




图7⁃9 摇臂的铸造工艺效果图
该铸件与汽轮机主汽阀配合使用,工作温度为537℃左右,因而其材料牌号为ZG15Cr1Mo1V,属于低合金耐热钢,尺寸公差等级为CT14。由于是高温高压件,故需要进行超声波检测及打压,因而对铸件内部质量要求较高,设计浇冒口时要考虑该情况。调节阀阀盖铸造工艺图如图7⁃10所示。
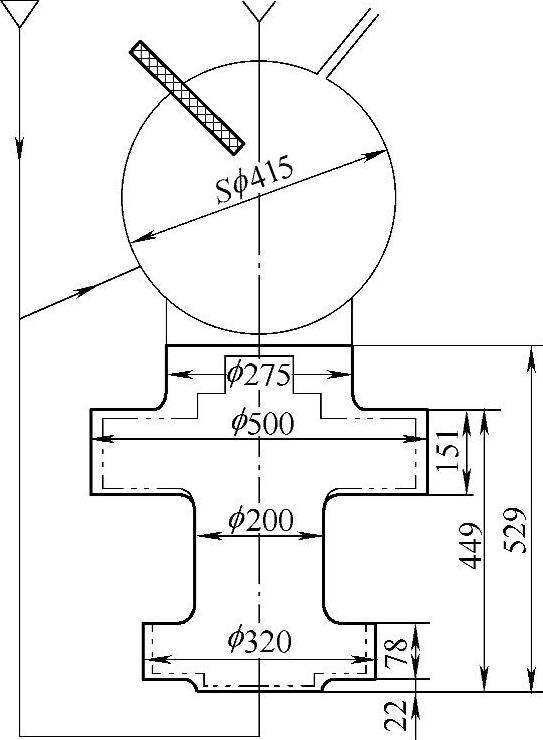
图7⁃10 调节阀阀盖铸造工艺图
1.铸造工艺方案及参数的设计和选取
如图7⁃10所示,铸件为回转体件,最大热节集中在尺寸ϕ500mm处,根据铸件的具体结构采用立浇,为了便于造型,采用平作,即平作立浇。根据顺序凝固的需要,将冒口连接部位的尺寸加大,以使冒口与铸件之间的补缩通道畅通。冒口可以选择球形冒口,以提高冒口效率,节约冒口覆盖剂的使用量。工艺参数主要是加工余量,查表2⁃6~表2⁃10,确定加工余量数值。(https://www.xing528.com)
2.模数计算
主要是449mm尺寸线以下部位模数与其上部圆柱体模数的匹配,尺寸线以下即449mm范围内的铸件模数经计算为M1=5.7cm,令449mm尺寸线以上铸件模数为M2,模数放大系数选取1.2,则M2=1.2×M1=1.2×5.7cm=6.84cm,M2=d/4,则d=4M2=4×6.84cm=27.36cm,最后取该部位的直径为275mm。
3.铸件的重量
经过计算得到铸件的重量为375kg。
4.冒口的计算
铸件的体收缩率经计算取ε=5%,冒口对应铸件的模数为M2=6.84cm,冒口的模数MR=(1.0~1.2)×6.84cm,取6.84cm。查表5⁃16,最接近的MR为6.83cm,按该档查得冒口的直径为410mm,能够补缩的铸件体积为845kg,大于铸件的375kg,冒口的补缩量足够大。从模数上考虑,将冒口的尺寸上调一档,取冒口直径为415mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。