



砂芯的舂砂方向是指制芯时,风枪或工具的捣砂方向。在设计芯盒时,需要考虑砂芯的舂砂方向,以利于制芯时操作方便。设计舂砂方向时,应考虑以下原则:
1)对于体积大且不易翻转的砂芯,其舂砂方向应尽可能与浇注位置中砂芯的摆放位置相一致。这样便可以保证砂芯在修整、烘干、硬化和组装过程中不需要翻转。图3⁃9中1#芯为向下舂砂,紧实后盒内硬化,然后出盒、下芯,避免了砂芯和芯盒的翻转。图3⁃10中1#芯高度为2.7m,给制芯时的舂砂带来困难,制芯时舂砂方向如图所示,砂芯保持直立,芯盒制成三节,先制最下面那一节,然后套上一节芯盒继续舂制第二节,最后套上第三节芯盒,再舂制第三节砂芯,可选用自硬砂,下芯时仍然保持直立状态。
2)对于容易翻转的小砂芯,可以选择利于添砂和舂砂的方向摆放芯盒,并确立舂砂方向,舂砂方向一般指向铸型型面。如图3⁃11所示,几个不同的砂芯中,型面各不相同,可根据具体的铸型型面确定舂砂方向,以利于铸型型面的舂实。

图3⁃9 大支架1#芯的舂砂方向

图3⁃10 缸体1#芯的舂砂方向
3)对于形状对称的回转体或者复杂不利于舂砂的腔体,可将砂芯分半制芯,干燥后将分半的砂芯胶合成整体。如图3⁃12所示,该铸件的内腔砂芯设计时,将其分半,芯盒只做一半芯的芯盒,制芯时做两个相同的半芯,然后胶合形成正芯,这样可以节约芯盒材料,砂芯烘干时变形少,也降低了制芯的难度。舂砂方向如图3⁃12所示,指向两半芯的外表面。(https://www.xing528.com)
4)对于细长的砂芯,可做成整体,不分半,芯盒沿水平中心线分半,做一半,另一半做成一段,制芯时该段与舂砂段同步向前滑动,舂砂方向平行于砂芯的中心线,指向先舂砂的一端。如图2⁃13所示,先从左端开始制芯,舂实一段,上芯盒移动一段,直至左端。舂砂方向如图2⁃13中所示。

图3⁃11 床身中几个小砂芯的舂砂方向
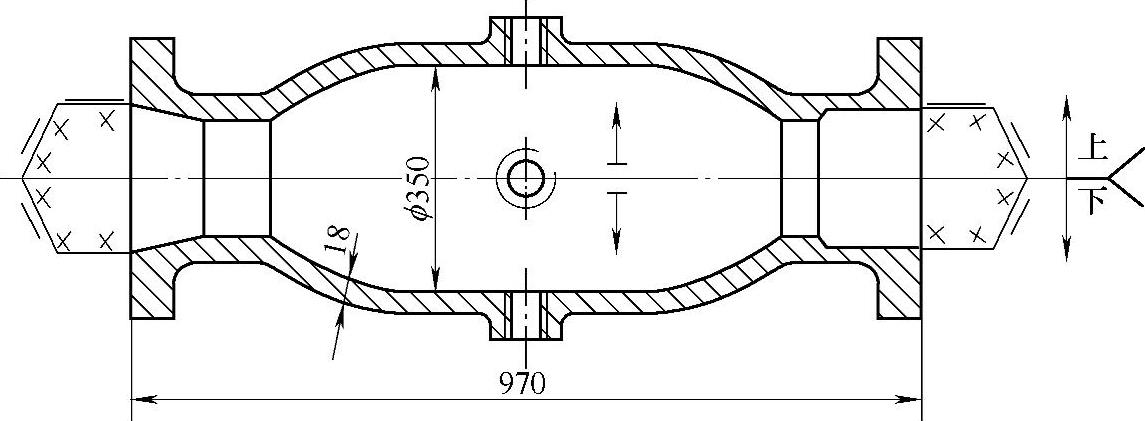
图3⁃12 壳体内腔砂芯的分半
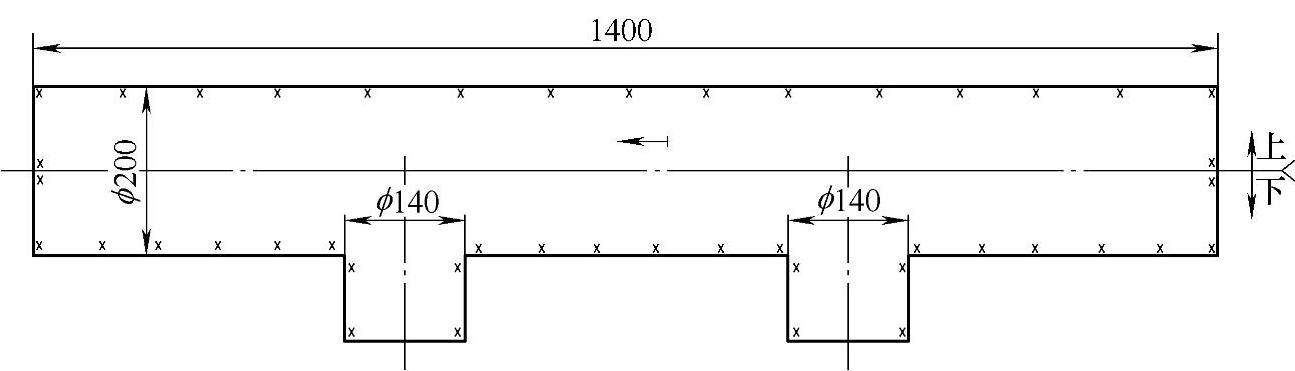
图3⁃13 细长芯的制芯及舂砂方向
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。