



1.陶瓷型铸造的分类
陶瓷型铸造分类方法见表8⁃1。整体陶瓷型铸造是指全部用陶瓷浆料制造铸型;复合陶瓷型铸造是指铸型的面层用陶瓷浆料制成,背层用型砂或金属制成。背层也称为底套,陶瓷型的底套有砂套和金属套两种。
表8⁃1 陶瓷型铸造分类方法

整体陶瓷型铸造操作相对简单,但是由于全部使用价格较高的陶瓷浆料,使得制造的成本相对较高,铸型容易开裂,适用于生产小型铸件。复合陶瓷型铸造使用价格低廉的砂型做底套,或者使用可反复使用的金属底套,可降低制造成本,所制陶瓷型不易开裂,透气性好,常用于中型和大型铸件的制造。砂套适用于单件和小批量生产,金属套适用于大批量生产。
2.工序过程
陶瓷型铸造使用传统耐火材料做陶瓷材料,使用硅酸乙酯的水解液做黏结剂,经过制浆、灌料、胶凝、硬化、起模、焙烧等工序制成铸型。下面分别对整体陶瓷型铸造和复合陶瓷型铸造两种方法加以说明。
(1)整体陶瓷型铸造 其造型工序流程如图8⁃1所示。图8⁃1a所示工序包括两部分,一是模样制造,另一是将模样固定到型板上。图8⁃1b所示工序是将砂箱固定到型板上。图8⁃1c所示工序是对砂箱中灌入陶瓷浆料。图8⁃1d所示工序是灌浆后的胶凝和固化。图8⁃1e所示工序是固化后的起模,要注意起模时不要等到完全硬化,应该在浆料固化至具有一定的弹性,尚未完全硬化时起模。图8⁃1f所示工序是铸型的焙烧,可以先采用喷烧的方法去除浆料中的乙醇,然后再进行焙烧。
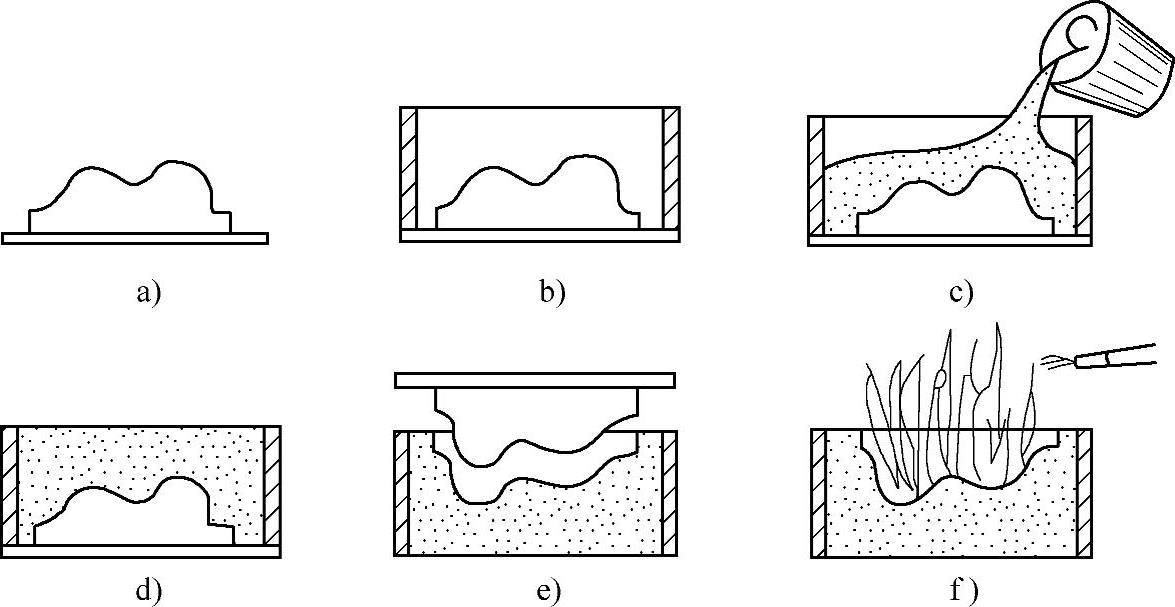
图8⁃1 整体陶瓷型的造型工序流程
a)模样及型板 b)准备灌浆 c)灌浆 d)胶凝 e)起模 f)焙烧(https://www.xing528.com)
(2)复合陶瓷型铸造 其造型工序流程如图8⁃2所示。图8⁃1a所示是准备砂套造型工序,将底套模样和砂箱固定到型板上,准备砂套造型。图8⁃1b所示是砂套造型工序,将型砂充填到砂箱中舂实并固化。图8⁃1c所示是灌浆工序。图8⁃1d所示是翻箱起模焙烧工序,首先要进行翻箱,然后起出铸件模样,最后进行喷烧和焙烧。图8⁃1e所示是合型工序。
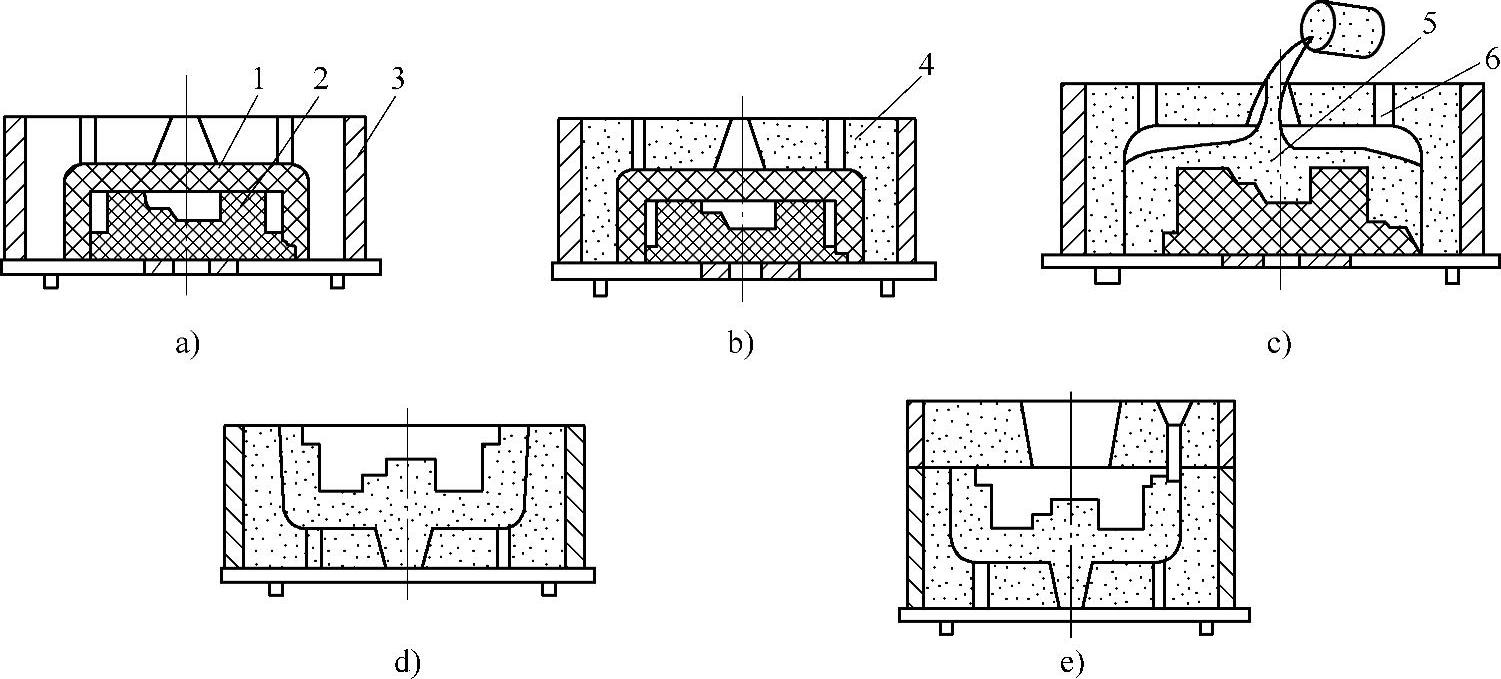
图8⁃2 复合陶瓷型的造型工序流程
a)准备砂套造型 b)砂套造型 c)灌浆 d)翻箱起模焙烧 e)合型
1—底套模样 2—铸件模样 3—砂箱 4—砂套 5—陶瓷浆料 6—排气孔
3.陶瓷型铸造的应用
1)所生产的铸件尺寸精度高,尺寸公差等级为CT5~CT7。陶瓷型铸型的热稳定性好,浆料用陶瓷粉的粒度较小,铸型表面粗糙度值较低,因而生产的铸件表面粗糙度值较低,表面粗糙度值Ra范围是3.2~12.5μm。
2)陶瓷型铸造的适用范围包括各种合金,如铸钢、铸铁、铸造高温合金、铸造铜合金、铸造铝合金等。铸件的重量和尺寸没有限制,只要企业生产条件允许的铸件都可以。
3)适合于单件小批量铸件的生产,不适合于大批量铸件的生产。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。