



覆砂金属型铸造又称为铁型浮砂铸造,是指在金属型的表面覆盖一层3~8mm厚或者更厚的覆砂层而进行的铸造。
1.铸造工艺的特点及造型
用于覆砂层的型砂有普通铸造型砂、自硬砂、树脂砂和覆膜砂等。一般采用人工的方式进行覆砂层的制造,故生产率较低,适用于小批量生产。但是由于铸型的绝大部分是由金属型构成的,型砂的用量相对于砂型铸造而言,不论是工作量还是所制铸件的质量及尺寸精度都有良好的效果。
(1)造型 造型可分为手工造型和射砂造型。
1)手工造型与陶瓷型铸造的砂套造型相类似。将混制好的型砂填充到模样与金属型之间捣实,或者在金属型上预置一定量的型砂,手工预紧实后用模样下压来进行终紧实。该法生产率低,但是操作方便,对设备的要求低。
2)射砂造型用型砂主要是覆膜砂。射砂前将金属型与模样合好,再将模板和金属型加热至200~300℃,射砂机的射砂压力为0.2~0.6MPa,压缩空气将覆膜砂吹入空腔中,在模板与金属型热量作用下,覆膜砂固化并黏结在金属型上,制得所要的覆砂金属型。射砂造型如图8⁃44所示。模板与金属型合型前须喷涂脱模剂。模板可用燃气或电热加热,金属型在连续生产中的第一次需要加热,第二次及以后利用浇注后的余热即可。
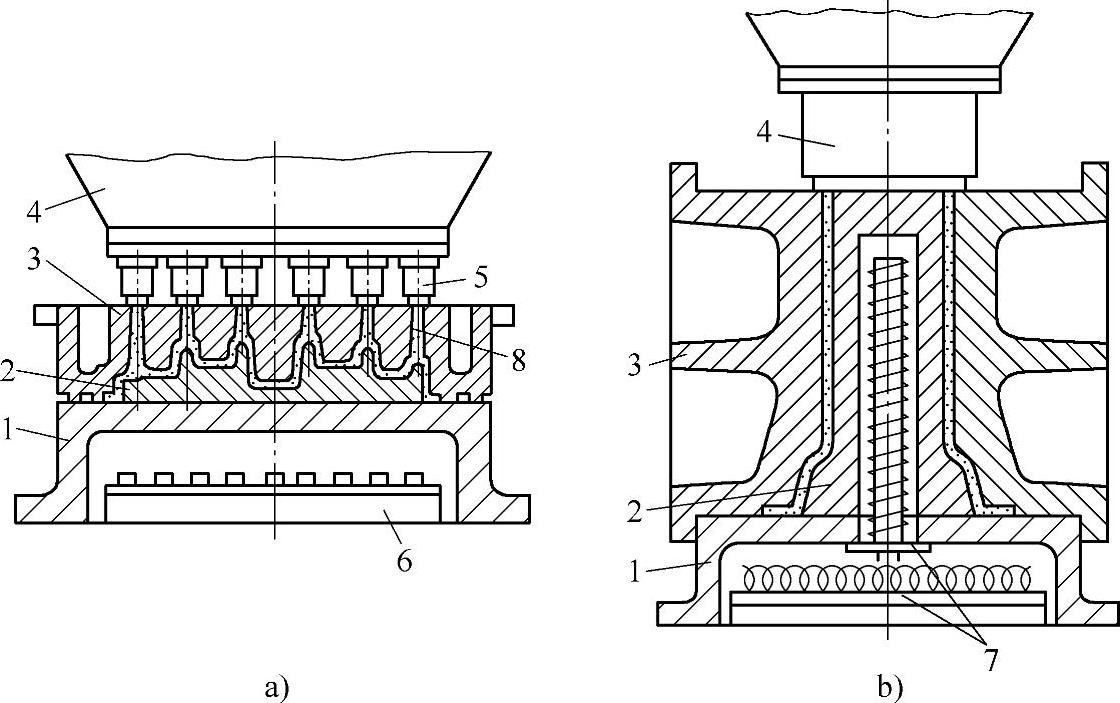
图8⁃44 射砂造型
a)通过射砂孔射砂 b)通过模样与金属型之间间隙射砂
1—模板 2—模样 3—金属型 4—吹砂头 5—吹嘴 6—燃气加热器 7—电加热器 8—进砂孔
(2)覆砂用金属型结构 如图8⁃45所示,覆砂用金属型包含密合带和进砂孔。密合带的结构如图8⁃45b所示。当金属型的长度小于1000mm时,图8⁃45b中密合带宽度B为30mm;当金属型的长度为1000~1500mm时,密合带宽度B为50mm;当金属型的长度大于1500mm时,密合带宽度B为75mm。为了使射砂并固化后的型砂能够与金属型粘连在一起,可以在密合带内壁上或者金属型面上做出一些类似燕尾槽的结构,并在槽的侧面配以适当的斜度。密合带可以起防止覆砂层松散的作用。
进砂孔的结构及示例尺寸如图8⁃45c所示。进砂孔应设在针对模样凸出处的型壁上。当模样中各部分的高低落差不大时,进砂孔之间的距离为150~250mm。
上述进砂孔匹配厚壁金属型,其壁厚可达40mm。采用厚壁金属型的优点是金属型工作时温度比较稳定,并能积蓄足够的热量供射砂后树脂砂固化用。但是在生产小型铸件时,也可以用壁厚较薄的金属型。(https://www.xing528.com)
为了将射砂前空腔中的气体以及射砂时代入的气体排出,可在金属型的分型面上开缝隙式排气沟槽。这些沟槽的外端与集气的较大凹槽相连,如图8⁃45a所示。如果排气沟槽无法联通金属型的外缘,可在型上做出专门的排气通孔。在金属型的深凹处,可用排气塞将气体引出型外。排气孔和槽的最小出口面积约为进砂孔总面积的20%。
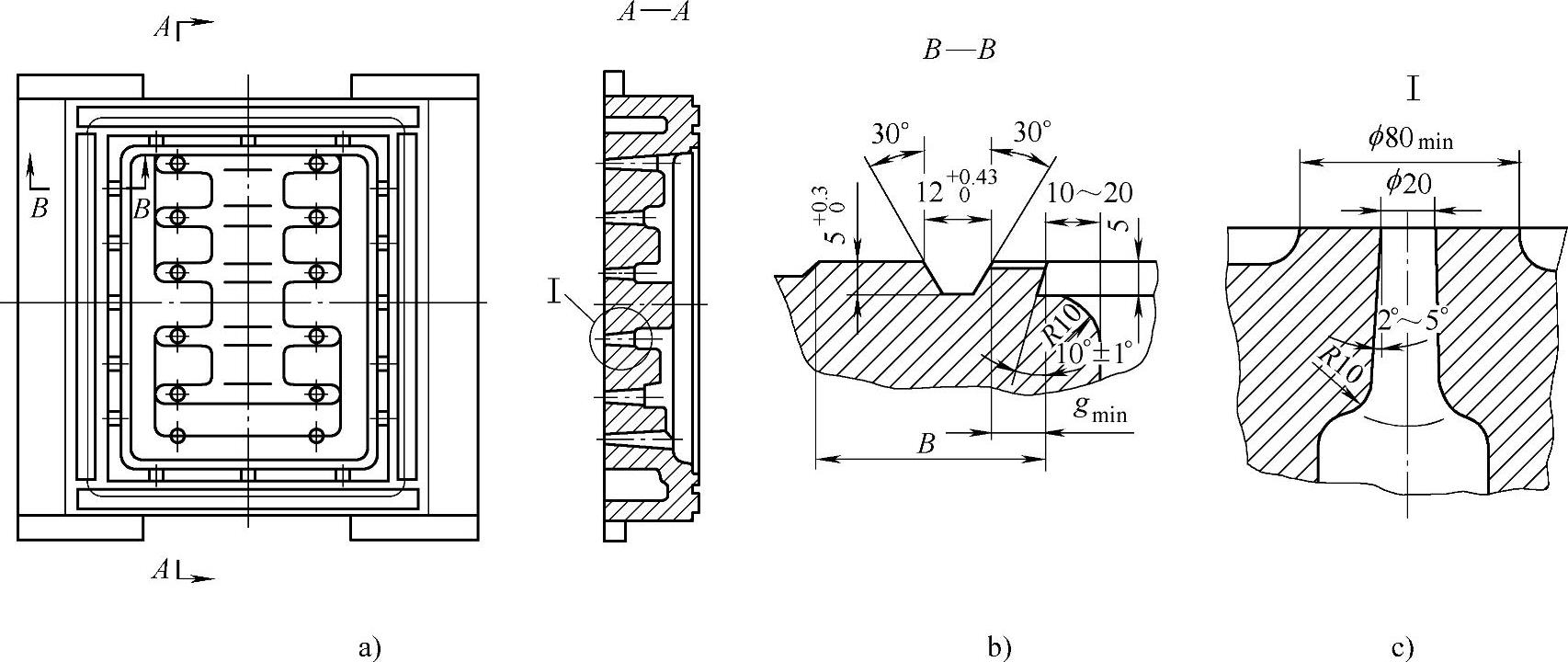
图8⁃45 覆砂用金属型结构
a)金属型结构 b)B—B剖视面及型框上的密合带 c)Ⅰ处放大及进砂孔
(3)清理 浇注后进行开箱、落砂,金属型上的残砂可用间歇吹压缩空气的方法清除。进砂孔中的残砂可用顶杆从铸型背面向内顶出。为了减轻顶砂的阻力,可在进砂孔侧壁上做出斜度,必要时在射砂前,在进砂孔的侧壁上涂抹一些滑石粉、白垩粉、硅石粉或石灰的水基悬浮液。
2.覆砂金属型铸造的应用
覆砂金属型铸造可用于铸钢件、灰铸铁件、可锻铸铁件、球墨铸铁件和各种有色合金铸件。上述合金使用金属型覆砂铸造,主要是因为如下优点:
1)型壁具有较大的刚度。抗胀箱的能力比较强,对于球墨铸铁和灰铸铁可以提高石墨膨胀补缩效果,减小冒口尺寸,甚至实现无冒口铸造。
2)表面粗糙度值低。所铸铸件的表面粗糙度与金属型或覆砂金属型的表面有着密切的关系。覆砂型的表面粗糙度值低于普通砂型表面,因此,所铸铸件的表面粗糙度值低于甚至远低于砂型铸造的铸件。
3)可提高铸件的冷却速度并能调节冷却速度。金属型和覆砂金属型的冷却速度要高于普通砂型铸造,有利于铸件的补缩和致密度的提高,并可以细化铸件表面晶粒。还可以通过覆砂层厚度来调节铸件的冷却速度,实现顺序凝固。
4)铸件的尺寸精度较高,可以减少加工余量,提高铸件成品率,从而降低生产成本。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。