



闪光对焊工艺过程是先把焊件装配成对接接头,然后接通电源,并使焊接端面逐渐移近至局部接触,利用电阻热加热这些接触点,产生闪光,使焊接端面熔化,直至焊件端部在一定深度范围内达到预定温度,迅速施加顶锻力完成焊接。闪光对焊过程由闪光、顶锻、保持、休止等阶段组成。闪光、顶锻两个阶段是闪光对焊接头形成过程,保持和休止是为了获得更好的焊缝质量。闪光对焊电路如图0-1所示。
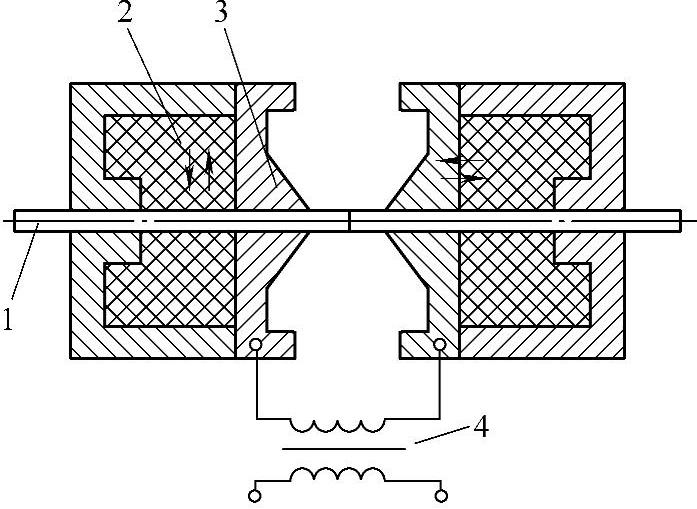
图0-1 闪光对焊电路
1—焊件 2—绝缘绝热装置
3—焊接电极 4—焊接变压器
在闪光阶段,两焊接端面轻微接触,形成多个接触点,焊接回路电流导通,接触点熔化后形成连接两焊接端面的金属液体过梁。由于液体过梁中的电流密度极高,使过梁中的液体金属蒸发、过梁爆破。在蒸气压力和电磁力的作用下,液态金属微粒不断从焊接端面间喷射出来,形成火花急流-闪光。在闪光过程中,焊件逐渐缩短,焊接端面温度逐渐升高,过梁爆破速度加快,闪光加速。在闪光过程结束前,应使焊接端面形成厚度均匀的液体金属层,并在一定深度上使金属达到塑性变形温度。
(1)闪光的主要作用
①加热焊件,闪光对焊的热量主要来源于液态过梁的电阻热和过梁爆破时部分金属液滴喷射在焊件对口端面上带来的热量。
②烧掉焊接端面上的氧化物及污物,闪平焊接端面。(https://www.xing528.com)
③闪光过程中液态过梁爆破产生的金属蒸气对焊接端面形成自保护作用,有效避免空气对端面间隙的侵入。
④闪光后期在焊接端面上形成厚度均匀的液态金属层,为顶锻时排除氧化物和过热金属,形成接头提供条件。
闪光过程结束顶锻开始时,迅速对焊件施加足够的顶锻压力使焊接端面间隙迅速减小,过梁停止爆破,闪光停止,焊接端面及邻近区域开始承受越来越大的压力。顶锻的作用是密封焊接端面的间隙和液体金属过梁爆破后留下的火口,同时挤出焊接端面的液态金属及氧化夹杂物,使洁净的塑性金属紧密接触,并使接头区产生一定的塑性变形,促进焊缝再结晶,形成共晶组织获得牢固接头。闪光对焊工艺过程如图0-2所示。
(2)闪光对焊的优势 采用固体熔化方法,焊接质量高。不存在熔池,避免了许多传统缺陷。自动化程度高,不依赖手工焊接,焊接过程稳定。无需消耗和使用焊接材料及保护气体,环保无污染。无需焊接端面准备工作,焊接周期短,焊接效率高。
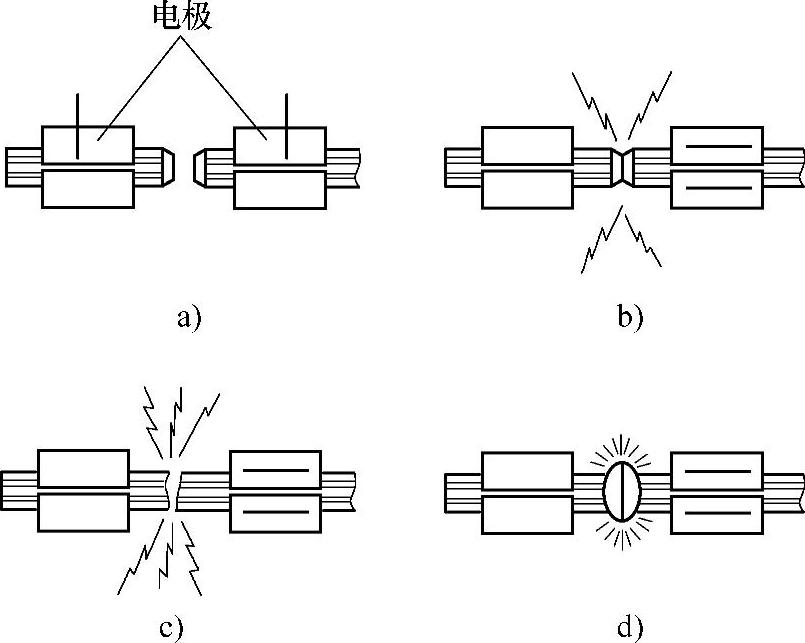
图0-2 闪光对焊工艺过程
a)焊件定位夹紧 b)闪光开始
c)闪光 d)顶锻和休止
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。