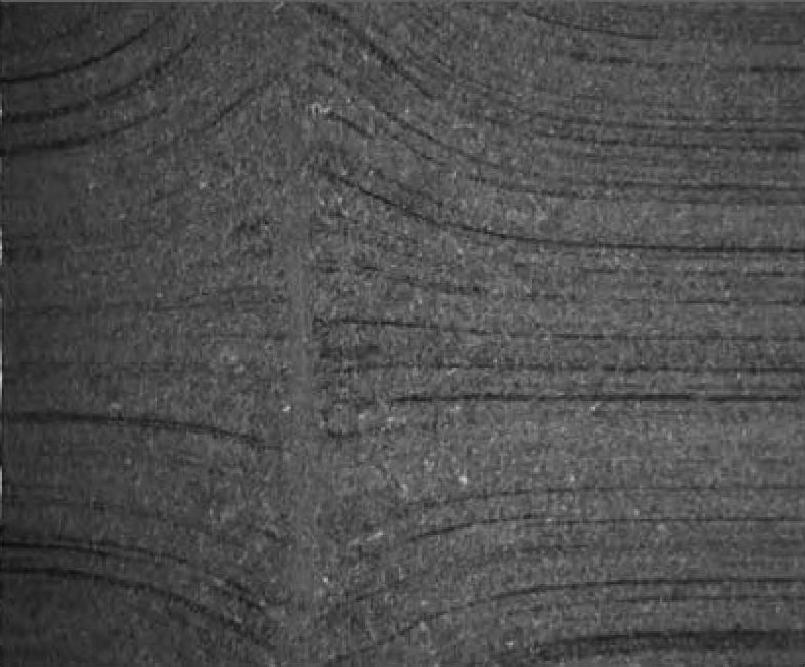
图1-8 35CrMo(统一数字代号A30352)
钢在闪光对焊顶锻时带状组织的弯曲情况

图1-9 顶锻模式
a)、b)、c)强迫成形顶锻 d)自由顶锻成形
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。