



压铅的基本工艺为熔铅、灌铅、模具调整、压铅和冷却五个过程。
1.熔铅
将检验合格的铅锭加入熔铅锅中熔化的工作称为熔铅,它应当注意以下几点:
1)加入的铅锭必须清洁干燥,这是因为不清洁的铅锭所带的杂质,将影响铅的质量,而水分的带入,在加热时容易引起爆炸。
2)铅锭应逐次加入,加入的数量视熔铅锅容量而定,生产过程中应保持铅锅中的铅液有适当的满度。
3)铅锅温度应控制适当,过高的温度将增加铅的氧化,这样一方面会增加铅的损耗,另一方面又会因氧化铅的形成而影响铅的质量。温度太低,铅液注入盛铅筒时,新旧铅不能很好地结合,当它们压出时,容易造成开裂和脱节现象,实践提供的适当温度如下:
对于纯铅:350~380℃;
对于合金铅:410~450℃。
通信电缆也像电力电缆一样,其铅皮护套通常含锑(0.4%~0.8%)、铜(0.08%)及以下的铅锑铜合金。因此,每次加铅时必须按规定的比例同时加入合金母片,熔化后应进行充分搅拌,以保证成分的均匀。
2.灌铅
灌铅是将熔铅锅里熔融的铅液,经放铅槽注入盛铅筒的过程。灌铅中要注意:
1)首先应停止搅拌,同时剔除放铅槽中的余铅,当铅液静止和余铅剔除后就可开启放铅阀门灌铅。
2)灌铅时,利用拦刀清除表面的氧化膜,同时,为避免氧化及气泡,灌铅速度宜快些,且铅液应从盛铅筒中央流下。
3.模具调整
模具包括模芯和模套(俗称模盖),是压铅中使铅液形成具有一定几何尺寸的铅管的主要工具。模芯、模套应由耐热、耐磨并且坚硬的优质钢材制造,压铅模具如图7-21所示。
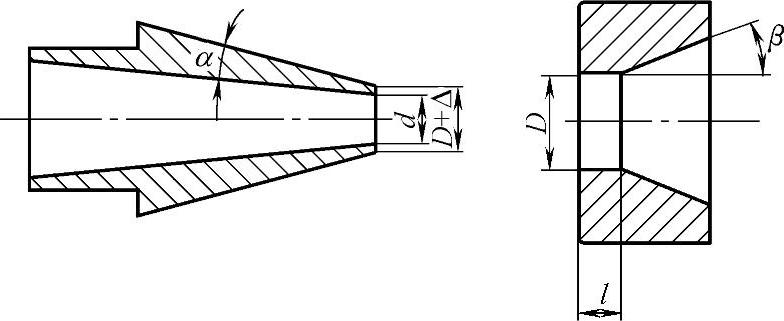
图7-21 压铅模具
图7-21中所标尺寸为决定性尺寸,其中α、β、l、Δ通常为某一固定值,而d和D是需根据实际情况来确定的尺寸。
要得到铅层厚度和铅包外径符合标准,质量良好的铅管,正确地选择和调整模具是压铅工艺中的关键。(https://www.xing528.com)
模具是根据电缆的实际外径,按下列经验公式进行选配的:
d=D1+d
D=1.08(D1+2d)
式中 d——模芯的内径;
D——模套的内径;
D1——电缆的铅包前外径。
通信电缆的铅包层的厚度根据铅包前电缆芯的外径,可由厚度表查得。
应当指出,上述计算对于电力电缆是合适的,但是通信电缆的铅皮护套却不能像电力电缆那样紧套着缆芯,而应该稍有一定的移动间隙,于是考虑到铅层冷却时的收缩,对于通信电缆上述计算的结果应适当增大一些。
模具的调整是将配好的模芯、模套装入模座后,先压出几小段空铅管,测量一个铅层的厚度,然后根据实际情况利用类似于挤塑工艺的方法来调整模芯、模套间的相对位置和前后距离。
4.压铅
模具调整完毕就可进行正式的压铅工作。压铅时,盛铅筒和压铅头子内的温度、工作压力、压力冷却的压力和时间均应严格按操作规程执行。这种规定视不同设备而具体又有不同,表7-8列出了2000t压铅机温度、压力和时间的规定。
表7-8 2000t压铅机温度、压力和时间的规定

压铅的过程大体是这样的:盛铅筒灌铅后,首先进行压力冷却,即让筒内铅液在一定的压力作用下冷却一段时间,压力冷却后,逐步增加压力,到达一定工作压力时开始出线,当活塞杆下压到一定位置时,即停止加压并将它提起,使其端头离开筒口有段适当距离,当将杆上的余铅剥去抹上一层油后,可对盛铅筒再次灌铅,以进行下一次操作。
活塞杆只压到一定位置,而不将整筒铅压完的原因,是为了便于使新注入的铅与盛铅筒的余铅更好地融合在一起,以提高铅管的质量。
5.冷却
压出的铅管应立即进行急速冷却,冷却是以高压力的冷水冲击铅管。冷却的主要目的是使铅层结晶紧密,提高铅层的机械性能。另外,急速冷却带走大量的热量,使缆芯免受长时间过热的危险。同时,在电缆线上绕盘时,也不至于相邻层粘在一起。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。