



快速成形的总的原则是将原材料有序的组织成具有确定外形和一定性能、一定功能的三维实体,即所需要的零部件。概括地讲,快速成形属于增材或者是去材的堆积成形,严格地讲是属于离散、堆积成形。通过离散获得堆积的路径、限制和方式,通过堆积材料而叠加起来形成三维实体,将CAD、CAM、CNC、精密伺服驱动、光电子和新材料等先进技术集成于一体。首先由CAD构造零件的3D实体模型,然后进行分层切片,获得各层的堆积区域及轮廓。按照这些区域及轮廓进行堆积,堆积的方法可以是固化一层层的液态树脂,还可以是烧结一层层的粉末材料,或者是喷射源选择性地喷射一层层的黏结剂或热熔材料,形成各个层面,直至堆积成3D产品。快速成形与传统加工的区别如图10⁃23所示。
1.快速成形的工艺过程
快速成形过程如图10⁃24所示,分为以下几个过程:
(1)构造三维模型 需要用三维系统软件设计所制工件的3D实体模型,以便于系统进行各类后续操作指令。其中三维系统软件在本章前文中已经做过介绍,在三维实体造型过程中目前已经有三维扫描仪可以使用,该仪器采用非接触式测量,并利用结构光技术、低频脉冲波技术,实现了扫描的快速化、扫描数据的编程化,从而实现了工件实物向工件模型的快速转化,提高了效率。
(2)三维模型的近似处理 在加工之前需要对一些不规则的自由曲面进行近似处理,最常用的方法是用一系列小的三角形平面来逼近自由曲面。每个三角形用三个顶点坐标和一个法向量来描述。三角形的大小可根据被近似的曲面的曲率来调整,从而得到不同的曲面近似程度。经过上述近似处理,获得三维模型文件,即STL格式文件,是由一系列相连的空间三角形组成。典型的三维系统软件或CAD软件都有转换和输出STL格式文件的接口,但有时输出的三角形会有少量错误,需要进行局部的修改。
(3)三维模型的切片处理 在加工之前必须从三维模型上沿高度方向一定的间距进行切片处理,以便于提取截面的轮廓。层与层之间的间隔的大小按精度和生产进度要求确定,间隔越小,精度越高,但是生成的时间就越长。切片软件由各软件系统附带,可根据工件的三维模型自动提取所截取断层的轮廓。
(4)截面的加工 根据切片处理的截面轮廓,RP系统的成形头在截面内按轮廓进行固化树脂、烧结粉末或者喷射黏结剂和热熔材料,得到一层一层的堆积截面。
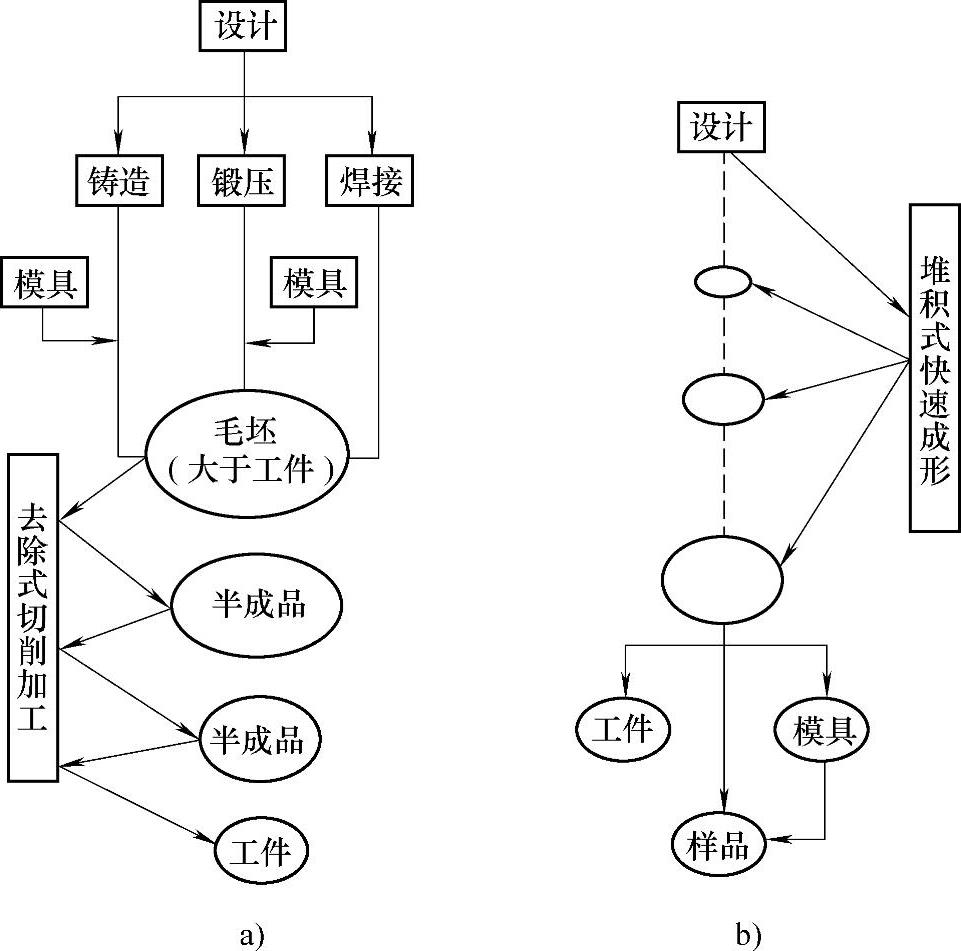
图10⁃23 快速成形与传统加工的区别
a)传统加工 b)快速成形
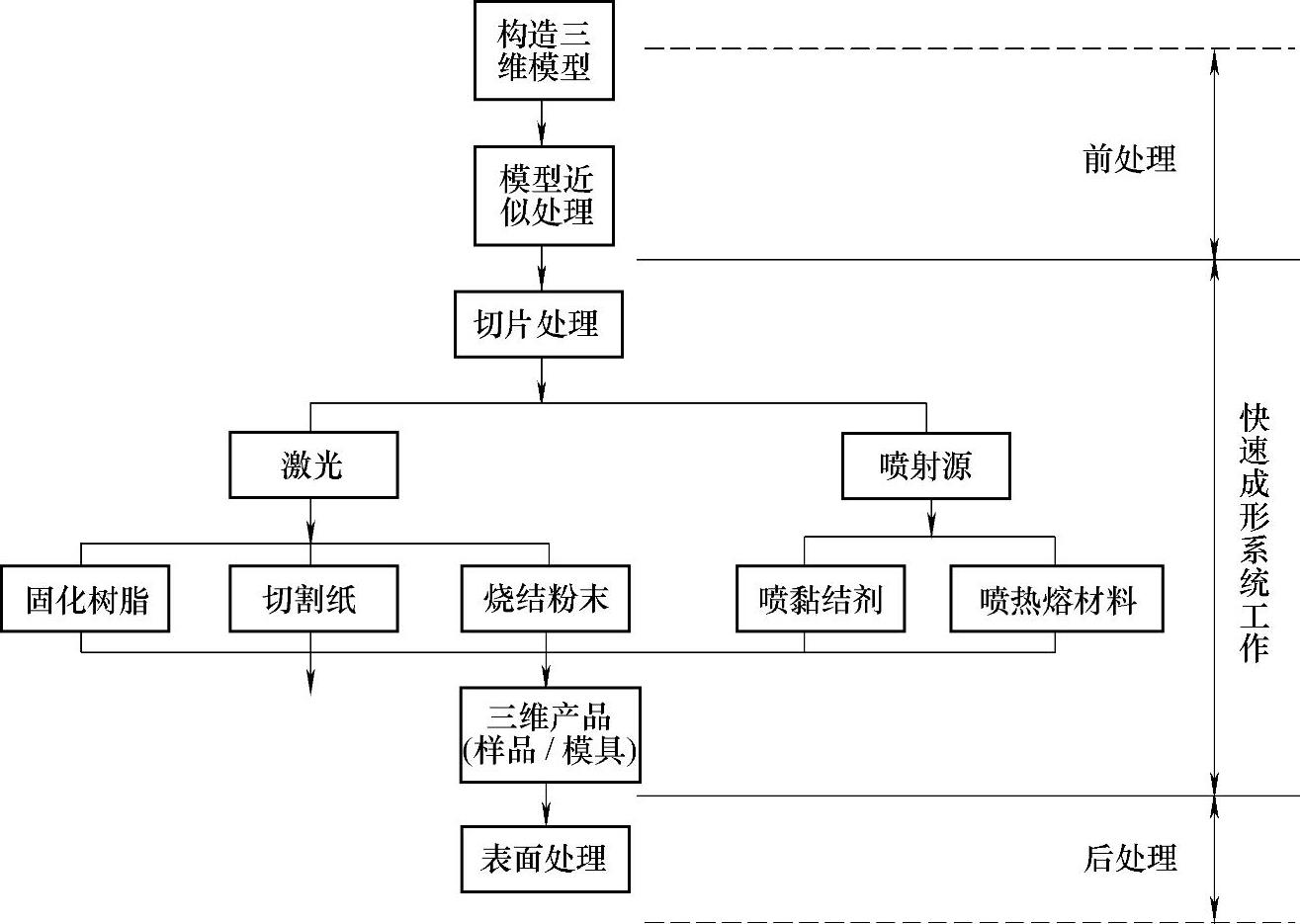
图10⁃24 快速成形过程
(5)截面叠加 每层的截面生成后进行成形头的纵向移动,再进行下一层材料的堆积,如此往复直到最终形成所要的3D工件。
(6)后处理 对成形产品进行打磨、抛光、涂挂,或者放入焙烧炉中进行烧结(对于陶瓷材料),以形成最终产品。
2.快速成形的主要成形方法
到目前为止已经有十几种快速成形技术相继产生,可分为两大类:一类是基于激光或其他光源的成形技术,另一类是基于喷射的成形技术。前一类包括:立体光刻(SLA)、分层实体制造(LOM)、选择性激光烧结(SLS)、形状沉积制造(SDM)等;后一类包括:熔积成形(FDM)、3D打印(3DP)等。下面就几种比较典型的成形方法进行详细说明。
(1)熔积成形(Fused Deposition Modeling,FDM) 熔积成形也称为丝状材料选择性熔覆,其原理如图10⁃25所示。采用热塑成形材料丝为原料,该原料可以是铸造石蜡、尼龙(聚酯塑料)、聚乳酸(PLA)、ABS塑料,由计算机控制的喷头挤出熔融状态的热塑材料,并在喷头中进行加热和熔化。挤出的材料被选择性地涂覆在原型的每一层,整个模型从基座开始,由下而上逐层生成,最终生成三维产品。该方法的关键是保持半流动成形材料刚好在凝固点上,通常控制在高于凝固温度几摄氏度,以保证半流动熔丝材料从喷嘴中挤出,并很快凝固,形成精确的薄层。该方法适合于小塑料件的成形,制件的翘曲变形小,但需要设计支撑结构。为了克服充填式扫描成形时间较长的缺点,可采用多个喷头同时进行涂覆,以提高成形效率。
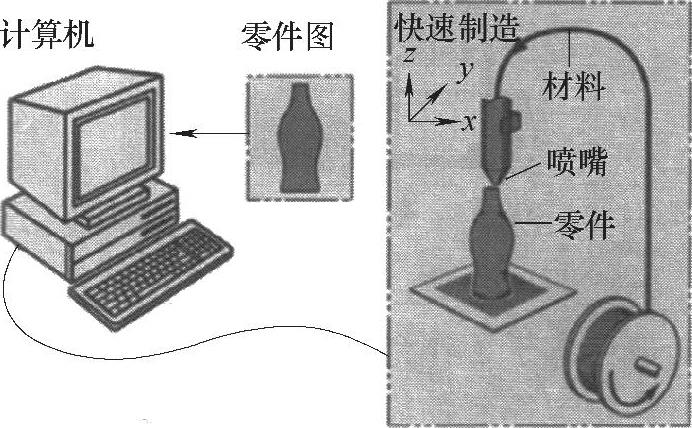
图10⁃25 FDM成形原理
(2)立体光刻(Stereolithgraphy Apparatus,SLA) 立体光刻是由美国3D Systems公司推出的快速成形装置,也称为液态光敏树脂选择性固化或者光固化成形、立体印刷、激光立体造型、光造型等。目前该方法中的光源不再是单一的激光光源了,其他的光源也开始投入应用,如紫外线光、高能量密度可见光等。成形材料为光敏树脂,该类树脂对某些特种光束具有敏感性。该方法可分为自由液面式立体光刻成形和约束液面式立体光刻成形两种。
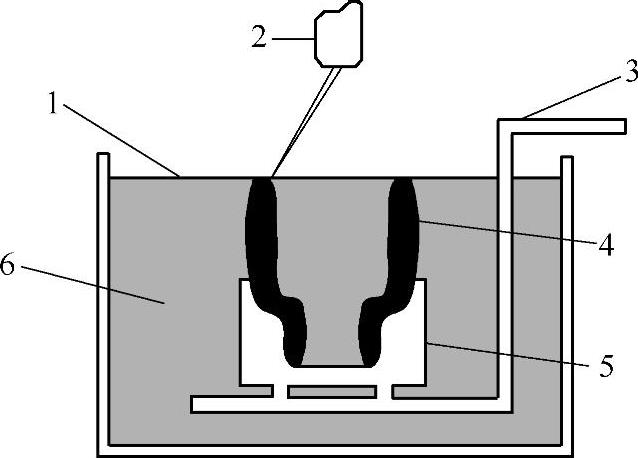
图10⁃26 自由液面式立体光刻成形
1—液面 2—激光扫描头 3—升降台 4—工件 5—工件支撑结构 6—液态光敏树脂
1)自由液面式立体光刻成形如图10⁃26所示。其成形过程为:液槽中盛满光敏树脂,一定波长的激光光束按计算机的指令在液面上有选择地逐点扫描固化,每层扫描固化后的树脂便形成一个二维图形层。一层扫描后,升降台连基板下降一层,然后进行下一层扫描,同时新固化层是在前一层结合面上进行的堆积和固化。如此往复直至整个成形过程结束。
2)约束液面式立体光刻成形如图10⁃27所示。其成形过程为:光从下面往上照,成形工件倒置于基板上,即最先成形的截面层位于最上方。每层加工完之后光源装置保持不动,z轴向上移动一层距离,液态树脂充满刚刚移动而腾出的已固化层与底板之间,然后进行下一层的固化。如此往复直至整个成形过程结束。约束液面式方法与自由液面式相比可以提高零件的尺寸精度,无须使用挂平树脂的机构,大大缩短了成形时间。
立体光刻法适合于小件,制成品为塑料制品,表面粗糙度值较低,尺寸精度也较高。缺点是:①需要设计支撑结构,以保证每一个结构尤其是悬空结构能够固定和定位;②成形过程中成形材料有相变发生,翘曲变形较大,也可以通过支撑结构加以改善;③原材料有污染,且使皮肤过敏。(https://www.xing528.com)
(3)选择性激光烧结(Selected Laser Sintering,SLS) 选择性激光烧结是由美国Texas大学Deckard于1986年提出的思想,并于1989年获得第一个SLS技术专利,于1992年由DTM公司推出Sinterstation2000系列SLS成形机。其原理如图10⁃28所示。其成形过程为:由程控先在基板上铺一层粉末成形材料,然后用滚筒将粉末滚平、压实。每层粉末的厚度均应与切片层相对应。各层粉末在上序进行后,激光束按当前层的切片轮廓选择性地进行烧结,烧结层与基体或上一个烧结层相结合,未被烧结的粉末仍留在原处,起支撑作用。如此往复,直至整个工件成形。选择性激光烧结工艺流程如图10⁃29所示。
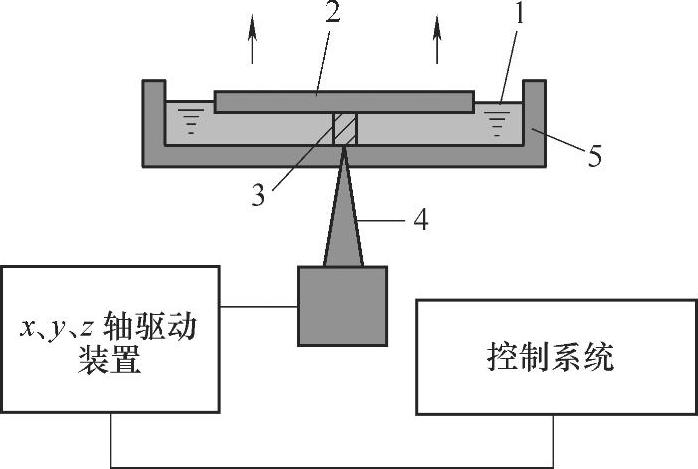
图10⁃27 约束液面式立体光刻成形
1—光敏树脂 2—造型平台 3—柱状固化部位 4—激光束 5—树脂槽
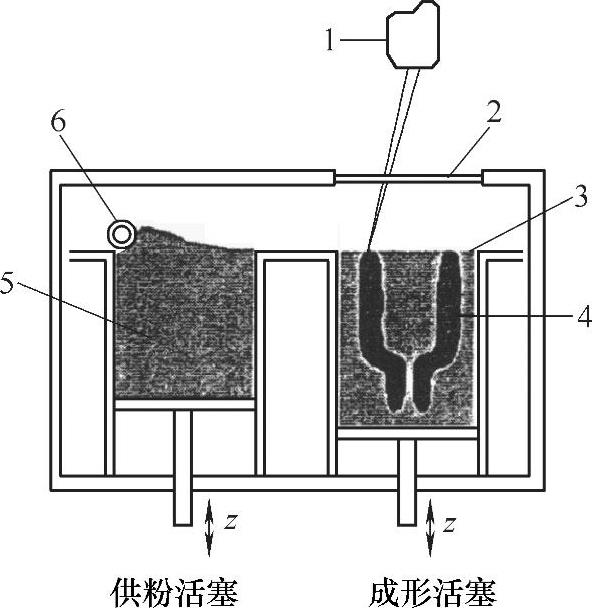
图10⁃28 选择性激光烧结原理
1—激光二维扫描头 2—激光窗 3—加工平面 4—生成的工件 5—原料粉末 6—铺粉滚筒
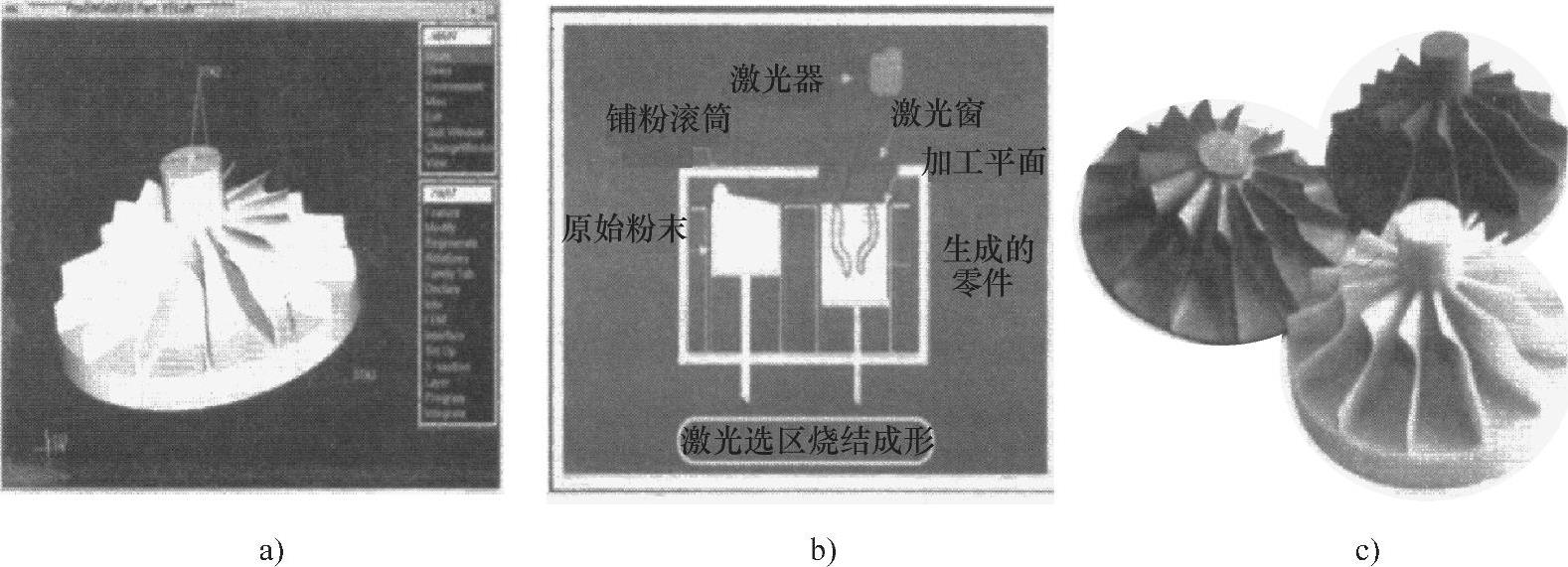
图10⁃29 选择性激光烧结工艺流程
a)原型工件数模实体 b)SLS成形 c)成形工件
SLS法适合于中小型零件的成形,能直接制造出蜡模、塑料、陶瓷和金属制品。零件的翘曲变形比SLA小,但仍需对容易发生变性的部位设计支撑结构。对于实心的零件烧结时间比较长,可烧结覆膜陶瓷粉和覆膜金属粉,然后再进行烧结,以去除其中的黏结剂,并在孔隙中渗入填充物,如铜等。该方法的最大优点是适用材料很广,几乎所有粉末都可以适用,因此可以进行各种材料原型的成形。
(4)分层实体制造(Laminated Object Manufac⁃turing,LOM) 分层实体制造也称为箔形材料选择性切割,是由Michael Feygin于1984年提出的,并于1985年组建Helisys公司,在1992年推出了第一台商业机型LOM⁃1015。其成形过程是:根据工件的3D模型,进行实体的切片。纤维箔形材料的底面涂有热敏胶,从最底层开始,送进机构将箔形材料铺上,并用热压辊碾压,使其粘附在基板或已经成形的基体上。激光头进行切割,切出该层的轮廓,然后再进行下一层的成形。如此往复直至整个工件制作完成。分层实体制造原理如图10⁃30所示,成形工艺流程如图10⁃31所示。加工完成后,需用人工方法将原型工件从工作台上取下,去掉割下的余料,即可获得所要的原型工件,还需要进行抛光、涂漆、干燥,然后才算完工。
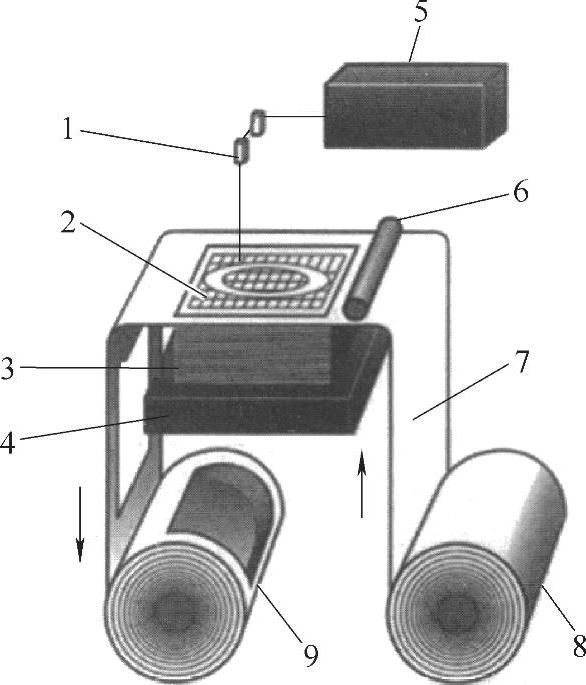
图10⁃30 分层实体制造原理
1—x-y定位仪 2—外形及剖面线 3—制成块 4—平台 5—激光器 6—热压滚筒 7—原料片 8—原料卷 9—回收卷
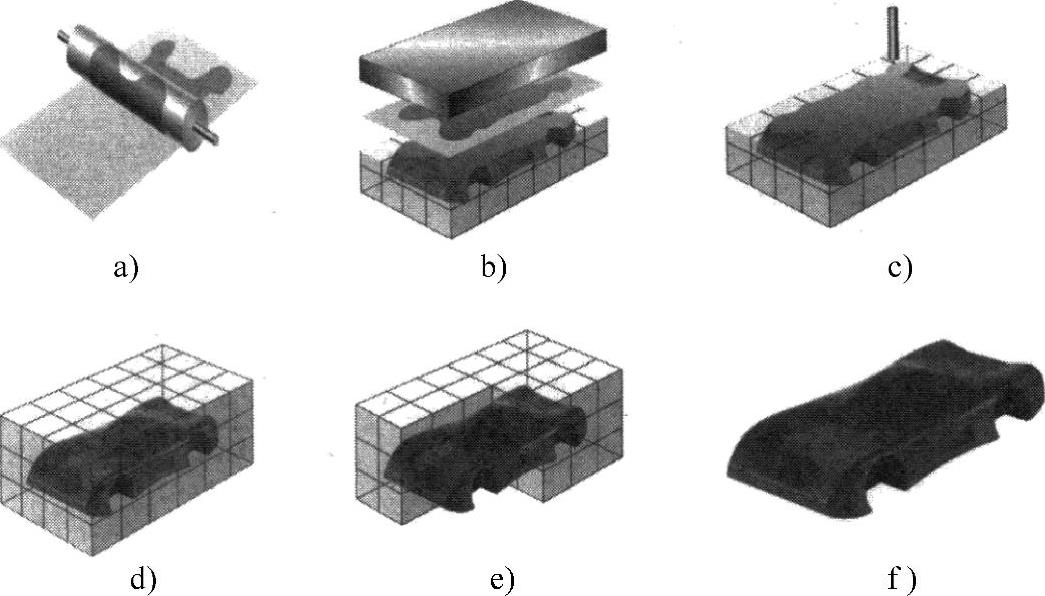
图10⁃31 分层实体制造工艺流程
a)铺纸 b)压紧粘合 c)切割轮廓线 d)切割完成 e)剥离 f)完成
分层实体制造适合于大件或中型工件的成形,翘曲变形小,成形时间短,但尺寸精度不高,材料浪费大,且清除余料比较难。
(5)3D打印(Three Dimensional Printing,3DP) 3D打印也称为粉末材料选择性黏结,是麻省理工学院Emanual Sachs等人研制的,后被美国Soligen公司以DSPC(Direct Shell Pro⁃duction Casting)名义商品化,用以制造铸造用陶瓷壳和芯子。该方法与选择性激光烧结相类似,采用粉末材料成形,如石膏、陶瓷、工业淀粉等。所不同的是粉末不是靠烧结连接起来的,而是靠喷头将黏结剂印刷在粉末上面。该方法的工艺原理是将粉末由粉末桶送出,再用滚筒将送出的粉末在加工平台上铺上一层很薄的粉末层,喷嘴根据3D模型切片后的数据轮廓在轮廓内喷出黏结剂,使粉末黏结。粉末黏结后工作台下降,储料桶上升,刮刀从升高了的储料桶的上方把粉末推至工作平台并把粉推平,再喷黏结剂。如此循环直至原型工件完成。其工艺流程如图10⁃32所示。成形后工件尚完全被埋于粉末中,需要小心地将工件从工作台中取出,再用手持风枪将工件表面上的粉末吹走,然后再进行后续工序。
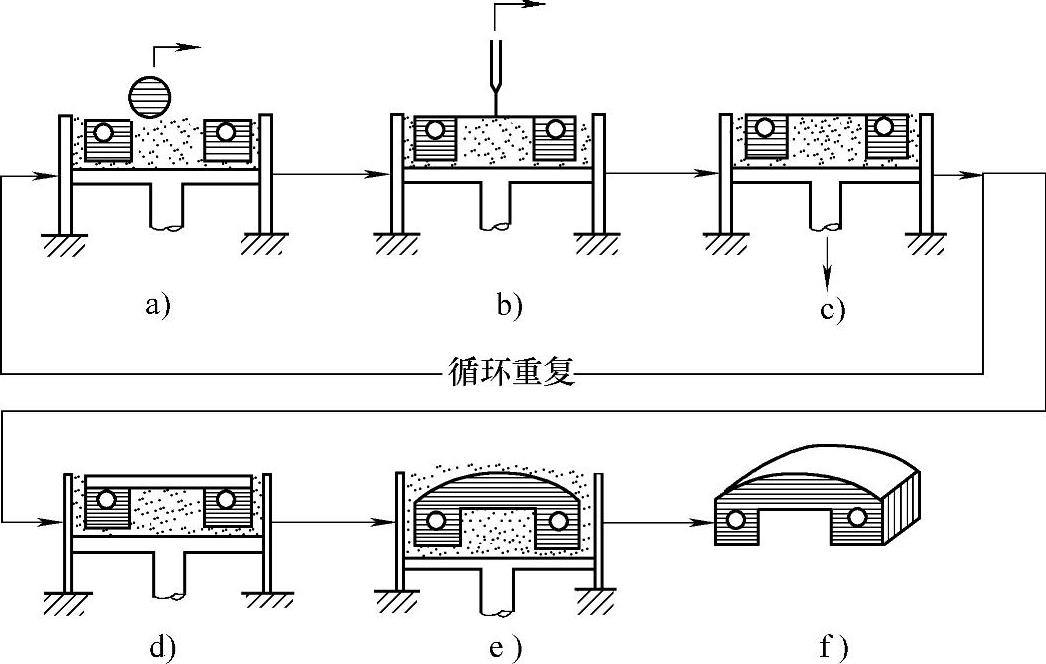
图10⁃32 3D打印工艺流程
a)铺粉 b)单层打印 c)活塞下降 d)中间阶段 e)打印最后一层 f)零件成品
3D打印技术除了可使用上述粉末以外,还可以使用金属粉末、铸造用砂、陶瓷粉末等。打印后还需要进行终处理,包括:表面涂蜡、乳胶或环氧树脂,以提高工件的强度。还可以通过烧结去除工件中的黏结剂,然后在高温下渗入金属,从而提高工件的强度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。