



摇臂是超临界汽轮机中再热系统的操控零部件,工作于高温场合,因而采用耐热钢,其材料牌号是ZG15Cr2Mo1,属于低合金耐热钢。要求铸件具有良好的表面质量和内部质量。型砂为碱性酚醛树脂砂。
1.铸造工艺方案及参数的设计和选取
摇臂的铸造工艺图如图7⁃7所示。
在以往的生产过程中,曾经采用过与图7⁃7中A—A剖面,即右图相平行、位于铸件中部的分型面,分型面两边对称的工艺方案,如图7⁃8所示。该方案的冒口为边冒口,结果产生大量的气缩孔,采用图7⁃7所示工艺方案后,缺陷消除了。为了避免曲面分型,设置2#芯,芯头设置间隙和斜度,以利于下芯和合箱。
材料的体收缩率取4.7%,线收缩率取1.8%,尺寸公差等级取CT14级,机械加工余量的选取结果见图7⁃7所示工艺图。
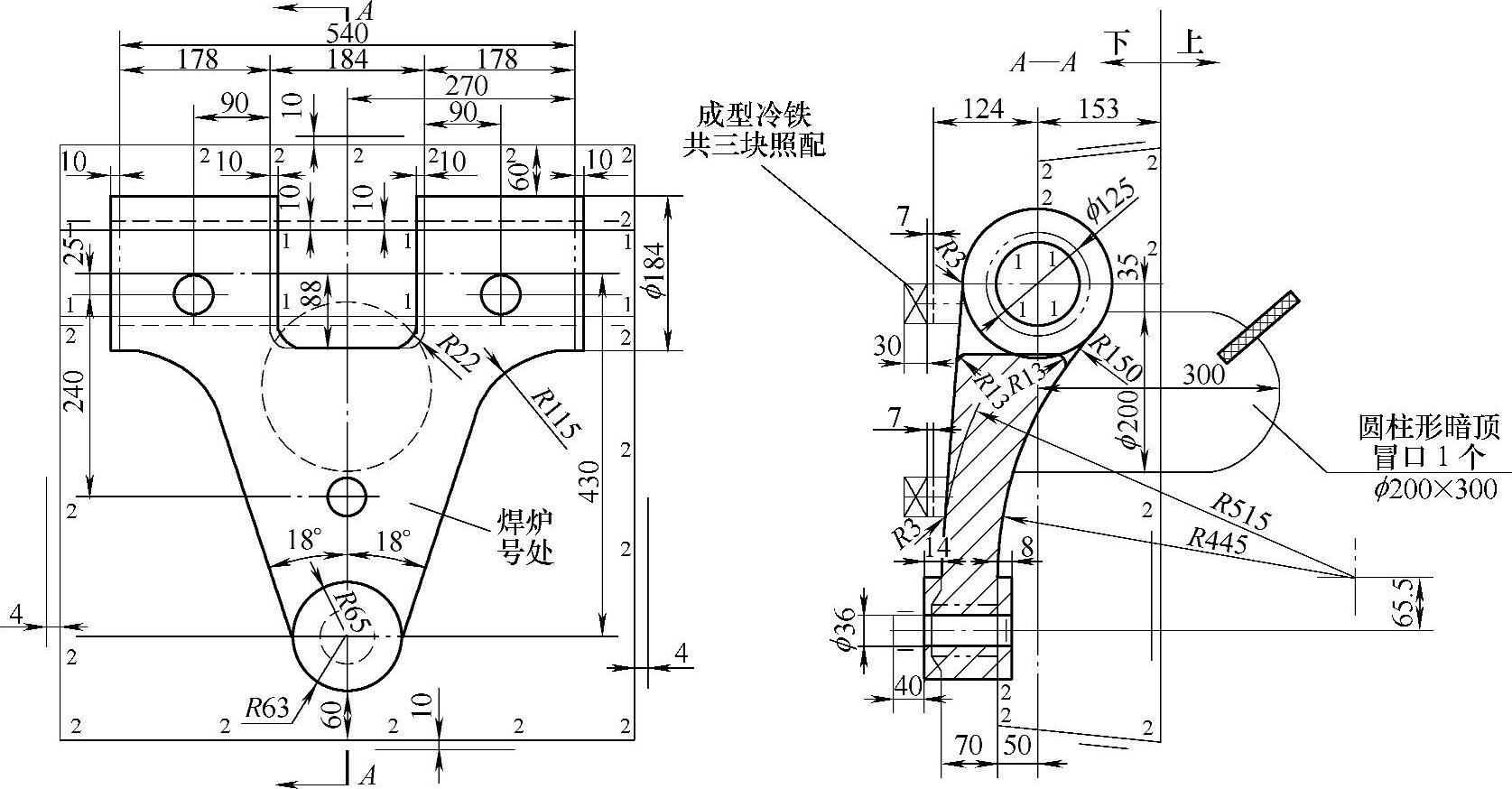
图7⁃7 摇臂的铸造工艺图
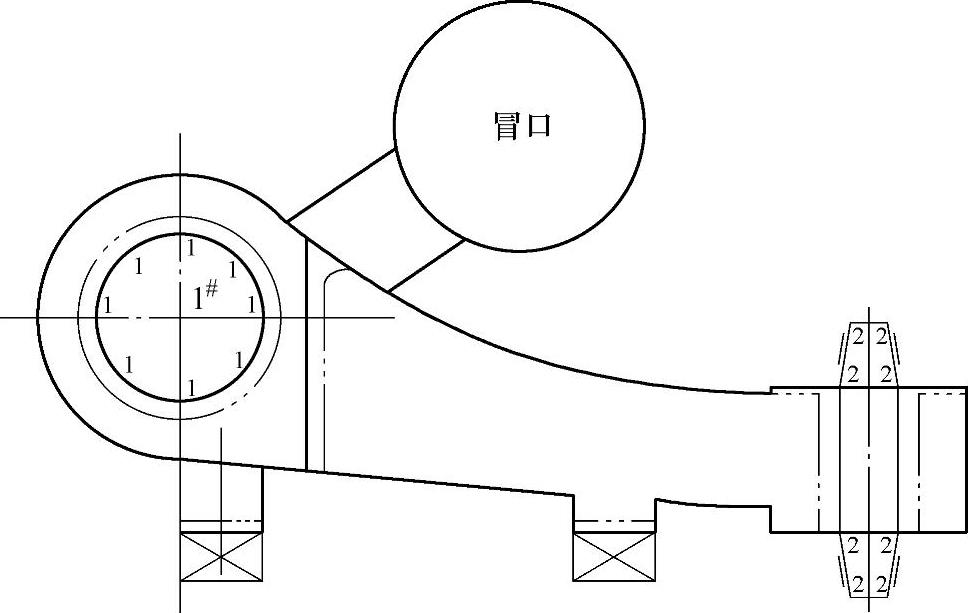
图7⁃8 摇臂的旧铸造工艺方案
2.铸件体积和重量的计算(https://www.xing528.com)
铸件体积和重量的计算采用AutoCAD软件进行,结果如下:体积为15.76dm3,重量为123.7kg,考虑到保险系数,铸件的毛重取130kg。
3.冒口的计算
冒口下铸件的热节为95mm,选取冒口的类型为高度/直径=1.5的圆柱形暗冒口,选取热节圆法冒口设计方法,假定铸件+冒口的液量收缩量为8.72kg,查表5⁃29,确定冒口的直径为ϕ195mm,该冒口的重量为57.5kg。进行冒口的核算,毛重+冒口重=181.2kg,液量收缩量=181.2kg×0.047=8.52kg,查表5⁃29,该冒口合适。为了保险,将冒口尺寸放大一档,最后的冒口尺寸为ϕ200mm×300mm,冒口重量为61.5kg。
4.总重的计算
浇注系统重量约11kg,则累计重量为130kg+61.5kg+11kg=202.5kg,浇注总重应留有一定的富余量,可将该浇注总重×1.05=202.5kg×1.05=212.6kg,最后浇注总重取值为215kg。
5.冒口的校核
总的体收缩量为215kg×0.047=10.1kg,冒口的补缩效率η为10.1/61.5=0.164,即16.4%,冒口效率值在合适的范围内,冒口大小可行。
实际生产中,按该设计工艺进行了铸造生产,铸件无缩孔缩松缺陷。摇臂的铸造工艺效果图如图7⁃9所示。为了提高铸件的表面质量,2#芯靠铸件侧以及铸型的靠铸件侧采用碱酚醛树脂铬矿砂做面层。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。