



灰铸铁件的结晶范围窄,更接近于逐层凝固。凝固过程中由于石墨析出后产生膨胀,因而在凝固收缩曲线中有一个膨胀峰,其余阶段均为收缩。冒口设计时可考虑这一特征,在总的体收缩量上,石墨的膨胀抵消了一部分液态收缩。灰铸铁件的冒口设计方法可分为经验法和模数法两大类。
1.经验法
经验法为传统冒口设计法,是指通常使用具有典型灰铸铁冒口结构特征的冒口。对于顶冒口一般采用缩颈顶冒口。
(1)比例法 比例法可用于设计明顶冒口、暗侧冒口及冒口颈,如表5⁃48和图5⁃37所示。
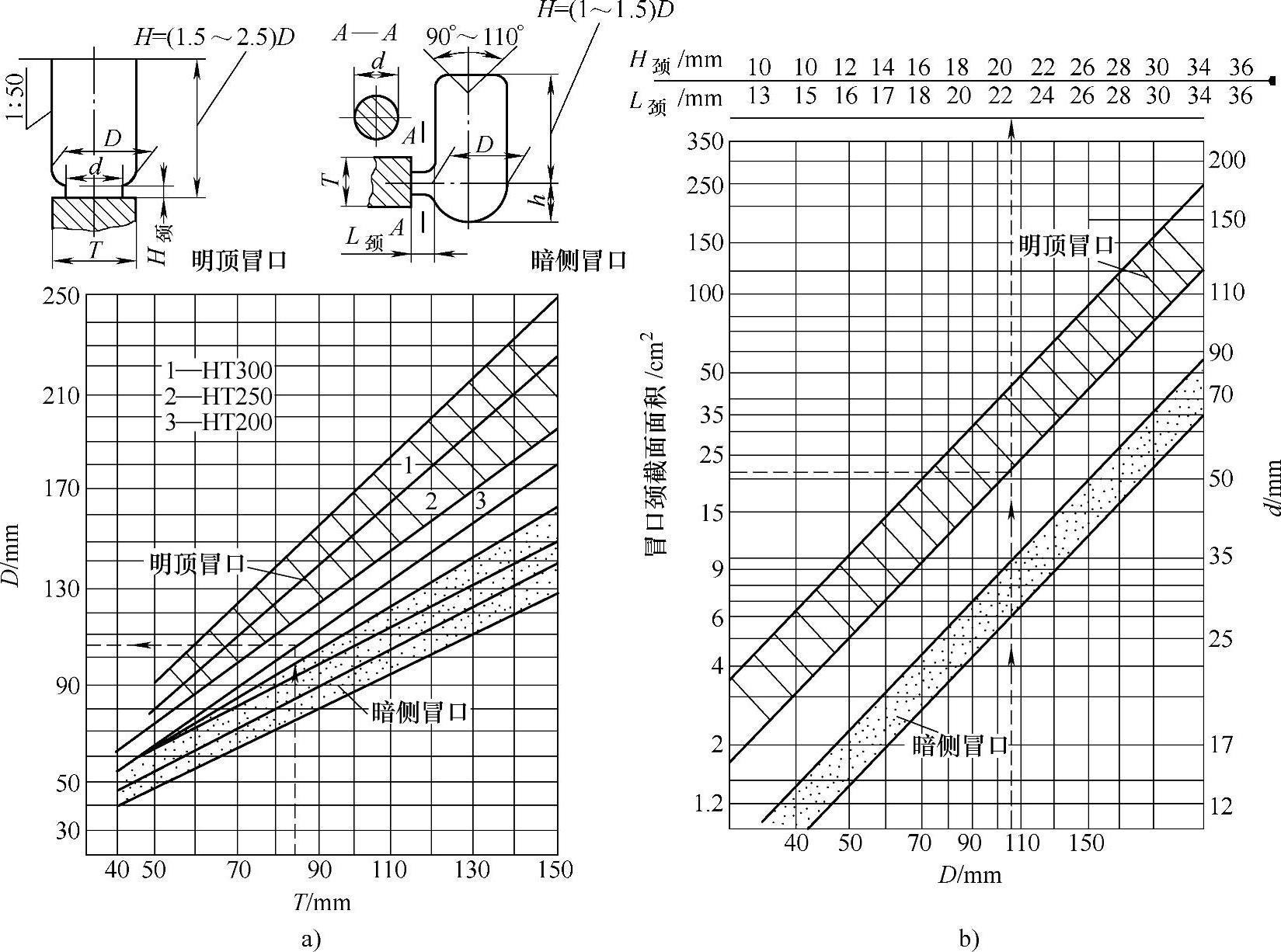
图5⁃37 灰铸铁件冒口尺寸计算图
图5⁃37在使用中应注意以下事项:
1)适用范围为灰铸铁件,所得冒口尺寸应根据实际生产情况加以校正。
2)冒口直径可在铸件壁厚和铸铁牌号所决定的范围内,根据铸型条件、铸件重量等影响因素,确定上下限数值。冒口颈截面面积在冒口直径所选定的范围内,根据铸铁牌号和铸型条件选定,但是在一般情况下宜取中、上限。
3)明冒口的H值可按砂箱高度适当调整,暗侧冒口的H值至少高于铸件80mm。
4)T为铸件需补缩部位的热节圆直径。
5)暗侧冒口为内浇道通过冒口的浇注方式,浇注时宜慢速浇注。
6)为了便于生产,可将冒口标准化,标准冒口直径(mm)一般为50、60、70、80、90、100、110等,依此类推。图5⁃37a中所查得的冒口直径应选上限值,此时图5⁃37b中的明顶冒口颈截面面积取中限,暗侧冒口颈截面面积取上限。
(2)经验数据法 表5⁃49~表5⁃53为人们经过长期的技术积累形成的一系列冒口设计数据,可供冒口设计时参考。
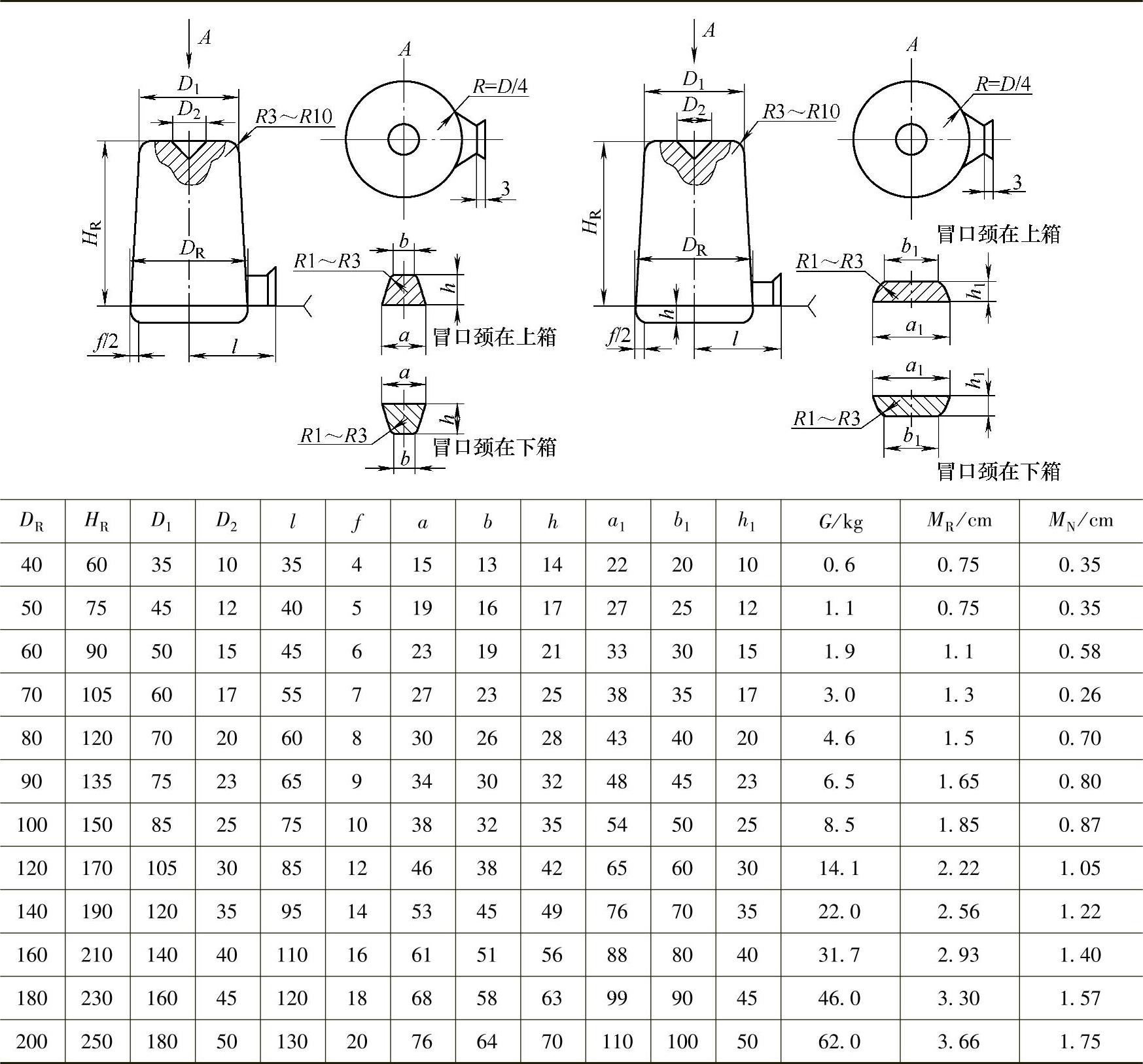
表5⁃49 缩颈明顶冒口的尺寸
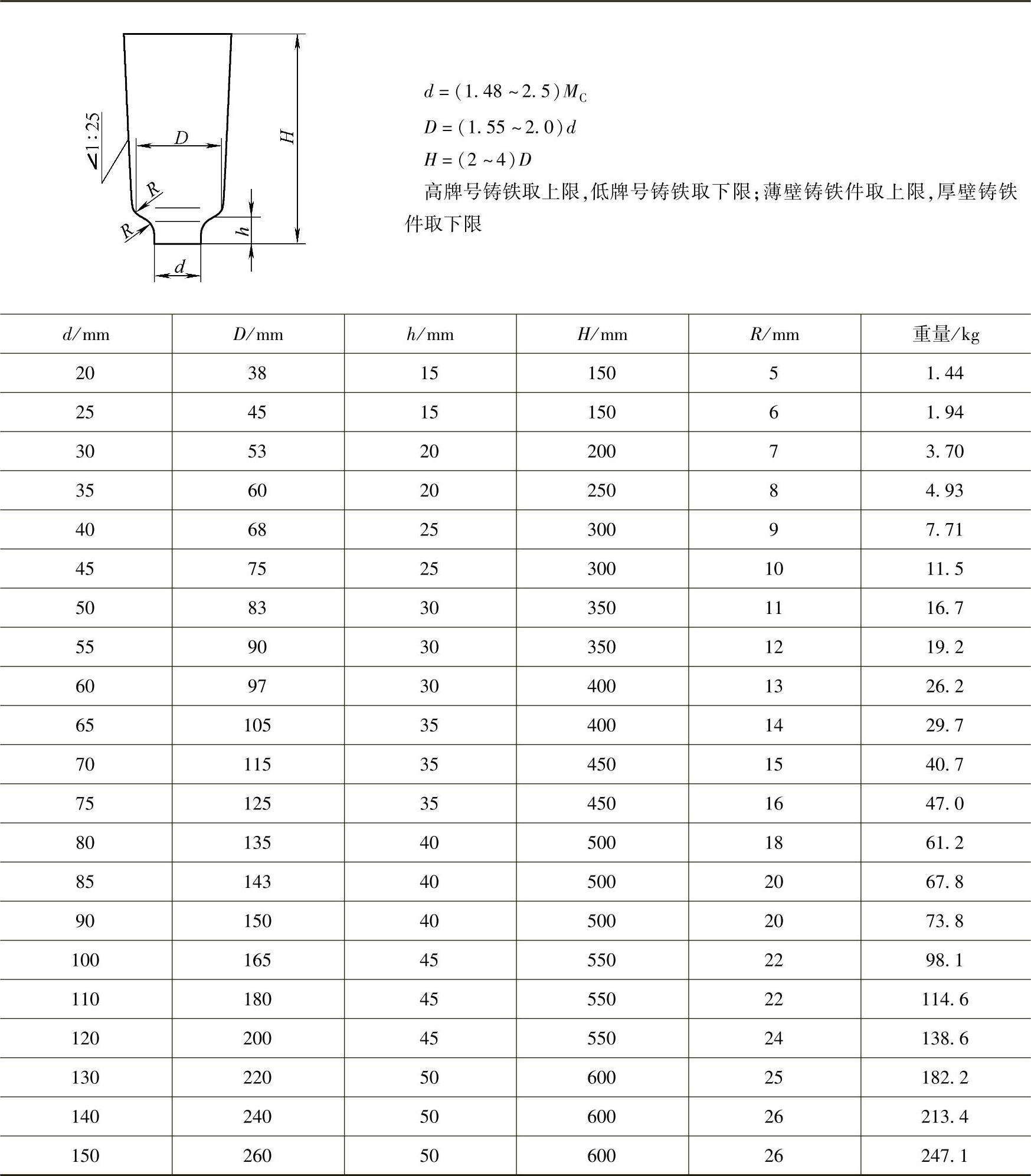
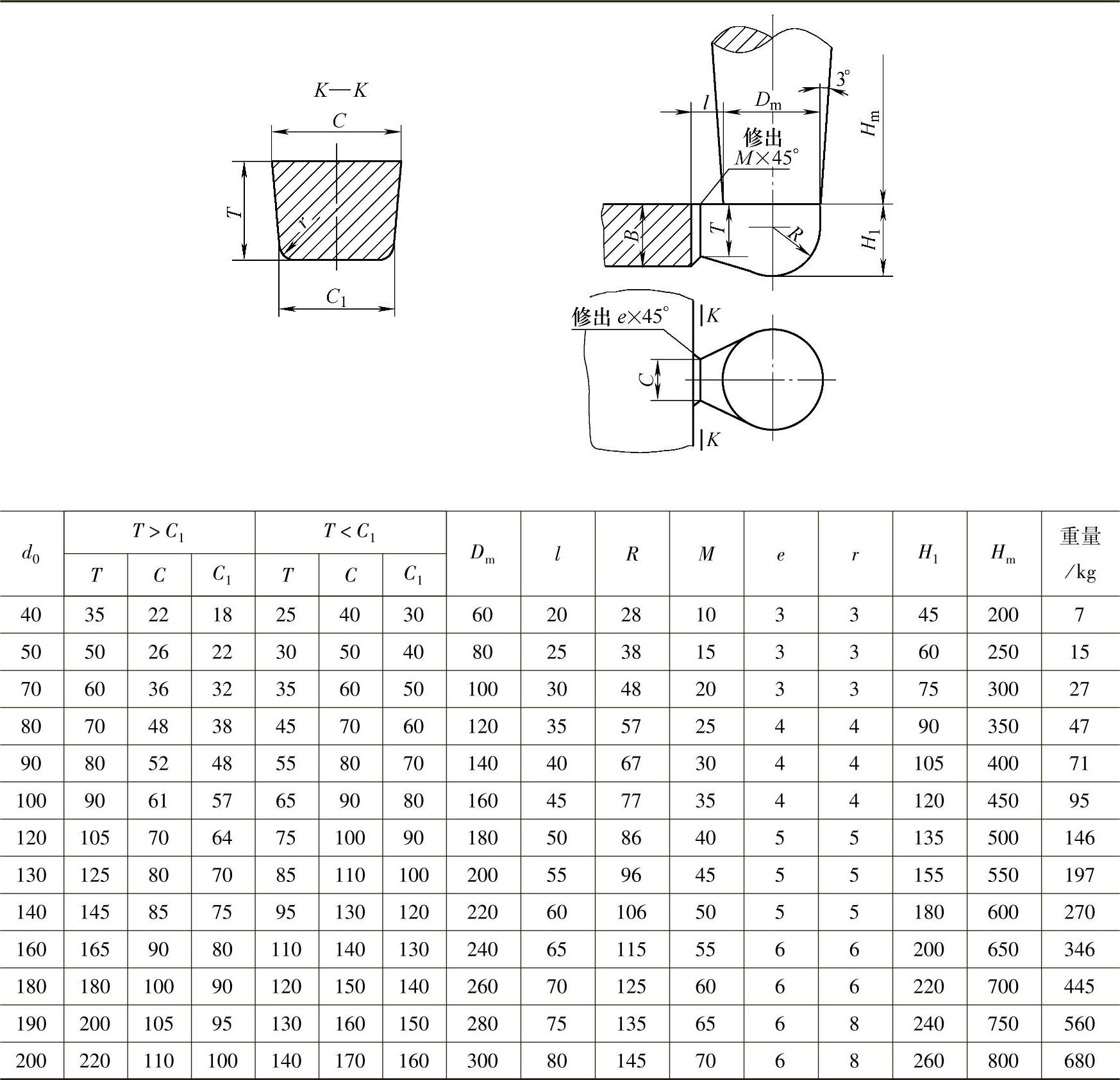
表5⁃50 压边冒口的尺寸
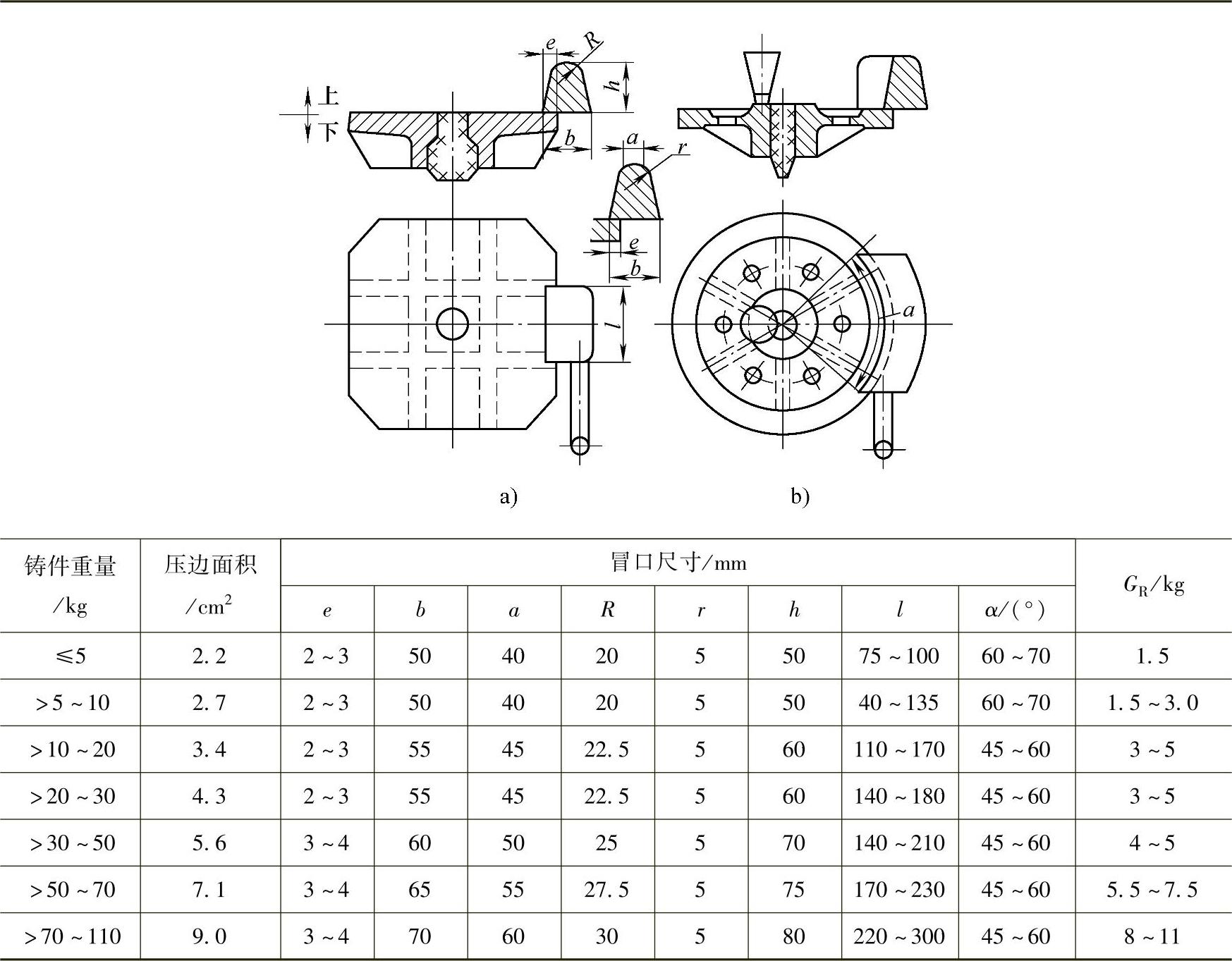
注:1.α与l值视铸件情况而定,可以减小,如果两个铸件共用一个冒口,可适当缩小。
2.浇注系统的ΣA直∶ΣA横∶ΣA内=(1.2~1.4)∶(1.2~1.4)∶1。
表5⁃51 轮形铸件冒口的尺寸 (单位:mm)
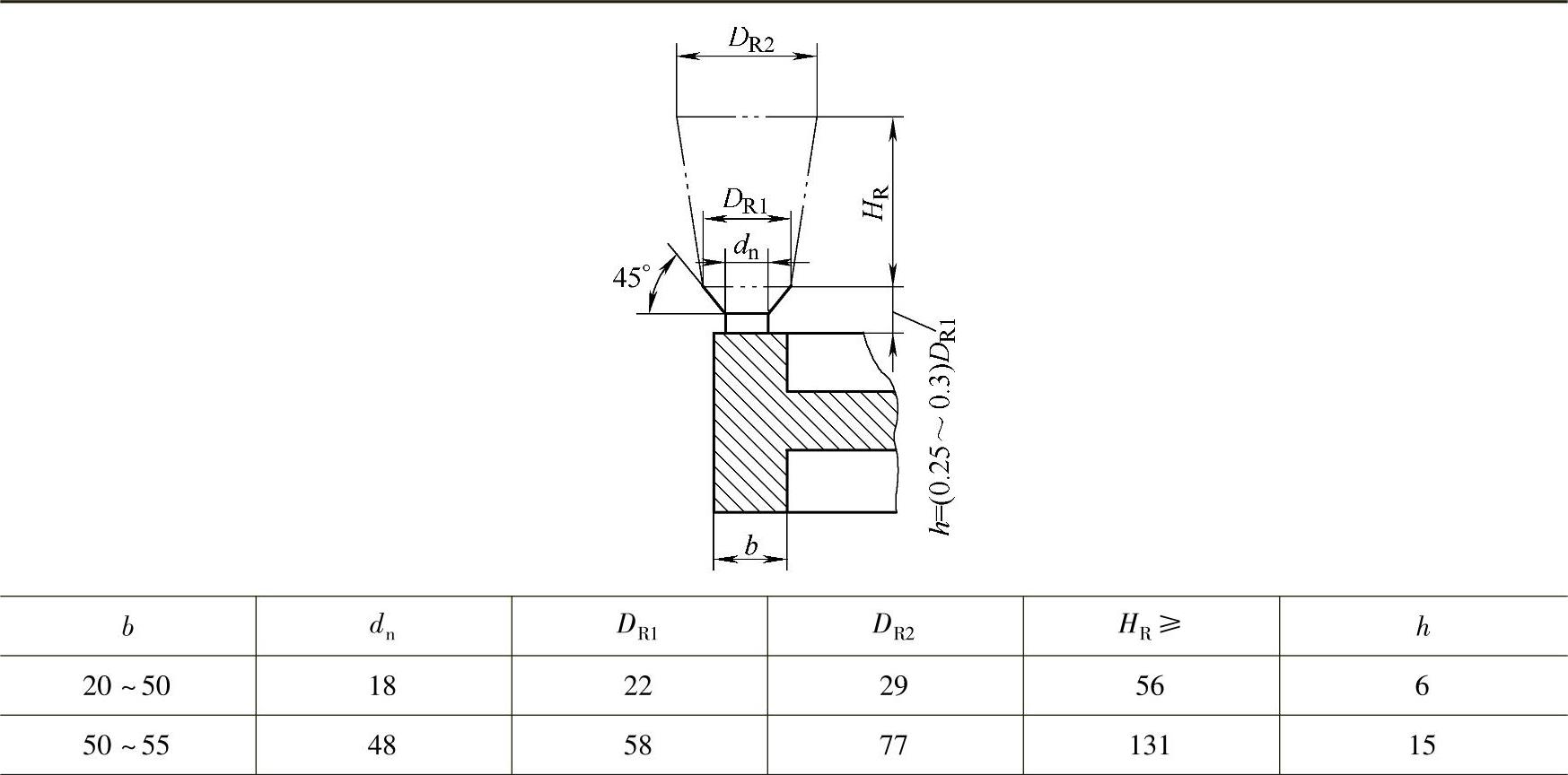
(续)
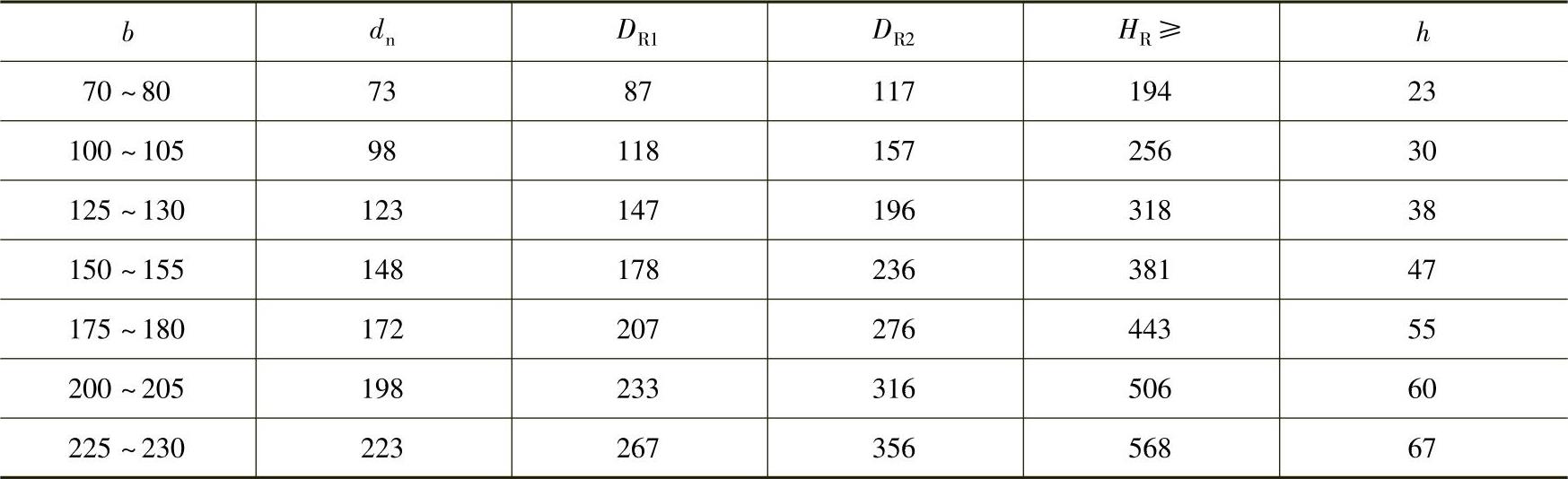
表5⁃52 明侧冒口的尺寸 (单位:mm)
注:1.在特殊情况下,Hm可根据要求而定。
2.T=(0.8~1.0)B,Dm≥1.5B,Hm≥2.5Dm,l=Dm/3。
3.d0为铸件被补缩处热节圆直径,当B为板状铸件厚度时,d0=B。
表5⁃53 暗侧冒口的尺寸 (单位:mm)
2.收缩模数法
收缩模数法是利用冒口与铸件之间以及冒口颈与铸件之间的模数关系来计算冒口尺寸的设计方法。根据该理论的建立前提,冒口为明侧冒口,冒口补缩模型如图5⁃38所示,由补缩源、补缩通道和补缩对象构成,分别对应该图中的O、A、B和C。A、B和C均为补缩对象,C为最大的结构分体,A和B为较小的结构分体,A同时兼做补缩通道。
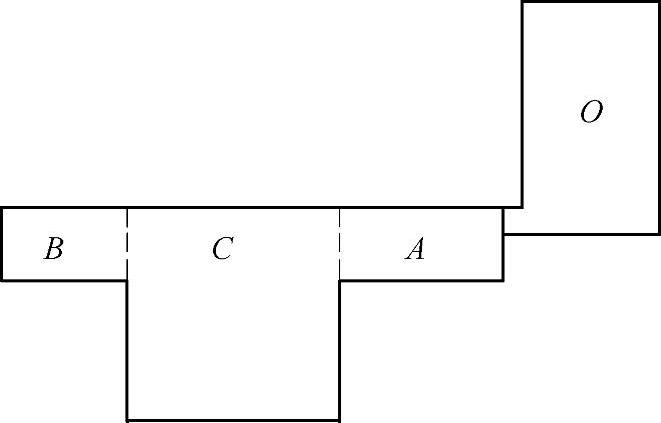
图5⁃38 冒口补缩模型
(1)基本理论 铸铁件的冒口设计应满足以下条件:
1)冒口要晚于铸件的表观收缩时间AP凝固,即冒口的模数MR要大于铸件的收缩模数MCS。这里涉及两个概念,铸件的表观收缩时间AP和收缩模数MCS。铸件的表观收缩时间AP是指凝固过程中铸件的收缩与膨胀达到均衡点所用时间,如图5⁃39中AP所示。图5⁃39中A为充型开始点,P为均衡点,即铸件的收缩量等于铸件的膨胀量时所对应的时间点。铸件的收缩模数MCS是指铸铁件在收缩时间内所对应的模数,见式(5⁃40)。
AP=KM2CS (5⁃40)
式中 AP——铸件的表观收缩时间(min);
K——凝固系数(min/cm2),见表5⁃54;
MCS——铸铁件的收缩模数(cm)。
表5⁃54 铸铁件凝固系数的取值

注:小件和低碳当量取下限,大件、高碳当量取上限,干砂型取下限,湿砂型取上限。
铸铁件几何模数与收缩模数之间的关系为

式中 AC——铸件的凝固时间(min),如图5⁃39所示;
PC——铸件的收缩时间系数。
由式(5⁃41)经过推导,有
MCS=f2MC (5⁃42)
式中 f2——收缩模数系数。
对于铸铁件,冒口补缩完成后的残余模数、补缩通道的几何模数应该等于或大于铸件的收缩模数。其中冒口的残余模数是指冒口的模数在铸件的凝固过程中是处于动态变化中的,停止补缩时的实际模数就是冒口的残余模数。
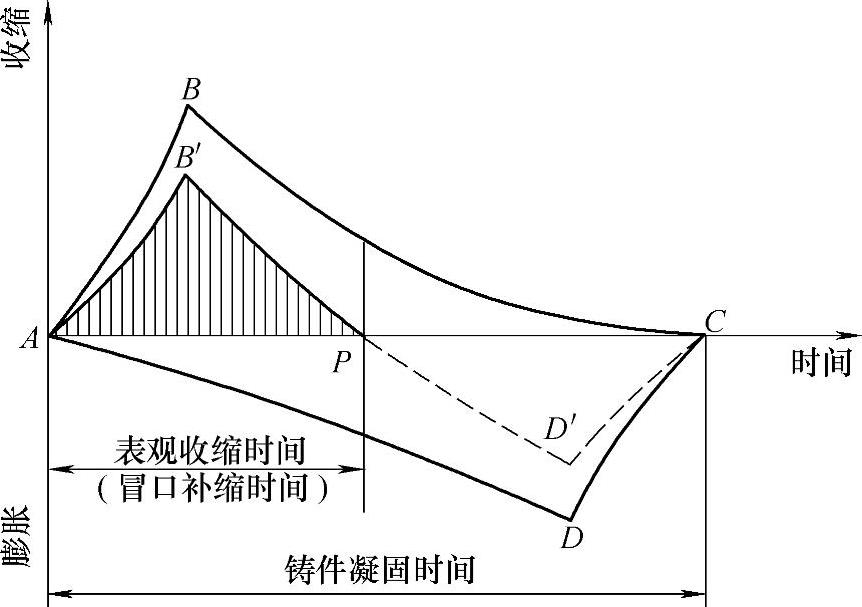
图5⁃39 铸铁件收缩与膨胀的叠加
2)冒口所能提供的补缩液量应大于铸件的表观收缩量。
3)冒口与铸件连接形成的接触热节要小于被补缩处铸件的几何热节,不要因为设置冒口而延长铸件的收缩时间,不要将冒口开设在铸件的几何热节处。
4)冒口和被补缩铸件或铸件的各个分体之间要建立补缩通道,补缩通道的模数应大于铸件的模数。
5)冒口体内要有足够的补缩压力,驱使补缩液定向流向被补缩处,保证铸件在凝固过程中一直处于正压状态,即冒口从补缩开始至补缩完成一直有铁液压头。
6)铸铁件的冒口颈要短、薄、宽。
(2)3f法冒口设计 可利用上述基础理论中的模数关系确立冒口模数的计算方公式,然后再根据冒口模数计算出冒口的尺寸。冒口模数的计算公式为
MR=f1f2f3MC (5⁃43)
式中 f1——冒口平衡系数,与冒口的补缩效率η有关,见表5⁃55;
f2——收缩模数系数,与收缩时间系数有关,见式(5⁃41)和式(5⁃42);
f3——冒口压力系数,是冒口的安全保险量,与被补缩铸件的周界商有关,可按表5⁃56选取。
表5⁃55 冒口平衡系数的取值

表5⁃56 冒口压力系数的取值

冒口颈模数的计算公式为
MN=fpf2f4MC (5⁃44)
式中 fp——流通效应系数,fp=0.45~0.55;
f4——冒口颈长度系数,可由表5⁃57选取。
表5⁃57 冒口颈长度系数的取值

可根据冒口颈的模数计算出冒口颈的尺寸。
补缩液量校核是根据冒口能够提供的补缩液量要大于铸件所需要的补缩量,或者说要大于铸件总的凝固收缩量来进行的,据此有
VRη>(VC+VR)ε (5⁃45)
式中 η——冒口的补缩效率(%);
ε——铸件的体收缩率(%)。(https://www.xing528.com)
由式(5⁃45)可进行铸件冒口的校核,符合该式的冒口可通过校核,不符合该式的冒口需要重新计算直到符合该式。
实际生产中,往往是冒口与浇注系统一同对铸件进行补缩,其中浇注系统提供的补缩量占整个补缩量中相当的比例,此时冒口所提供的补缩只占总补缩量的一部分。浇注系统提供的补缩量可以用浇注系统保持畅通时间占铸件收缩时间的分数来表示。校核冒口平衡系数f1∗用下式计算:

式中 MP——浇注系统中凝固模数中的最小值(cm);
AR——冒口的散热表面积(cm2);
FC——铸件的补缩率(%);
当f1∗≤f1时,冒口设计是安全的;当f1∗<<f1时,冒口设计偏大;当f1∗>f1时,冒口设计偏小,需要重新调整冒口设计,调整后f1的取值按下式计算:

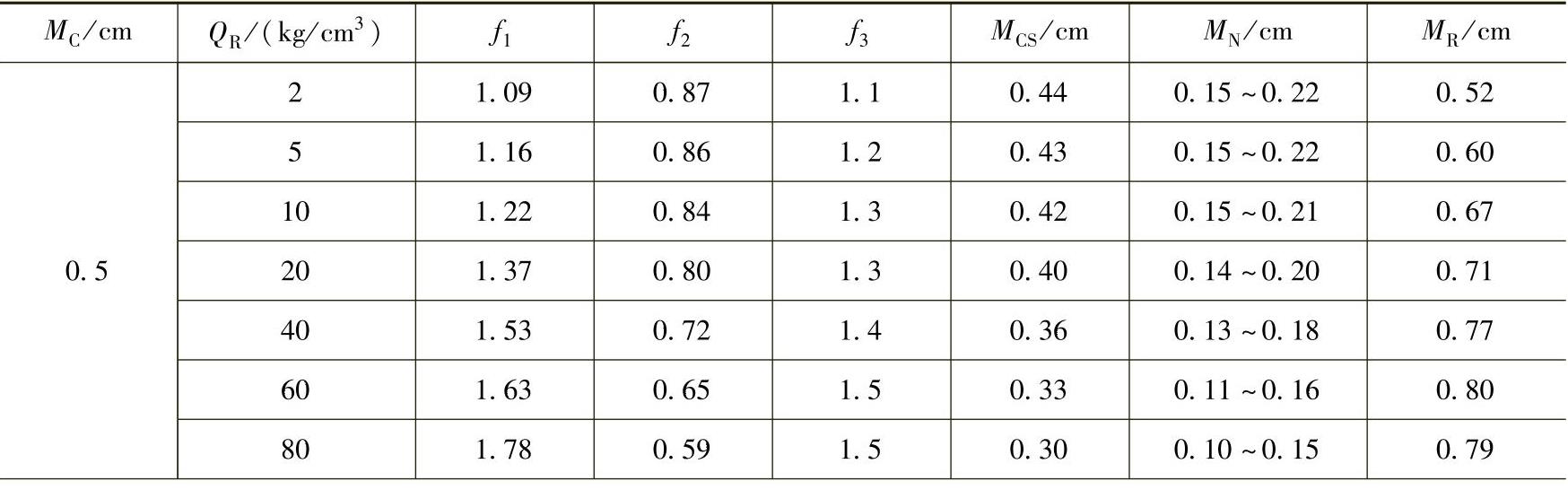
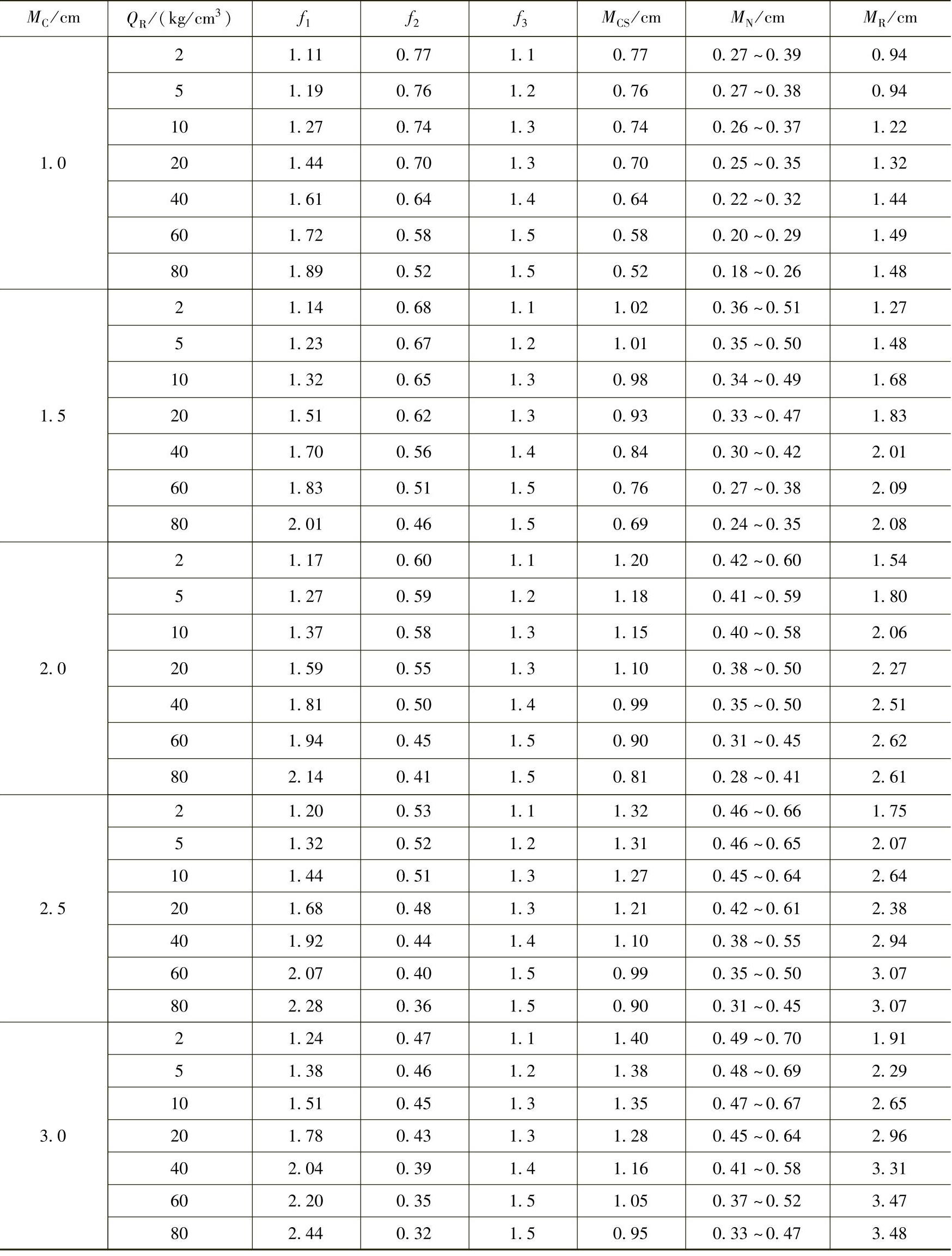
(3)列表法冒口设计 该方法是以收缩模数法为基础,冒口为单一结构冒口,即选取标准冒口中H/D=1.2的圆柱形冒口,冒口颈采用均衡凝固中的短、薄、宽结构,补缩液完全由冒口提供。
设计步骤:①根据被补缩处的凝固模数MC选定铸件的模数具体在表5⁃58中哪一栏;②根据冒口的质量周界商,查表5⁃58,确定在栏中的哪一行;③根据该行所对应的表头,查出具体的f1、f2、f3、MCS、MR、MN值。
对于数据点之间的中间值,可用线性插值法计算获得。
对于多个冒口共同补缩一个铸件的情况,f1可由下式近似计算:

式中 f1T——查表得到的独立冒口补缩时的f1值;
N1——冒口个数。
对于单个冒口同时对多个铸件进行补缩的情况,即一冒双补或一冒多补的情况,f1可由下式近似计算:
f1=(f1T-1)N2+1 (5⁃49)
式中 N2——单冒口所补缩铸件的数目。
对于浇冒口联合补缩的情况,f1可由下式近似计算:

式中 MP——浇注系统中各组元中的最小模数值。
经过上述f1处理后,冒口的模数应按式(5⁃43)计算,而不是从表5⁃58中选取。上述处理只对f1和MR有影响,表5⁃58中的其他参量f2、f3、MCS、MN则不受上述处理影响。
表5⁃58 灰铸铁件独立冒口补缩计算表
(续)
收缩模数法设计冒口的实例如下:
例1 某灰铸铁件MC=1.0cm,QR=30kg/cm3,查表5⁃58求解MN和MR。具体过程是:根据MC=1.0cm,选定该栏,再根据QR值,确定由20kg/cm3与40kg/cm3两档之间进行线性插值。MN在两栏值的范围内取上限时,即0.35cm和0.32cm,MN=0.335cm;MN在两栏值的范围内取下限时,即0.25cm和0.22cm,MN=0.235cm。在独立冒口补缩情况下,冒口的模数MR=1.38cm。
例2 某灰铸铁件MC=1.2cm,重量为52kg,QR=30kg/cm3,查表5⁃58求解MN和MR。具体过程是MC=1.2cm,介于表5⁃58中左侧1.0cm与1.5cm两个大栏之间。对于独立冒口补缩和冒口颈取上限的情况,先对MC=1.0cm栏中的MN和MR进行求解。由于QR值介于20kg/cm3和40kg/cm3两档之间,需要插值求解,可利用例1的算法求出MN=0.335cm,MR=1.38cm。再对MC=1.5cm栏中的MN和MR进行求解,方法同上,得出MN=0.445cm,MR=1.92cm。最后再对两种情况下求解出的结果进行插值,得出MN=0.38cm,MR=1.60cm。
3.内压控制法
灰铸铁件在凝固过程中所产生的石墨膨胀对补缩液产生内压,根据该内压对收缩的补偿程度不同,内控压冒口可分为加压冒口、减压冒口和无冒口。内控压冒口的种类及其应用范围如图5⁃40所示。冒口的标准形状和尺寸如图5⁃41所示。
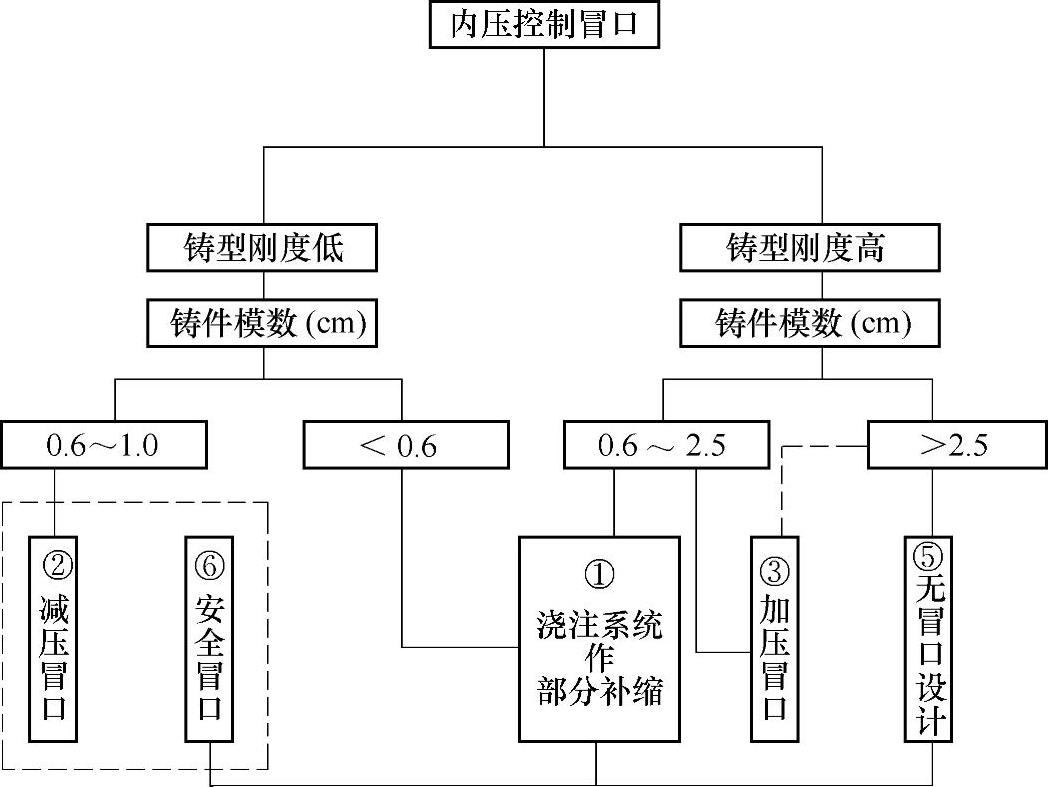
图5⁃40 内控压冒口的种类及其应用范围
(1)加压冒口 加压冒口是指冒口只补缩铸件的液态收缩,液态收缩完成后,其冒口颈在石墨化膨胀刚刚开始时就完全凝固封闭,通过石墨膨胀来补偿铸件的二次收缩。冒口只需要补偿液态收缩,该收缩约占铁液总量的5%~6%,还需要补偿少量的凝固收缩。
1)冒口体积的计算是根据加压冒口的补缩原理来进行的。由于加压冒口只补偿铸件的液态收缩,故冒口的有效体积所能提供的液态补缩量应大于铸件加冒口的液态收缩。考虑到其他综合因素的影响,为了使计算简化,对接近共晶成分的铸铁,冒口的有效体积取值为铸件体积的5%;对于碳当量较低的铸铁,冒口的有效体积取值为铸件体积的6%。
2)冒口颈尺寸在其模数求解出来之后即可获得,冒口颈的模数可由图5⁃42确定。图5⁃42中MK为关键部位模数,简称关键模数。符合关键部位的条件是:该部位的体积膨胀量能抵消所有更厚部位的液态收缩量,直到更厚部位开始石墨化膨胀为止。更厚部位一般是指需要由冒口直接或间接补缩的厚大热节。所谓间接补缩是指冒口位于该热节的相邻部位。
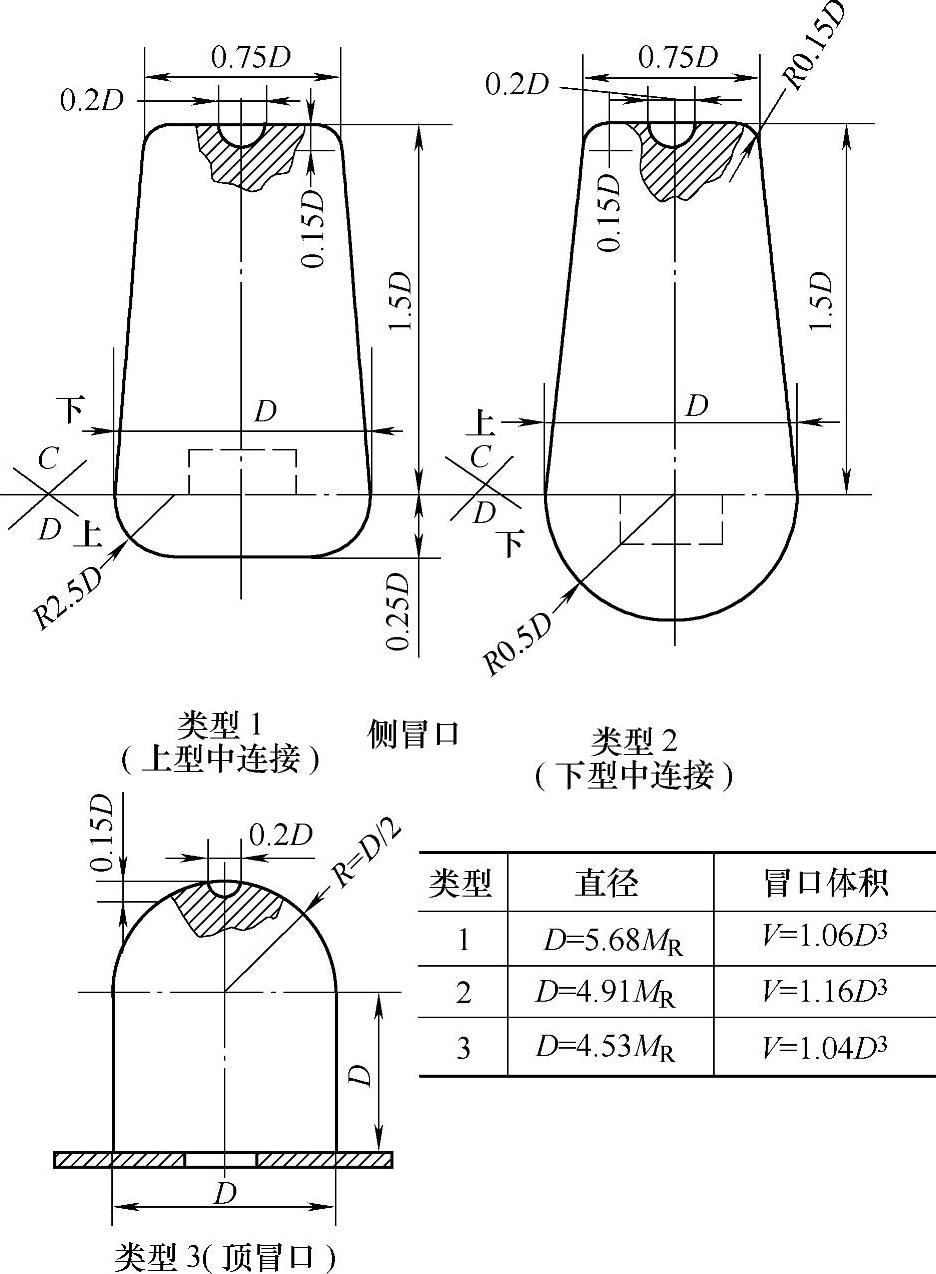
图5⁃41 冒口的标准形状和尺寸
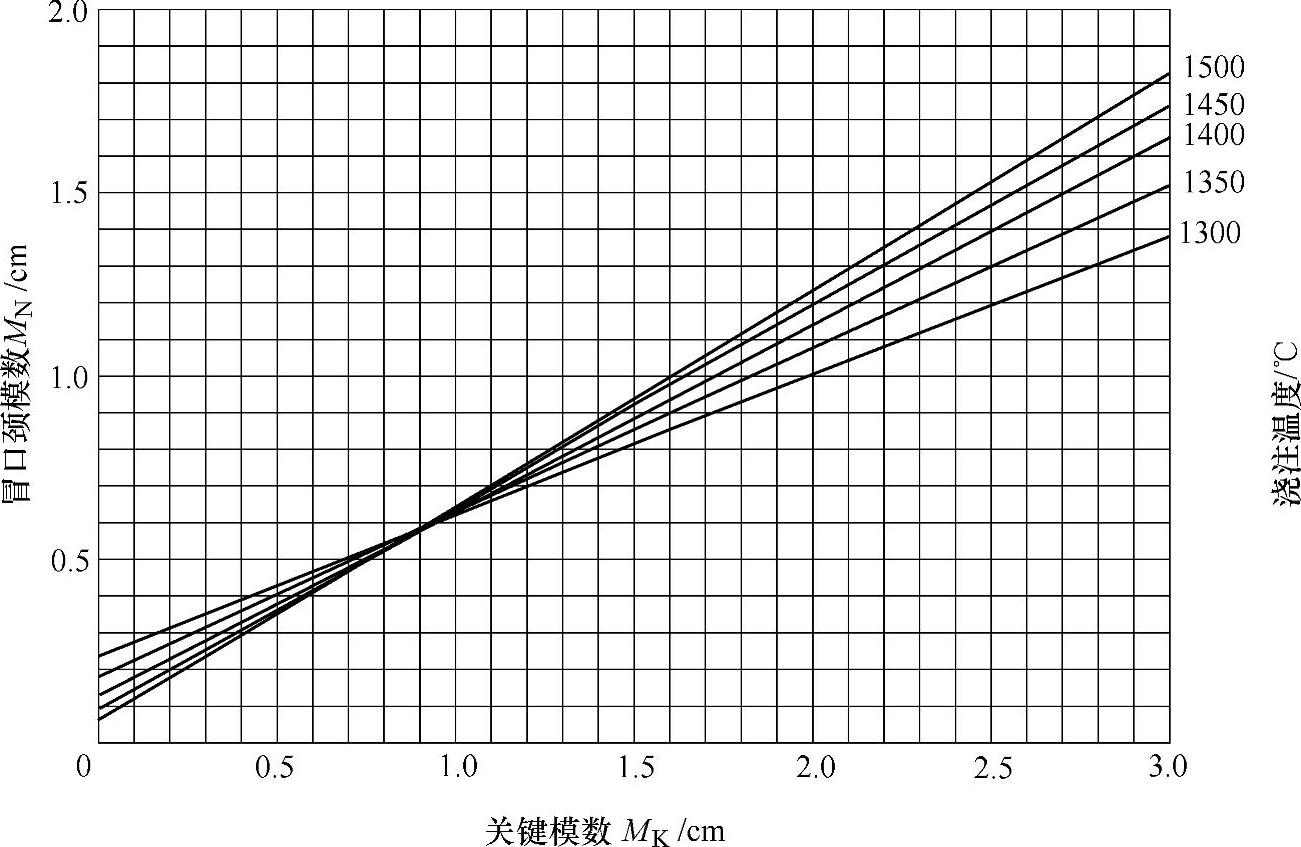
图5⁃42 加压冒口颈模数与关键模数的关系
冒口颈应尽量避免来自冒口或热节的热影响,其长度至少应为其截面最小尺寸的4~5倍。因加压冒口只补缩液态收缩,故可以在铸件大部分位置上放置,可以选择避开热节,以免影响冒口颈的凝固时间,还可以把一个大冒口由两个或多个小冒口代替,以对壁厚不均或模数不等的铸件部位进行补缩。
当铸件的关键模数MK<0.48cm时,内浇道可起到冒口颈的作用,直浇道和浇口杯可起到冒口的作用。此时,实质上是用浇注系统充当加压冒口,无须另外再设置冒口。
3)冒口的有效补缩距离在加压冒口设计中是无限大的,因为冒口只对液态补缩产生作用,这时冒口对所有范围内的铸件都具有补缩作用,不受距离的约束。之后由石墨的膨胀所产生的内压来补偿二次收缩,同样不受距离的约束。这时冒口颈已经凝固,石墨的膨胀可以产生铸件的内压。
4)应用条件主要包括两个方面:一个是铸型方面,另一个是铁液方面。铸型方面要求铸型要有足够的刚度,以免由于石墨化膨胀压力导致型壁向外位移,使铸件内压降低,产生缩孔和缩松。加压冒口主要用于壁厚较薄的铸件,对于湿型等低刚度铸型,其模数应小于0.4cm。对于干型等高刚度铸型,其模数应小于2cm。铁液方面要求铁液具有较高的冶金质量,化学成分要符合牌号的要求,杂质含量要少,按奥氏体—石墨系统进行凝固的倾向应较大。另外一个关键点是浇注温度,该温度的大小将影响加压冒口的成败,其波动范围应控制在小于25℃。
(2)减压冒口 减压冒口即控制压力冒口。对于低刚度铸型,为了防止石墨化膨胀所产生的内压过大而引起铸型胀大,应使冒口颈在铸铁石墨化膨胀阶段继续提供补缩液并持续一段时间以后再凝固封闭。在这一持续时间内,一部分铁液由铸件反馈至冒口,以卸除部分石墨膨胀所产生的内压,使得冒口颈封闭后剩余的石墨化膨胀产生的内压力既足以补偿二次收缩,又不至于由于内压过大而引起型腔胀大导致缩松等缺陷。
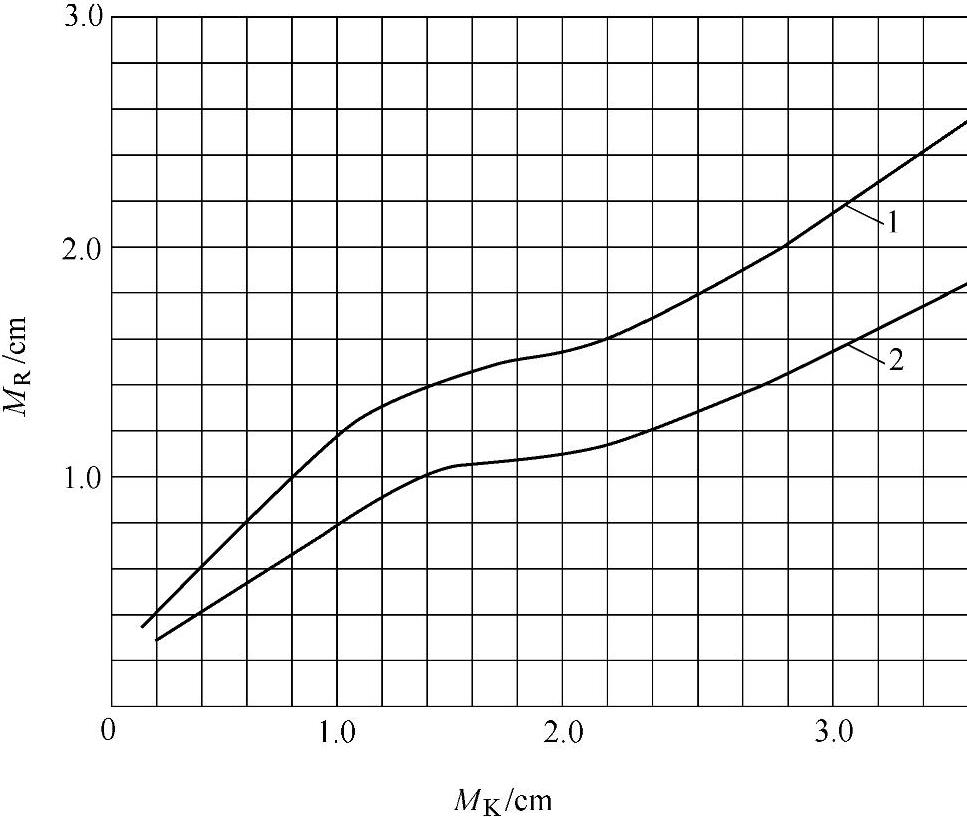
图5⁃43 冒口模数与铸件的关键模数之间的关系
1—冶金质量好 2—冶金质量不好
1)冒口的体积与模数可根据图5⁃43来选取。同加压冒口一样,减压冒口的模数MR主要与铸件的关键模数MK和铁液的冶金质量有关。当冶金质量好时,可按图5⁃43中曲线2选取MR;反之,按图5⁃43中曲线1选取MR。一般情况可选取两曲线的中点来确定MR。冒口模数确定后,即可按图5⁃41选定冒口的类型、各部分尺寸和体积。冶金质量的评级由规定试样的金相组织来判别,试样是厚度为25.4cm,M=0.79cm的Y形试样。金相判别是以1mm2面积上的石墨数作为判定依据,见表5⁃59。
表5⁃59 铁液的冶金质量评判标准

冒口的有效体积,即高于铸件最高点部分的冒口体积,应大于铸件需要补缩的体积,该体积可由图5⁃44确定,据此可校核冒口体积是否可保证圆满补缩。
2)冒口颈的模数计算可根据两端为非散热面的特点,尽可能使冒口颈的长度短一些,可将冒口颈的设计简化为计算短颈面的二维模数,冒口颈模数MN=0.67MR。冒口模数求出后,根据冒口模数与冒口尺寸的关系,可求出冒口的尺寸。
3)减压冒口的有效补缩距离的含义与传统冒口不同,减压冒口的有效补缩距离不是冒口能够输送补缩铁液补充到收缩部位而获得的铸件最大致密度的距离,而是由凝固部位向冒口回填铁液所能达到的最远距离。该距离按图5⁃45选取。该距离以外的区域或部位,在石墨化膨胀过程中会使该区域内压过大,引起铸型长大,产生缩松等缺陷。该距离与铸件的模数与铁液的冶金质量有关,模数越大,铁液冶金质量越高,该距离就越长。
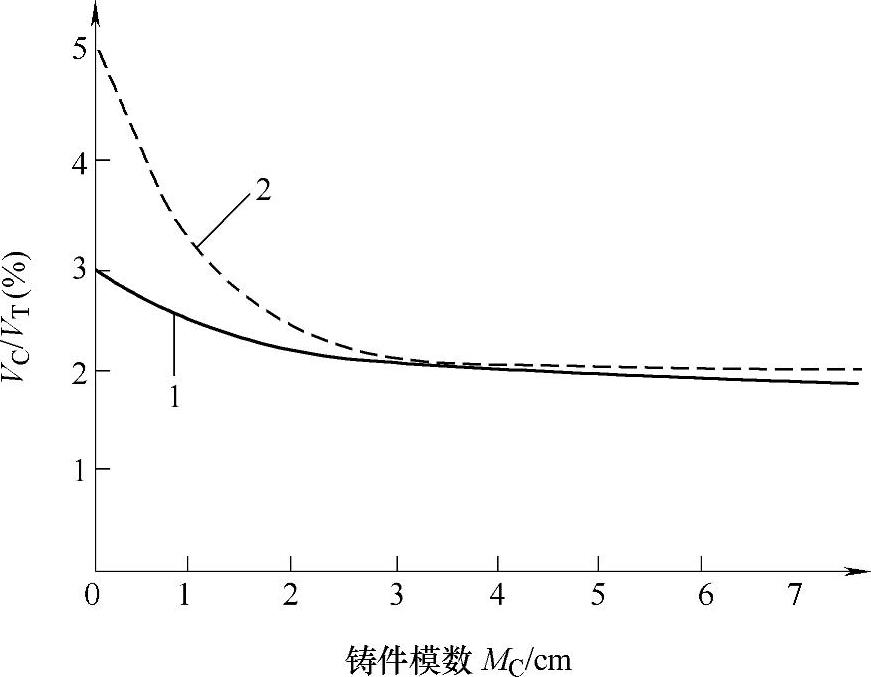
图5⁃44 需要补缩的金属液量与铸件模数的关系
1—冶金质量好 2—冶金质量不好
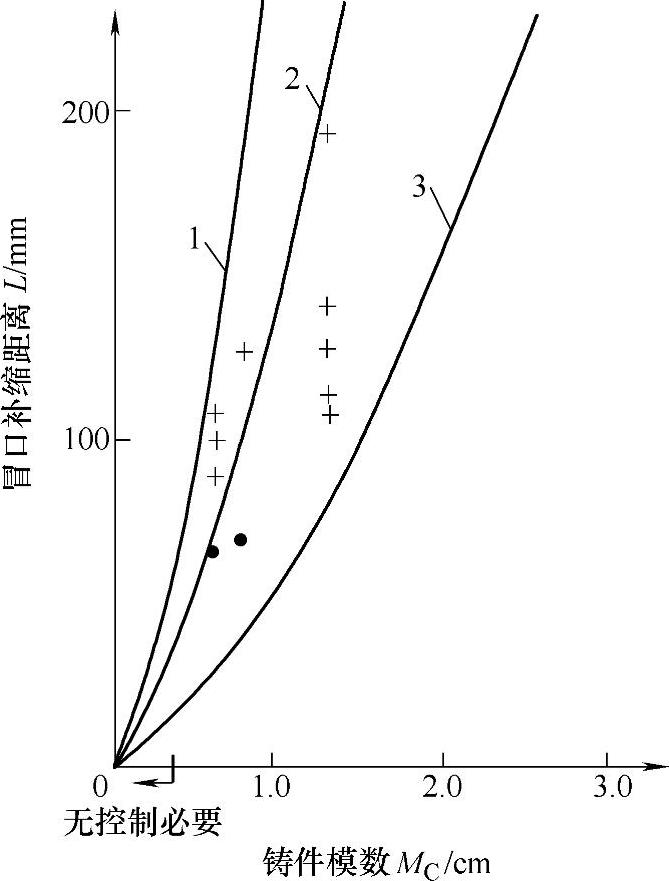
图5⁃45 铁液输送距离与冶金质量及铸件模数的关系
1—冶金质量好 2—冶金质量中等 3—冶金质量差
冒口的有效补缩距离还受铸件两相邻部位壁厚差的影响。当由较厚壁厚处(模数为M厚)向相邻较薄壁厚处(模数为M薄)输送铁液时,应保证M厚/M薄≥0.8,才能保证厚处可通过薄处向冒口回填铁液,否则就需要在厚壁处另设冒口补缩。
4)应用条件主要是指铁液的冶金质量和被补缩处铸件的模数。应采用高冶金质量的铁液,浇注温度选择1370~1427℃,并快速浇注,浇注速度可按表5⁃60选取。
表5⁃60 减压冒口铸件的浇注速度

注:上述速度为单个铸件的速度,如果为一箱多件浇注,则浇注速度应与表中速度相匹配。
减压冒口适合用于湿型中铸件模数MC=0.48~2.5cm的铸件,其湿型表面硬度大于85即可。
减压冒口必须采用暗冒口,最好是大气压力冒口。内浇道应尽量通过冒口;内浇道应尽量薄,其截面长度至少应为截面宽度的4倍。
(3)无冒口工艺 无冒口工艺是加压冒口的进一步发展。只要能够保证铁液浇入铸型后马上发生石墨化膨胀,即可完全靠“自补缩”补偿二次收缩,因而不需要冒口。
考虑到实际生产中可能会出现生产条件的波动,为了使补缩更加可靠,可以在铸件重要部位(一般为热节处)安放小的冒口,称之为安全冒口,其体积为铸件体积的2%。安全冒口与铸件之间以细冒口颈相连,冒口颈模数仍按加压冒口的冒口颈设计方法选定,如图5⁃41所示,冒口颈形状可取圆柱形。采用无冒口设计时应满足下列条件:
1)铁液冶金质量高,即析出石墨倾向大。
2)铸件模数大,平均模数应在2.5cm以上。当铁液冶金质量较高的时候,模数可以相应减少。
3)采用高强度、大刚度铸型,例如采用干型、自硬砂型、树脂砂型等。上下箱之间要用螺栓、卡钩等器具牢固锁紧。
4)采用低温浇注,浇注温度控制在1300~1350℃。
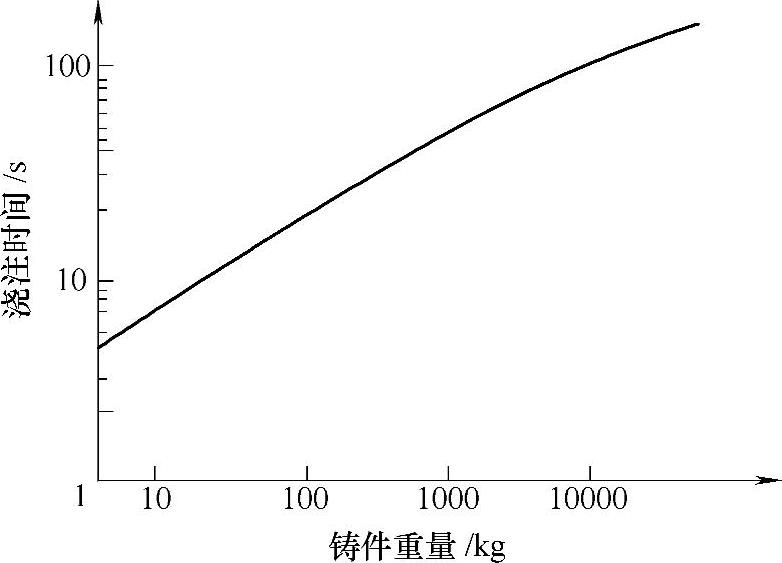
图5⁃46 铸铁件的浇注时间
5)采用快浇,浇注时间按图5⁃46确定。该图适用于球墨铸铁件,对于灰铸铁件,可是当降低浇注时间。快浇而又没有明冒口时,必须采用直径为20mm的出气孔。
6)采用小的扁薄内浇道,分散引入金属液,其厚度一般为13~16mm,宽度和长度为厚度的4倍,截面以矩形为佳。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。