



间接外冷铁是指冷铁与铸件之间敷设一层薄砂的外冷铁。间接外冷铁与直接外冷铁的区别是增加了隔砂层,因而可以减慢、减缓激冷。在某些情况下,激冷能力的降低可以减少热裂纹、变形等缺陷的产生。对于灰铸铁及球墨铸铁,间接冷铁还可以防止铸件激冷部位产生白口。
1.附着措施
附着在冷铁表面的薄砂容易剥落,为了使隔砂层附着牢固,应在冷铁的挂砂表面处钻些小孔或加工出凹槽,如图6⁃4所示。
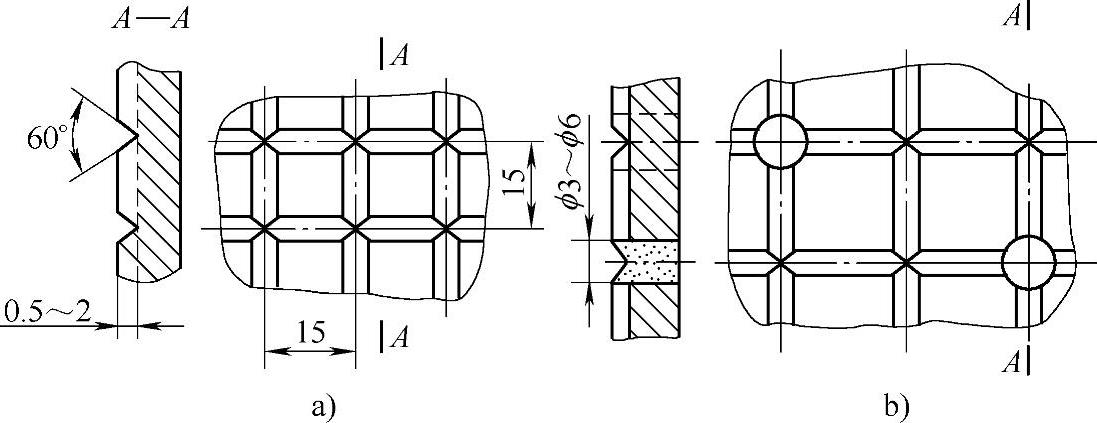
图6⁃4 间接外冷铁敷砂表面的凹槽和钻孔
2.激冷程度控制
挂砂层厚度对激冷效果有很大的影响,如图6⁃5所示。图6⁃5中坐标K为表面扩大系数,含义是冷铁的激冷作用等价于铸件散热表面积的扩大,即K为等价铸件散热面积与实际铸件散热面积的比值。由图6⁃5可见,隔砂层厚度为40~50mm时,间接冷铁失去激冷能力,以5~15mm时的激冷效果最佳。间接外冷铁厚度与挂砂厚度见表6⁃8。

图6⁃5 间接外冷铁的表面扩大系数K(https://www.xing528.com)
表6⁃8 间接外冷铁厚度与挂砂层厚度

(续)

注:T为铸件被激冷处热节圆直径或铸件厚度。
利用间接冷铁激冷效果的影响因素可以由暗冷铁组形成梯度激冷,通过控制挂砂层厚度达到控制激冷效果,进而实现顺序凝固。图6⁃6所示为采用直接和间接冷铁形成的梯度激冷。端部1#冷铁是直接冷铁,根据直接冷铁的计算方法,取冷铁的厚度δ1=70mm,由表6⁃6取冷铁长度为120mm,宽度为90mm。2#冷铁为间接冷铁,由表6⁃8中第三例取冷铁厚度δ2=50mm,挂砂层厚度取10mm,冷铁的长度取120mm,宽度取90mm。3#冷铁也是间接冷铁,其激冷效果要低于2#冷铁,根据图6⁃5取挂砂层厚度为20mm,其尺寸:长度为120mm,厚度δ3=50mm,宽度为90mm。以上梯度激冷的实例可用于超长平板件,如水轮机大叶片,其长度较长,远远超过冒口的有效补缩距离,采用上述方法可以取代增加冒口的方案,并可使铸件获得致密组织。

图6⁃6 梯度激冷
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。