



直接外冷铁是指冷铁的工作面直接与铸件接触的冷铁。该类冷铁的特点是激冷作用强,形状多为六面体,圆柱体也常使用,根据工艺需要,经常制成成形冷铁使用。
1.普通冷铁的设计
普通冷铁一般用作消除热节、形成末端,其厚度δ(mm)按公式δ=34lgT-30计算,可近似地简化为δ=(0.6~0.7)T来计算,其中T为被激冷处热节圆直径或铸件壁厚。冷铁厚度与浇注温度以及铸件壁厚之间的关系如图6⁃2所示。铸件合金种类与外冷铁的关系见表6⁃3。金属液的过热度对冷铁的激冷能力产生影响,每过热100℃,对应的外冷铁厚度应增加30%。
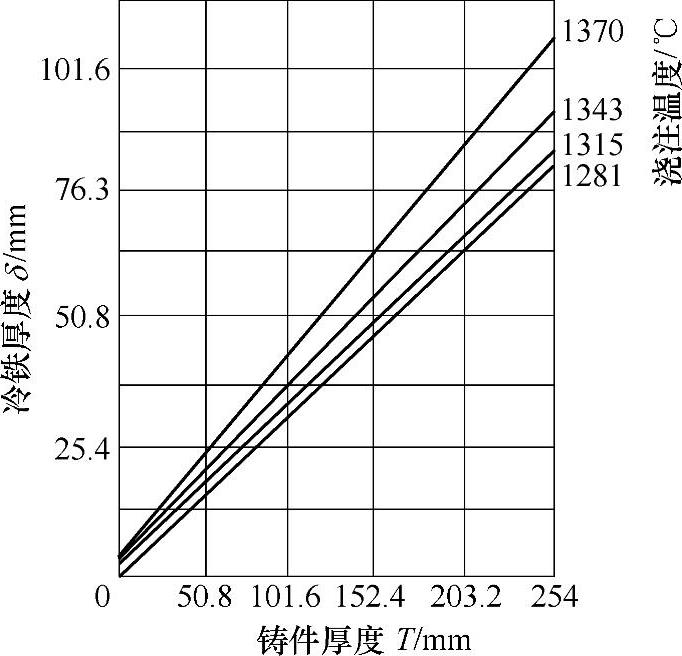
图6⁃2 冷铁厚度与浇注温度以及铸件壁厚之间的关系
表6⁃3 铸件合金种类与外冷铁厚度的关系
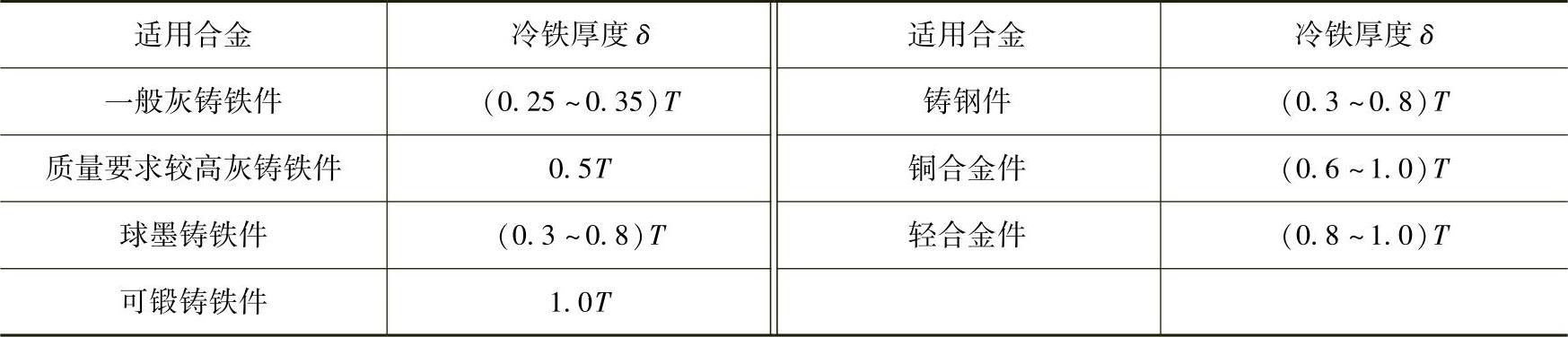
注:T为铸件热节圆直径。
工艺设计中常常使用查表法进行设计,见表6⁃4和表6⁃5。外冷铁之间一般都需要一定的间隔或距离,见表6⁃6。
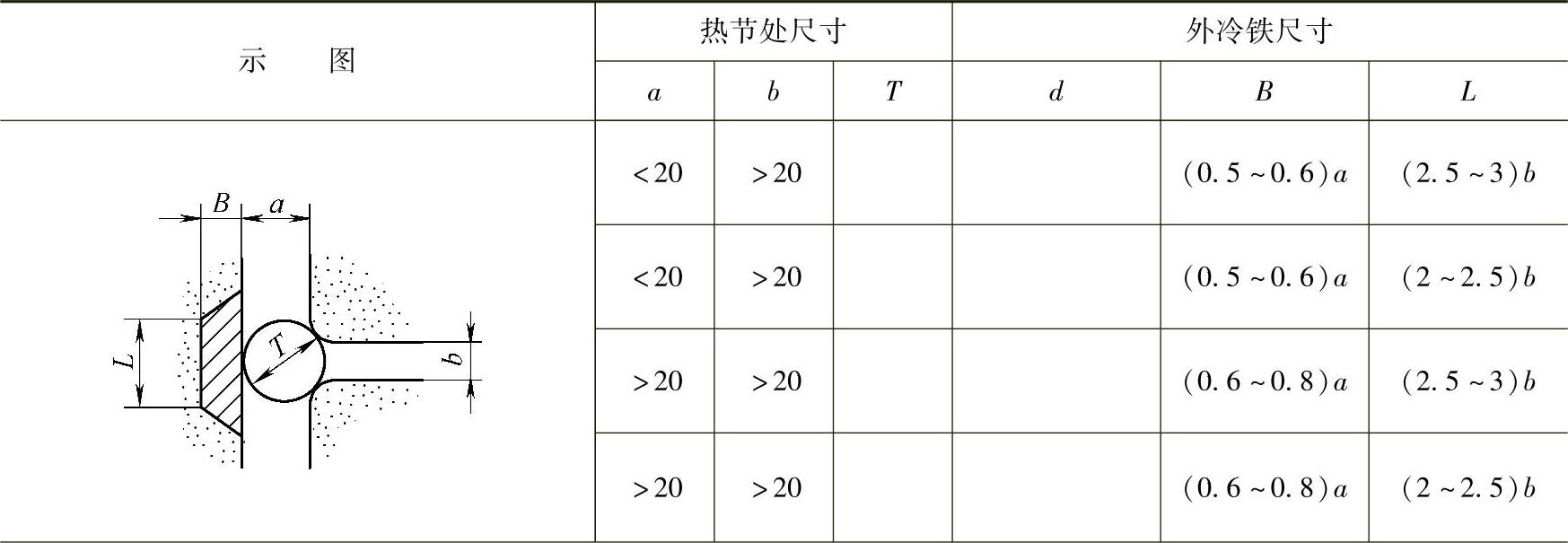
表6⁃4 板形外冷铁尺寸 (单位:mm)
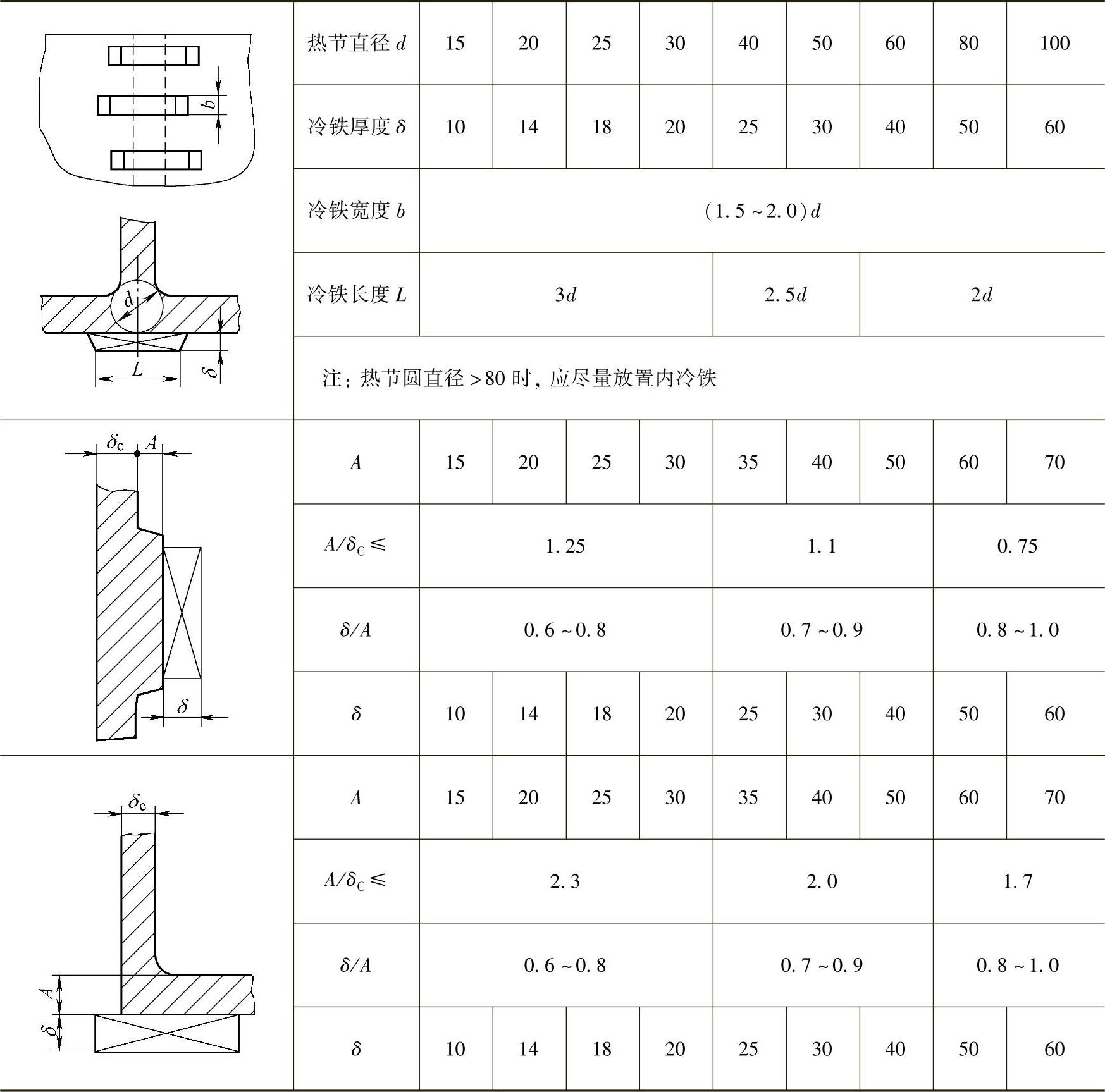
表6⁃5 常用外冷铁尺寸 (单位:mm)
(续)
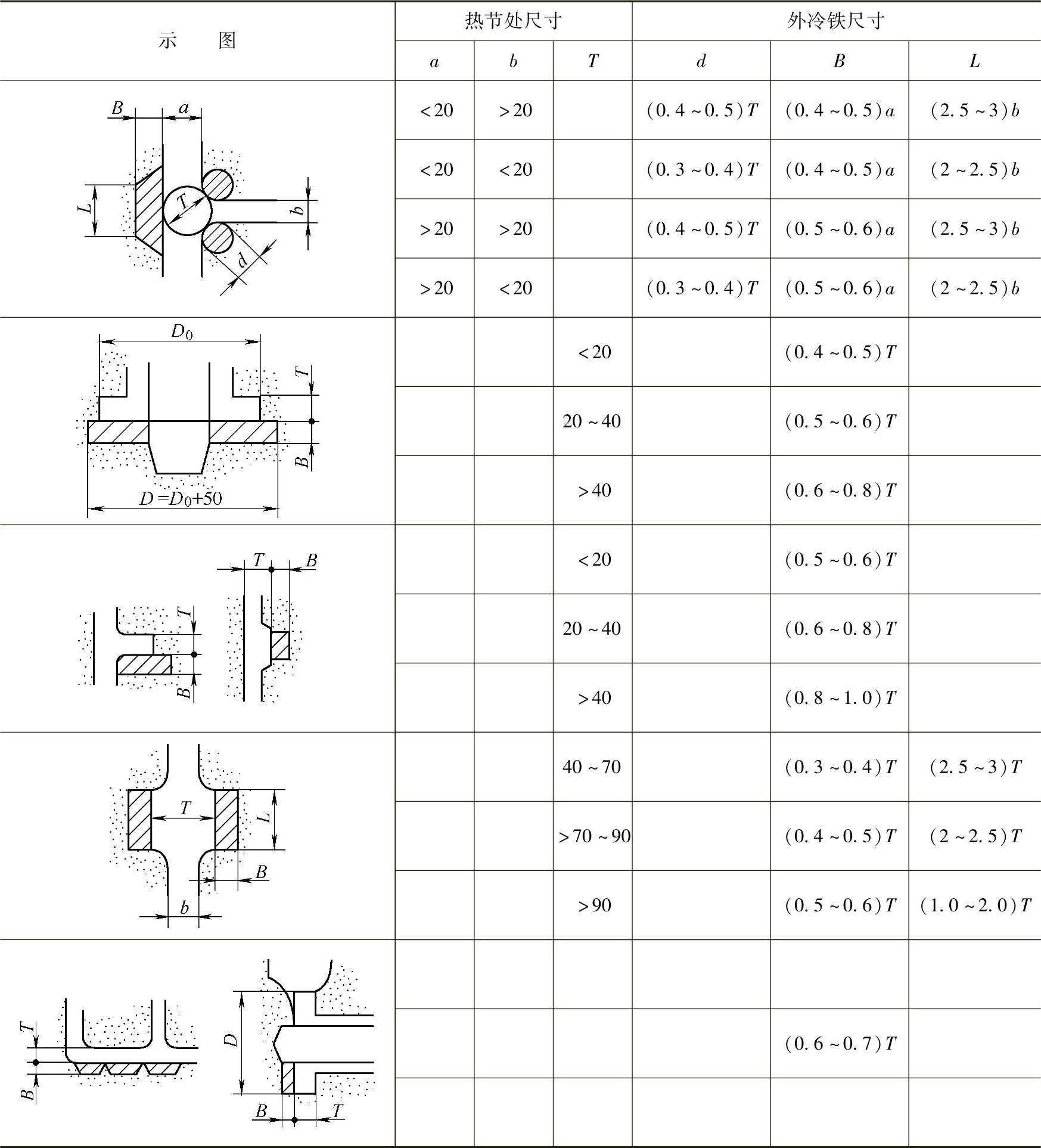
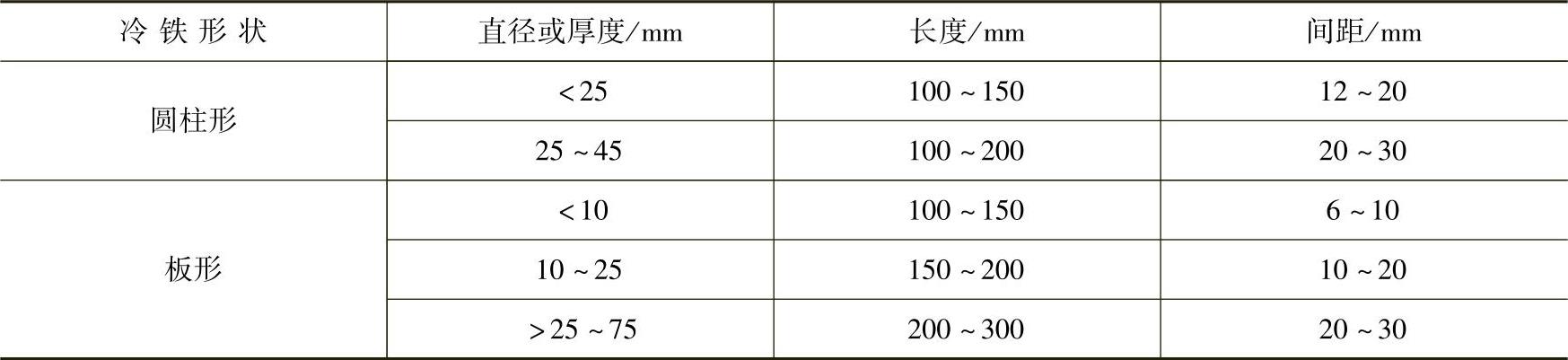
表6⁃6 外冷铁长度和间距
2.消除转角处缺陷用冷铁
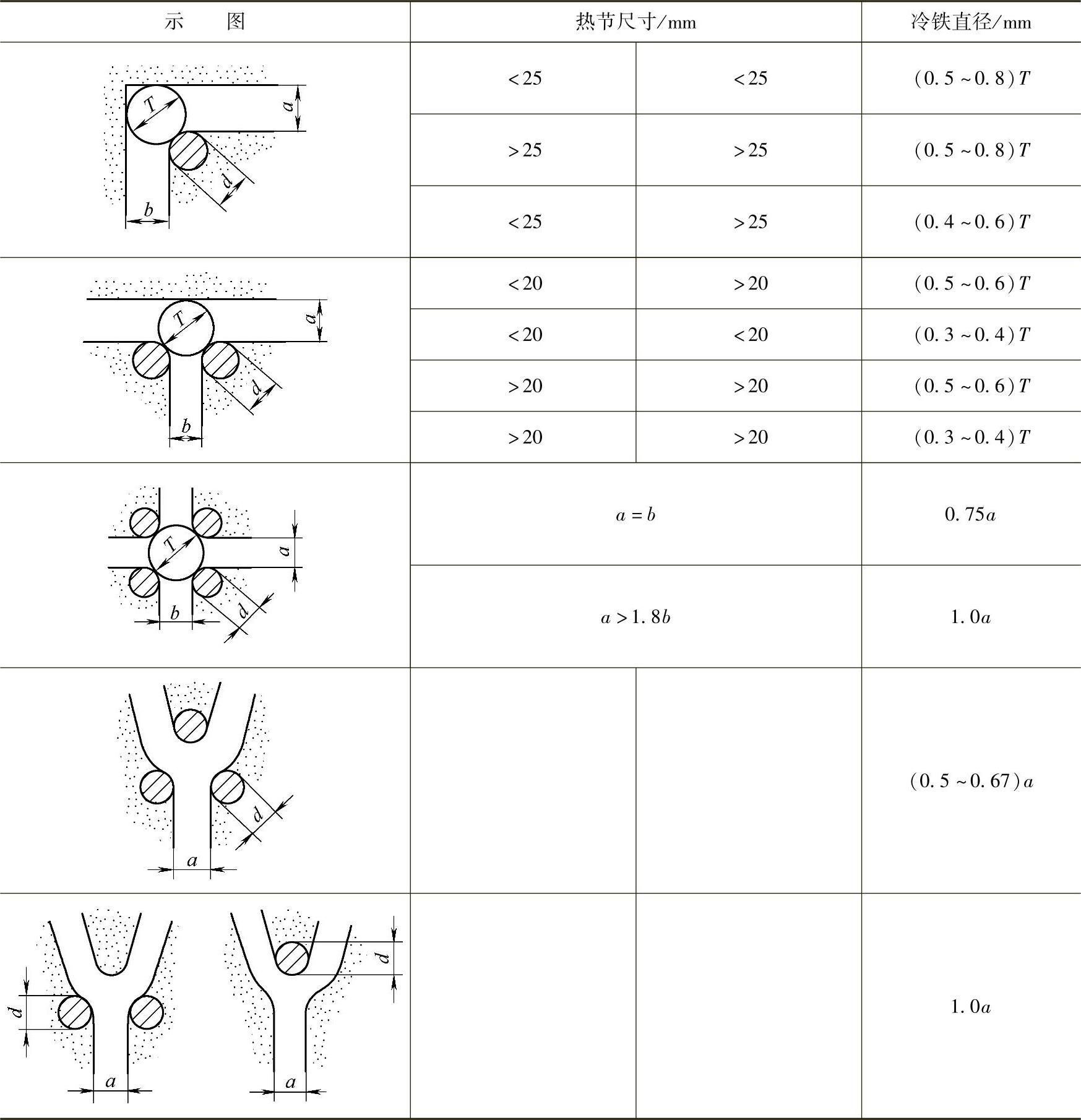
铸件的转角或交汇处由于铸件的凝固收缩以及该处的凝固速度较慢,因而往往成为热裂纹的发生源,有时也容易引起铸件的变形以及缩孔和缩松等缺陷。采用冷铁来消除上述铸造缺陷是最为适宜的工艺方法。消除转角处缺陷用冷铁见表6⁃7,多采用圆钢外冷铁。
表6⁃7 消除转角处缺陷用冷铁
3.模数法设计冷铁(https://www.xing528.com)
模数法设计冷铁是根据冷铁与激冷部位以及相邻部位凝固区域热量传递的平衡关系而建立的,假定设置冷铁部位的铸件体积为V0,并且假定与这一部位邻接的铸件的体积为Vr,V0>Vr。为了使V0部位铸件获得致密组织,其凝固时间应小于Vr部位的凝固时间。两相邻部位体积差所产生的热量需要由冷铁来吸收,因此有下式:

式中 Gc——所需冷铁的重量(kg);
V0——设置冷铁部位的铸件体积(dm3);
Vr——与设置冷铁铸件处相邻部位铸件体积(dm3);
ρ——合金液密度(kg/dm3);
L——凝固潜热(J/kg);
ΔH——合金液过热热量(J/kg);
tc——凝固结束时冷铁的温度(℃);
c——比热容[J/(kg·℃)]。
为了计算方便,对V0-Vr做如下处理:

将式(6⁃2)代入式(6⁃1),整理后有:

式中 M0——设置冷铁部位的铸件模数(cm);
Mr——与设置冷铁相邻部位铸件的模数(cm)。
假定钢液浇注到铸型后的温度(即与冷铁接触时的温度)为1550℃,凝固结束时冷铁的温度为600℃,此时激冷与凝固区域达到热平衡,所需冷铁的重量可由式(6⁃3)计算,具体过程为

根据式(6⁃4)就可进行冷铁的计算了,图6⁃3是根据式(6⁃4)计算所得的,由该图即可计算冷铁的重量。需要说明的是以上计算是建立在前文所述条件下的,如果铸件合金的种类、浇注温度以及凝固结束时冷铁的温度等条件发生变化,则可根据新的条件重新建立类似式(6⁃4)的关系式和类似图6⁃3的冷铁重量计算图。
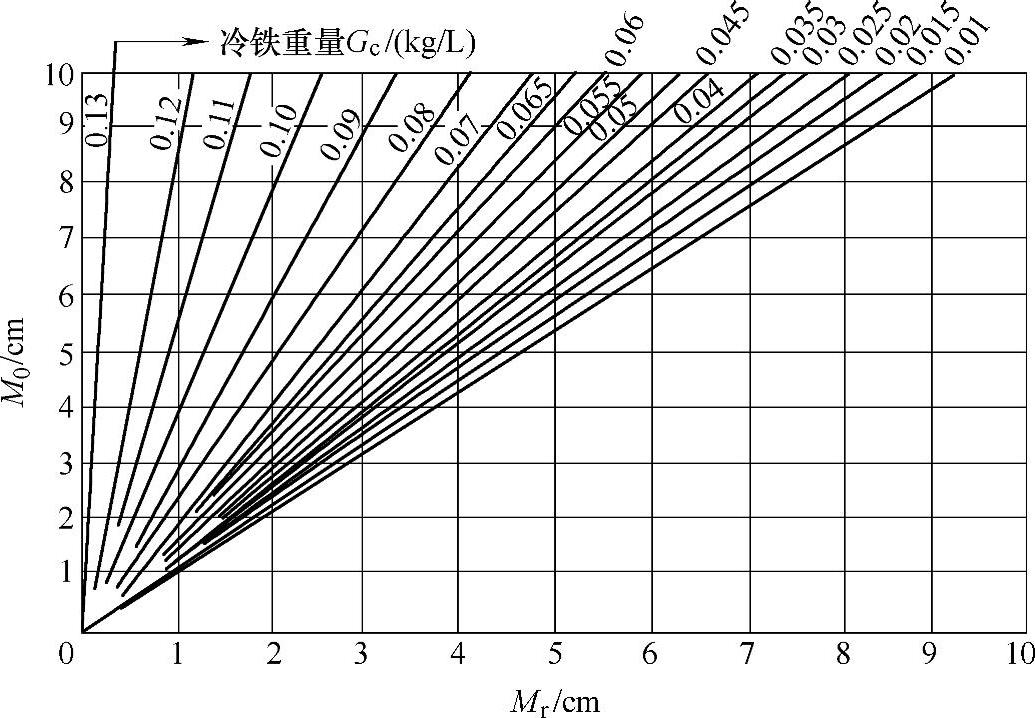
图6⁃3 冷铁重量与铸件模数的关系
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。