



可锻铸铁铁液的化学成分处于亚共晶范围,其凝固过程中体收缩率较大,并且不发生石墨膨胀,因而无自补缩能力,凝固时的体收缩主要依靠冒口来补缩。可锻铸铁件冒口及其补缩更接近于铸钢件冒口。
可锻铸铁件多为中小件,一般以机器造型情况居多,因而为了便于造型,多采用暗侧冒口,而且广泛采用内浇道通过侧冒口的浇冒口结构来加强冒口的补缩作用。冒口的结构多为顶面呈下凹球面,或为120°的倒锥形,以形成大气压力,进一步提高补缩效率。有时冒口底部也凹进形成球面,具体结构见表5⁃68。其他形状的暗侧冒口尺寸见表5⁃69。
冒口颈截面形状应根据铸件与冒口颈连接处的形状来确定,一般采用圆形或腰圆形,冒口颈长度一般为5~10mm。
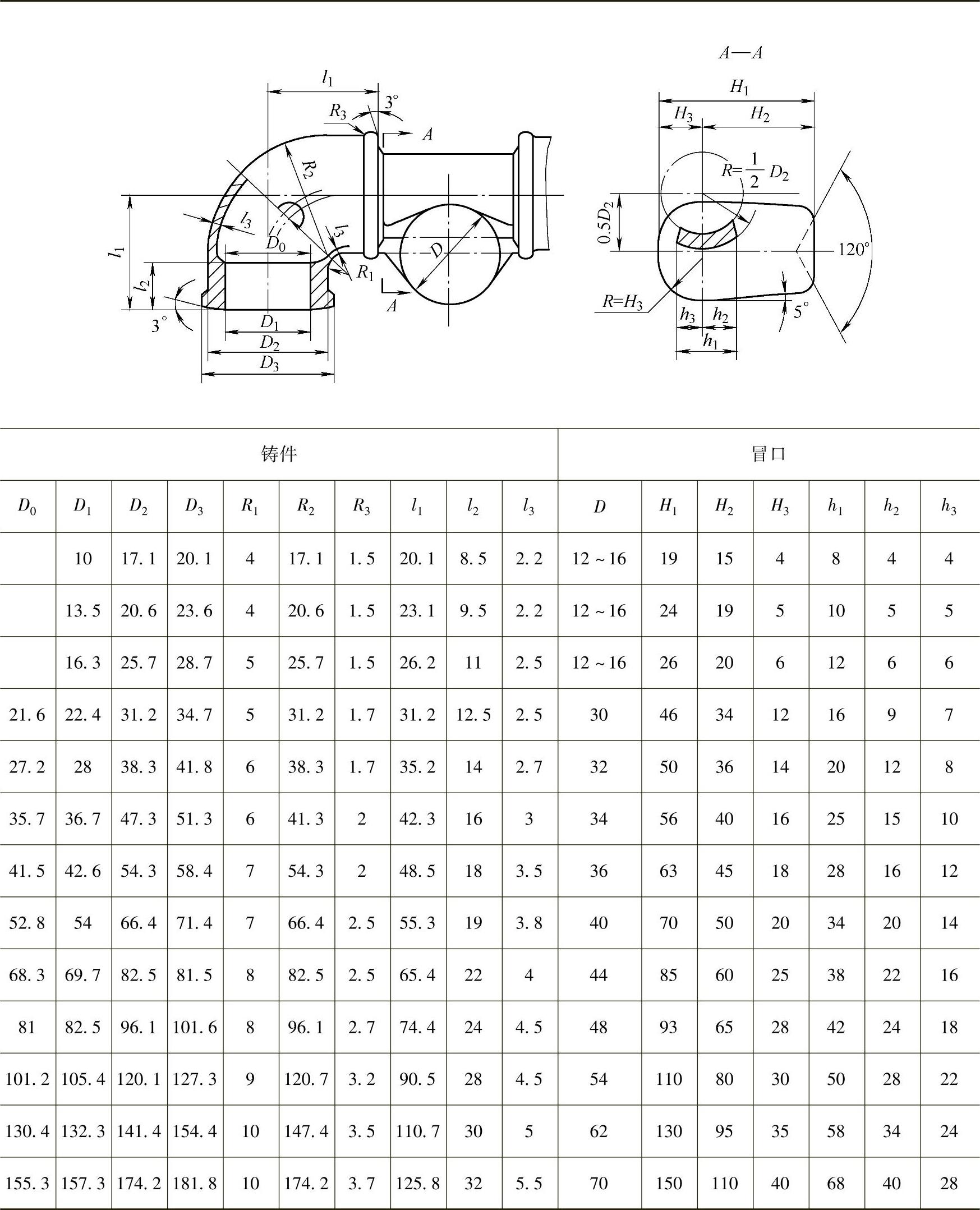
可锻铸铁冒口的有效补缩距离一般为铸件壁厚的4~5倍。管接头类铸件的暗侧冒口尺寸可由表5⁃70查得。
表5⁃68 可锻铸铁件的暗侧冒口尺寸 (单位:mm)
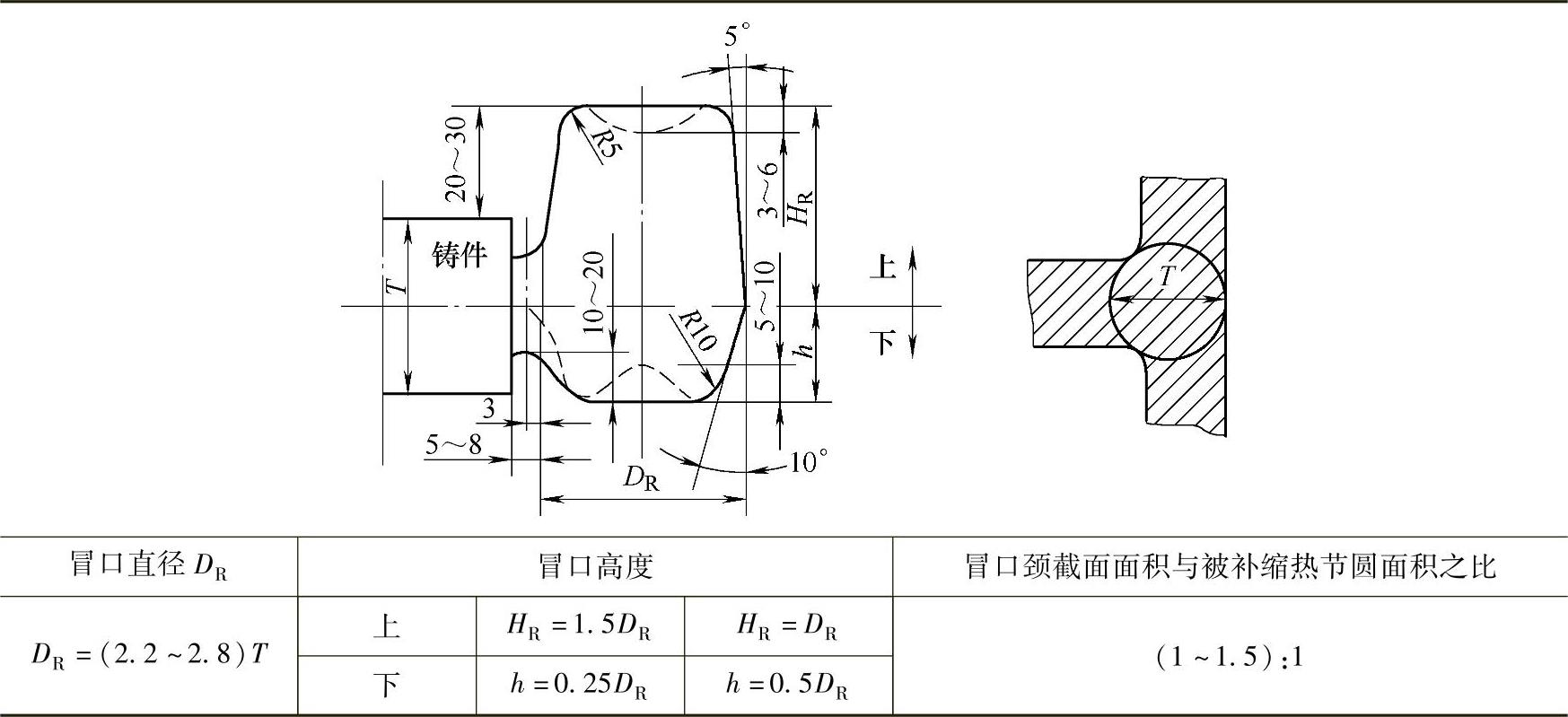
注:1.表中T为壁厚或热节圆直径。
2.当冒口与热节距离很近或被补缩部分较集中时,DR/T的比值取偏低的倍数;反之,则取偏高的倍数。若热节与冒口之间相隔一块壁厚均匀的铸件局部结构,则应将这个局部的壁厚加大(相当于补贴),使其厚度略大于冒口颈,此时冒口颈直径应取偏高的倍数。
3.暗冒口下部高度也可以按冒口颈底面再往下伸出10~20mm。
4.当一个暗冒口补缩两个热节时,该暗冒口的直径应比表中数据增大1.1~1.2倍;当一个暗冒口补缩两个以上热节时,暗冒口的直径应比表中数据增大1.1~1.3倍。
5.当确定的暗冒口高度低于铸件最高处时,应将暗冒口高度适当提高,一般应高出铸件20~30mm,以免铸件顶部产生缩松。
表5⁃69 可锻铸铁件其他形状的暗侧冒口尺寸 (单位:mm)(https://www.xing528.com)
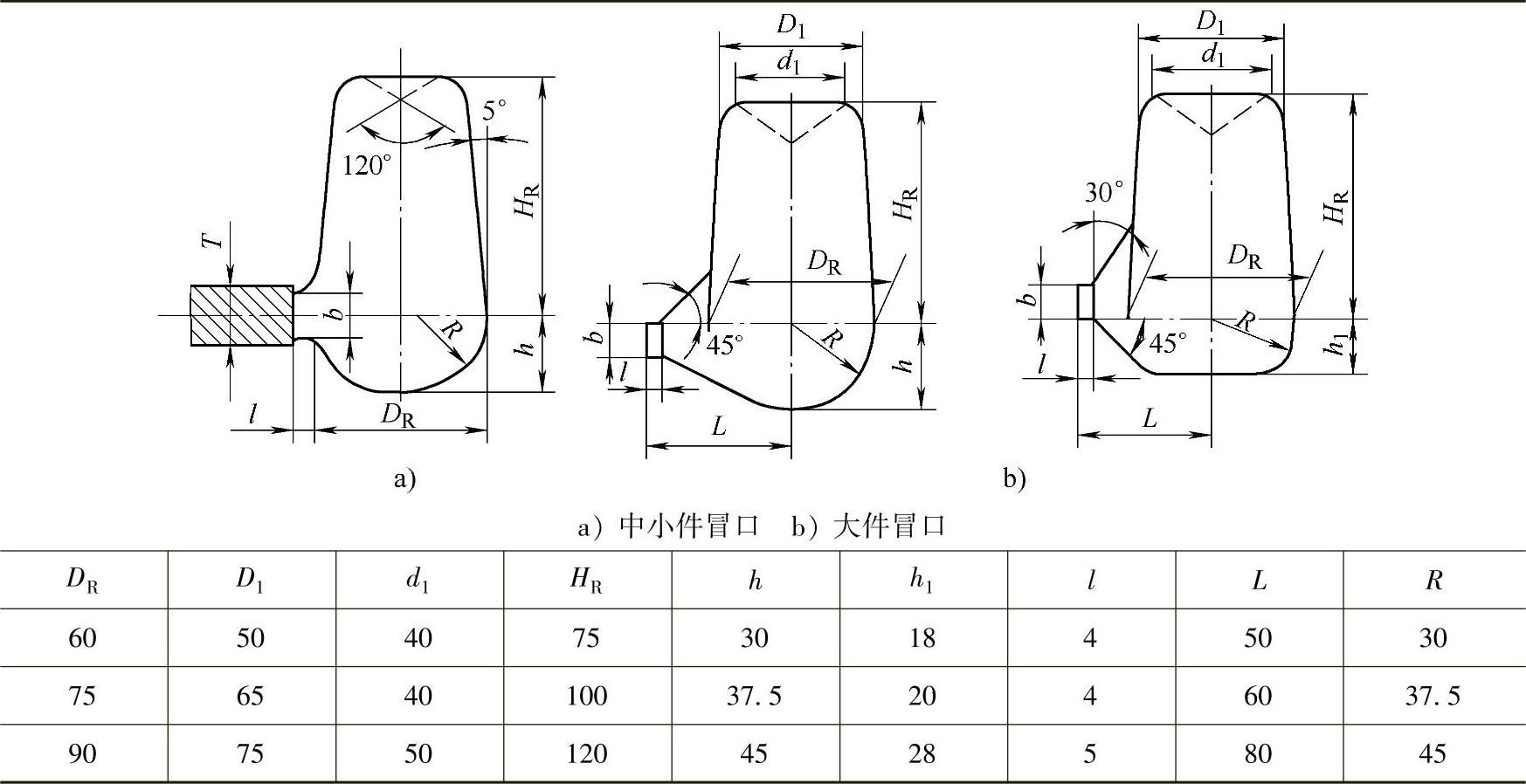
注:图a中冒口的尺寸关系:DR=(3~5)T,HR=(1.25~1.5)DR,h=(0.25~0.3)HR,b=(0.7~0.8)T,l=3~6mm。
表5⁃70 管接头类可锻铸铁件的暗侧冒口尺寸 (单位:mm)
可锻铸铁件的冒口设计也可以通过模数法来进行,Heine H.J.和Peacock R.A.等通过实验研究,应用冒口与铸件的体积比(即VR/VC)、模数比(即MR/MC)、铸件体积的平方与铸件表面积比(即V2C/AC),建立了可锻铸铁件冒口和冒口颈的设计曲线,如图5⁃56和图5⁃57所示。
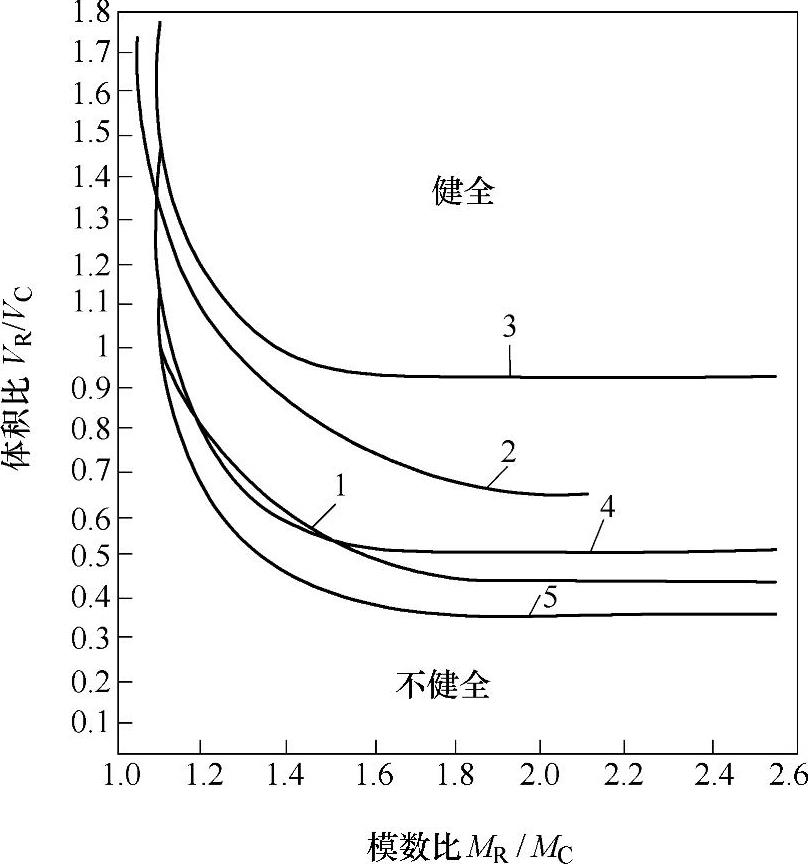
图5⁃56 可锻铸铁件冒口的设计曲线
1—适用于带有1个顶冒口的无芯可锻铸铁件 2—适用于带有1个侧冒口的有芯可锻铸铁件 3—适用于带有1个侧冒口的无芯可锻铸铁件 4—适用于带有1个侧冒口的2个无芯可锻铸铁件 5—适用于带有1个侧冒口的2个有芯可锻铸铁件
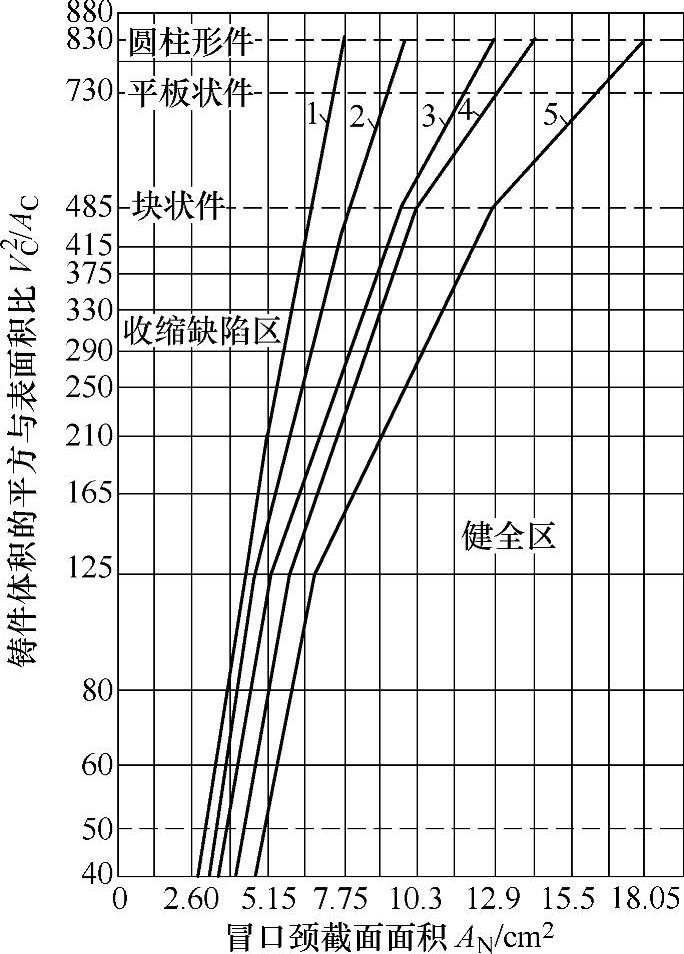
图5⁃57 可锻铸铁件冒口颈的设计曲线
1—圆形和正方形 2—矩形(宽∶厚=1.5∶1) 3—矩形(宽∶厚=2∶1) 4—矩形(3∶1) 5—矩形(4∶1)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。