



消失模铸造用原砂主要为硅砂,可适用于一般中小型铸件,并且适用于普通铸钢、部分合金钢、铸铁和有色合金铸件。当铸件的壁厚较大,如壁厚大于50mm,或者对于一些类型的合金钢如高锰钢,可使用特种砂来代替硅砂,如铬矿砂、橄榄石砂、刚玉砂和锆砂等。
1.原砂的技术指标
原砂的技术指标包括化学成分、颗粒组成、含水量、含泥量和砂温等。
(1)原砂的化学成分 对于普通碳素铸钢、灰铸铁及有色合金铸件,可选用SiO2的质量分数为87%~95%的原砂,对于低合金铸钢或者一部分合金钢铸件,可选用SiO2的质量分数为90%~98%的原砂。
(2)原砂的颗粒组成 包括原砂的砂粒大小、均匀度、颗粒形状和表面状况。原砂的粒度和形状对消失模铸造的质量有较大的影响。粒度影响铸型的透气性,透气性影响泡沫模样分解物的排除。高质量消失模铸件必须在透气性良好的铸型中获得,但是砂粒的粒度过大容易出现粘砂、铸件表面粗糙等缺陷。常用的粒度级别为30~70目,并且应集中在相邻的两个筛号,以免由于级配造成透气性下降。砂粒的形状以圆形为最好,圆形砂容易获得好的流动性和紧实性。
(3)原砂的含水量 理想的干砂是不含水分的,但是由于大气的湿度和凝结作用,原砂不可避免地含有微量水分。砂中水分的存在会造成很多铸造缺陷,因此应限制原砂中水分的含量,其质量分数应小于1%。
(4)型砂的含泥量 含泥量的存在会降低铸型的透气性,而消失模铸造应比普通砂型铸造具有更高的透气性,所以要求原砂中的含泥量尽量小,其质量分数应小于3%。可选用水洗砂。
(5)原砂的灼烧减量 灼烧减量是干砂性能的一个重要参数,反映了型砂中砂粒上沉积的模样残留物及有机物的含量。型砂灼烧减量高到一定程度会降低干砂的流动性,同时降低干砂的透气性,因此要限制其数值,一般控制在0.25%以下。
(6)砂温 干砂温度过高,会使模样软化,产生变形。因此,必须严格控制砂温,一般不得超过60℃。大量生产的消失模车间应在旧砂回收及再生系统中配置砂冷却器,以控制干砂的温度在回送到造型工段时低于50℃。
2.加砂
由砂斗向砂箱内添加型砂的方式有三种:软管人工加砂、螺旋给料加砂和雨淋式加砂。加砂过程中,干砂中含有一定量的砂尘,在加砂和紧实过程中要进行抽风除尘。
(1)软管人工加砂 也称为柔性加砂,在砂斗的底端接软管,采用人工控制的软管加砂。可人工控制型砂落差,不损坏模样及涂层,设备简单,操作方便。但是加砂的均匀性和加砂的速度都受到一定的限制,常用于生产率要求不高或用来补砂的场合。
(2)螺旋给料加砂 砂斗底端安装螺旋给料器,实现对砂箱的具体部位定量加砂。但是其落差不能随机调整。
(3)雨淋式加砂 加料斗的底部设有定量料箱,由多孔闸板控制型砂的通过,可由改变漏砂孔面积的大小来改变砂的流量。型砂通过闸板后流入砂箱。加料箱尺寸与砂箱尺寸基本相近,加砂均匀,对模样及涂层的冲击力小,效率高,适合少品种大批量生产,也适合在生产流水线上使用。
3.振动紧实
消失模铸造不能用舂砂和震实的方法来紧实,一般是由振动来紧实,最好在填砂过程中交替进行。振动一般是在振动台上进行的,美国Vulcan的一维振动台如图8⁃21所示。
振动台有一维振动台和三维振动台。前者的特点是空气弹簧和橡胶弹簧联合使用,砂箱与振动台之间无锁紧装置,振动是垂直进行的,设备简单实用,成本不高。后者的特点是可形成三个方向上的振动,砂箱需要固定在振动台上,可实现一至三维振动的转换,成本比一维振动台要高些。
填砂过程中要特别小心,力求均匀,以免碰坏模样及涂层。每填100~300mm时,振动一段时间,再填下一层砂。型砂不能冲着模样填充,应冲着砂箱壁,再慢慢往中间填砂。切忌只往一个方向填砂,或将型砂一下子倒入砂箱内,这样模样会产生变形,甚至被压垮。特别难填的部位,应由人工辅助充填。对于模样上的长孔、深孔、盲孔和死角区的填砂,最好先在其中预填含黏结剂的型砂,并捣实或加放冷铁,必要时可开设填砂工艺孔,捣实后再用泡沫填上,并用胶带封好。顶部吃砂量在使用负压的条件下不能低于200mm,特殊时不能低于50mm。
冷铁在特殊情况下可以使用,埋型时贴着模样一起埋入砂中即可。如果可能,最好将冷铁固定在砂箱上,以免振动时产生位移。
抽气棒可以在埋型时插入型砂中,但是须支撑在砂箱上,目的是增加深腔、内孔的抽气能力,提高该部位的真空度。
振动频率为50~60Hz时,振幅为0.5~1.5mm比较合适,振动加速度为(1~2)g。振动时间控制在30~60s即可。
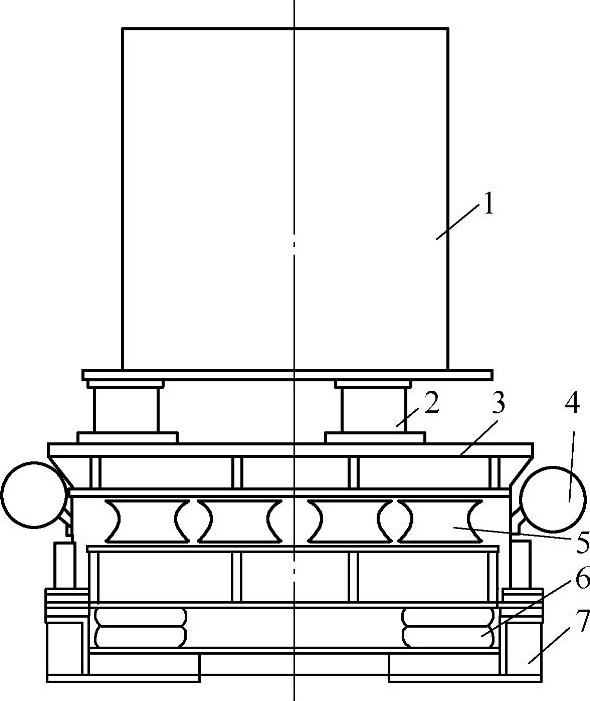
图8⁃21 美国Vulcan的一维振动台
1—砂箱 2—导向柱 3—台面 4—振动电动机 5—橡胶弹簧 6—空气弹簧 7—底座
4.真空抽气系统(https://www.xing528.com)
真空抽气系统如图8⁃22所示。真空泵的选择主要是抽气量大,对真空度的要求并不高。水浴罐的作用是除去被抽气体中的灰尘与颗粒。气罐的作用是维持系统中的真空度,减少由于浇注等工序产生的真空波动。
消失模铸造需要在真空下进行。真空系统可将砂箱内的空气抽走,砂箱内外的差压使干砂固定,防止冲砂和铸型溃散以及型壁移动,将泡沫模样热解过程中产生的热解产物吸出,可避免或减少铸件的气孔、夹渣和夹砂等缺陷。
真空度的大小是消失模铸造的重要工艺参数,通常系统的真空压力为920~980kPa,即负压-20~-80kPa。对于铸钢及铸铁件,保压时间可由下式进行计算:
t=KM2 (8⁃1)
式中 t——保压时间(min);
M——铸件模数(cm);
K——凝固系数,对于铸钢件,K=2.8,对于铸铁件,K=0.0075T浇-5[T浇为浇注温度(℃)]。
5.浇注
与砂型铸造的区别是浇注过程中伴有泡沫模样的熔融、汽化和燃烧,比砂型铸造要复杂得多。完善的消失模浇注工艺应该是浇注温度、浇注速度和浇注方法等要素的合理组合。
(1)浇注温度 由于泡沫模样的热解属于吸热反应,需要消耗金属液的热量,因此,浇注温度应比砂型铸造要高30~50℃。同时,浇注温度的提高还有利于减少铸件的渗碳、皱皮等缺陷。浇注温度还与铸件的复杂程度有关,铸件越复杂,壁厚越薄,浇注温度就越高。表8⁃40是几种合金消失模铸造的浇注温度。
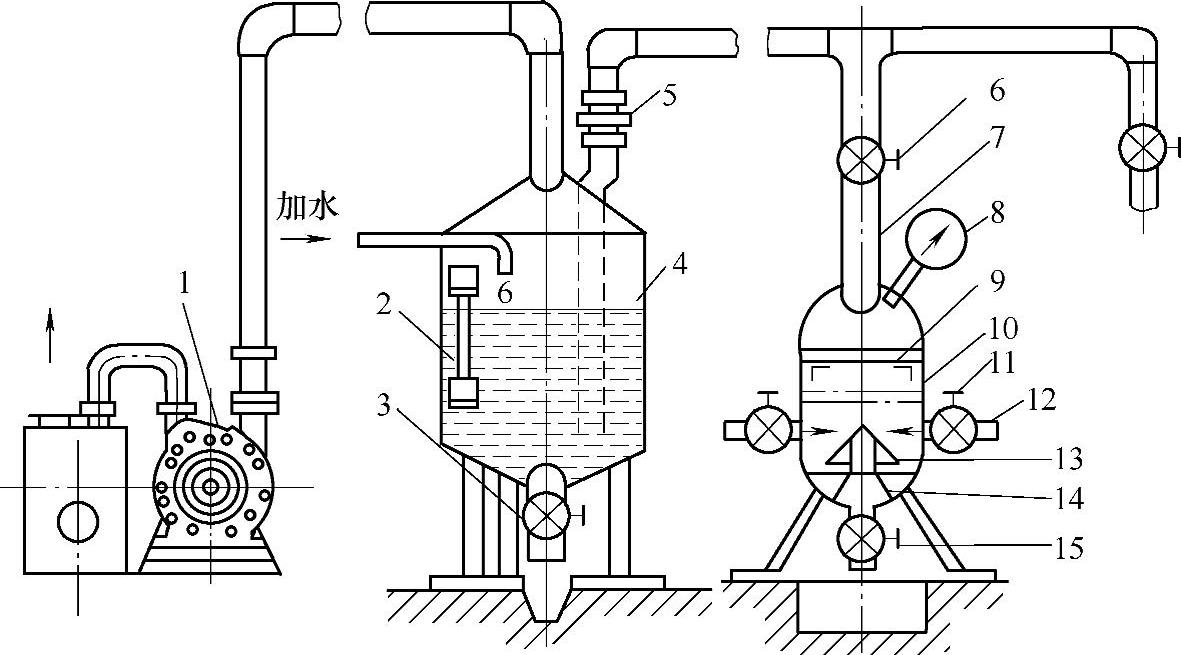
图8⁃22 真空抽气系统
1—真空泵 2—水位计 3—排水阀 4—水浴罐 5—球阀 6—止回阀 7—管道 8—真空表 9—滤网 10—滤砂与分配罐 11—截止阀(多个) 12—进气管(多个) 13—挡尘罩 14—支托 15—排尘阀
表8⁃40 几种合金消失模铸造的浇注温度

(2)浇注速度 应采用慢—快—慢的浇注速度。浇注初始阶段,模样汽化较快,采用慢速浇注,以防止产生反喷。金属液充满直浇道后,应加快浇注速度,以使铸件尽快充满,从而避免型壁坍塌和浇不足。浇注后期应慢浇,以防止金属液外溢,利于补缩。
(3)浇注方法 真空度在一定范围内的提高,有利于提高金属液的流动性,增强充型能力。同时还可以加快热解产物的排出,减少铸件气孔、夹渣等缺陷。但是真空度不宜太高,太高容易产生渗透和粘砂。表8⁃41为浇注时砂箱内的真空度。
表8⁃41 浇注时砂箱内的真空度

浇注过程不能中断,必须保持金属液连续地注入,直到铸型全部充满,以免产生冷隔等缺陷。为了防止浇注中的反喷,应采取以下措施:
1)模样密度应控制在0.016~0.022g/cm3。模样要干燥,上涂料后要干燥,以减少含气量和发气量。
2)增加涂料的透气性,调整好涂层的厚度,以0.5~1.0mm为宜,便于模样裂解后气体逸出。
3)型砂粒度控制在20~40目为宜,使粒度级配集中,增加透气性,加强砂箱的有效抽气。
4)如果可能,将浇冒口做成空心结构,以减少模样的发气。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。