



一般在合型过程中,分型面上下的砂箱之间都需要紧固,通常采用螺栓或专用卡具来进行紧固,以防止抬型和跑火等现象的发生。但是在有些情况下往往采用压铁来代替上述螺栓和专用卡具,如地坑造型、特大型铸件的铸造、临时无卡具砂箱的铸造,以及为了提高合型效率的一些批量型小型铸件的生产。
1.压铁的放置方法
对于中小型铸件,压铁直接放置于砂箱的上部即可,但是对于地坑造型和特大型铸件组芯造型的情况,一般不直接放置于铸型或砂芯的上部,以防止压坏铸型或砂芯,可先放置垫铁,垫铁上放置压梁,压梁上再放置压铁,如图2⁃15所示。
2.压铁重量的计算
金属液充型后,上型所受到的抬型力主要是浮力F,其计算公式为
F=ρAHg (2⁃2)
式中 F——上型所受到金属液的浮力(N);
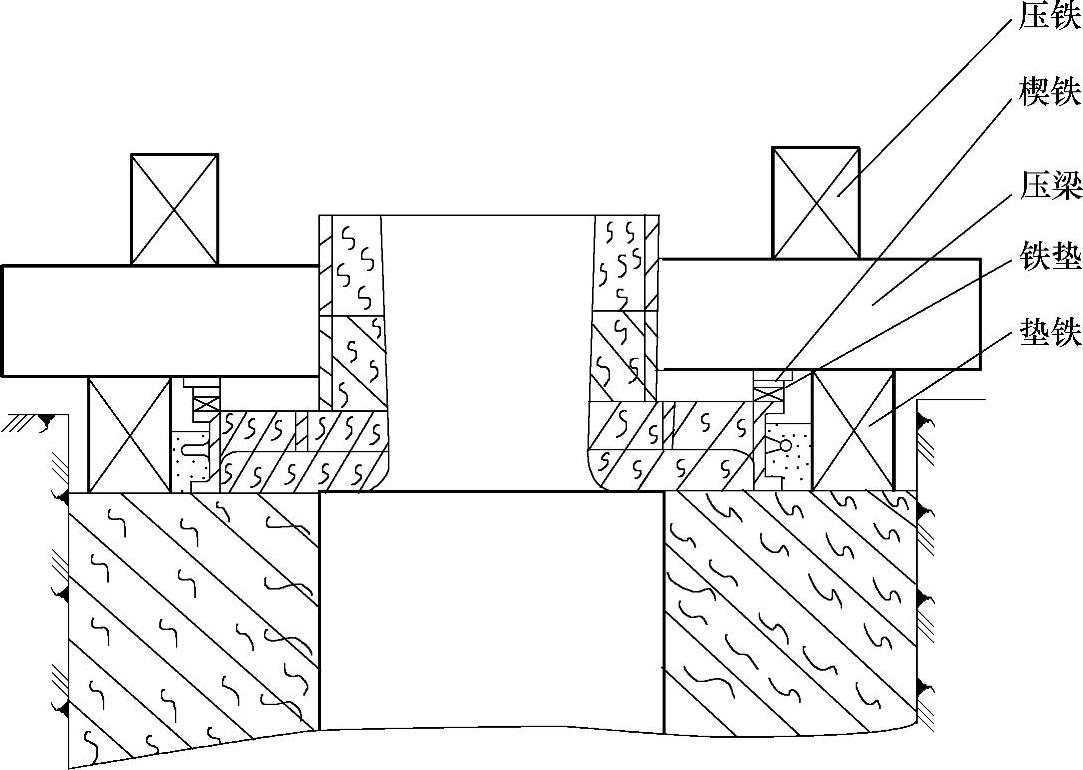
图2⁃15 压铁的放置
ρ——金属液密度(kg/m3);
A——上型接触金属液的垂直投影面积(m2);
H——浮力承受面(一般可选分型面)至金属液最高处(如冒口顶面)距离(m);
g——重力加速度(m/s2),g=9.8m/s2。
实际充型过程后期,金属液对上型有一个冲击的作用,因此实际抬型力要大于F,用Q来表示抬型力,压铁的质量等于Q/g,为了保险起见,在考虑Q的时候,上型的自重可以不计算在压铁重量之中,计算浮力时,明冒口的水平断面也纳入到上型承受浮力的面积之内,则有
Q=KF=KρAHg (2⁃3)(https://www.xing528.com)
式中 K——安全系数,取1.3~1.5,明冒口取1.3,暗冒口取1.5。
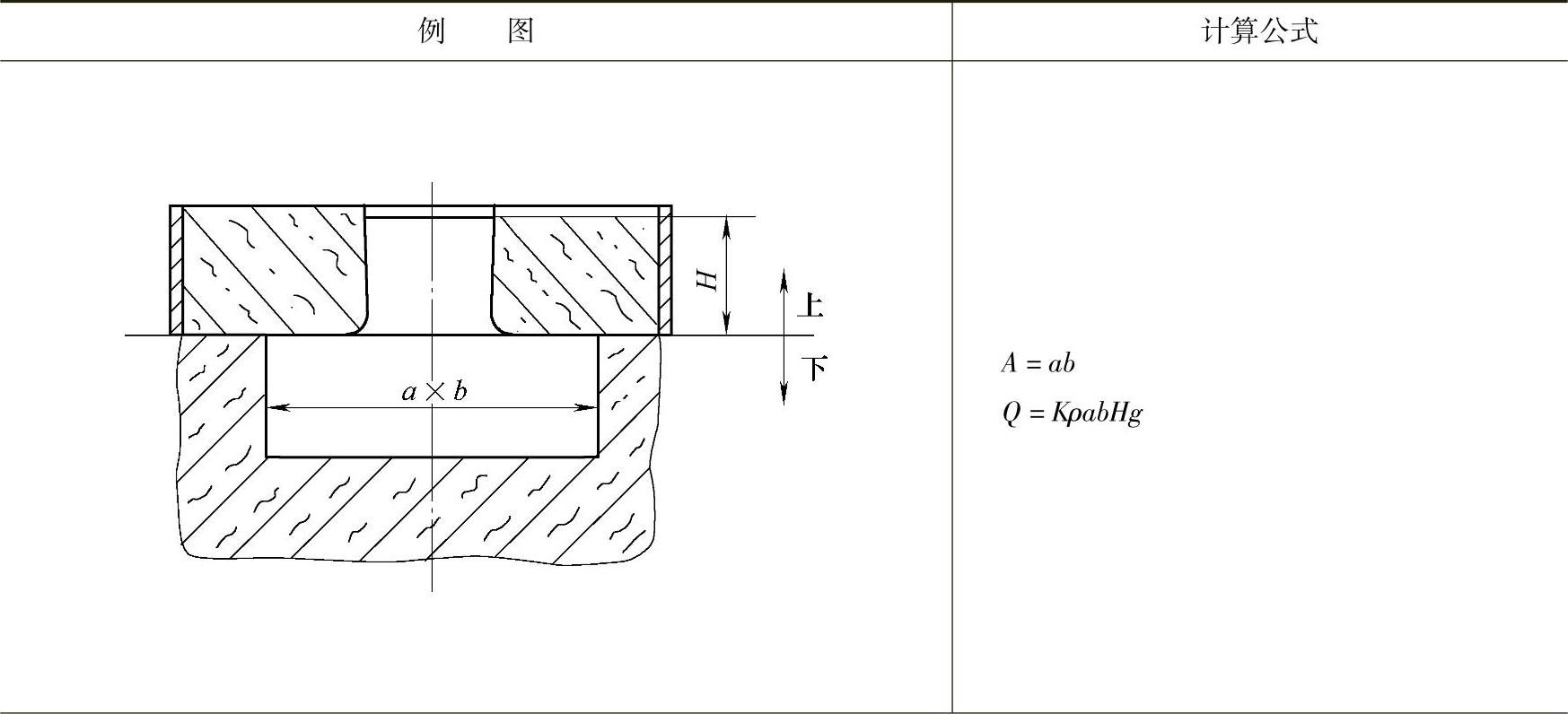
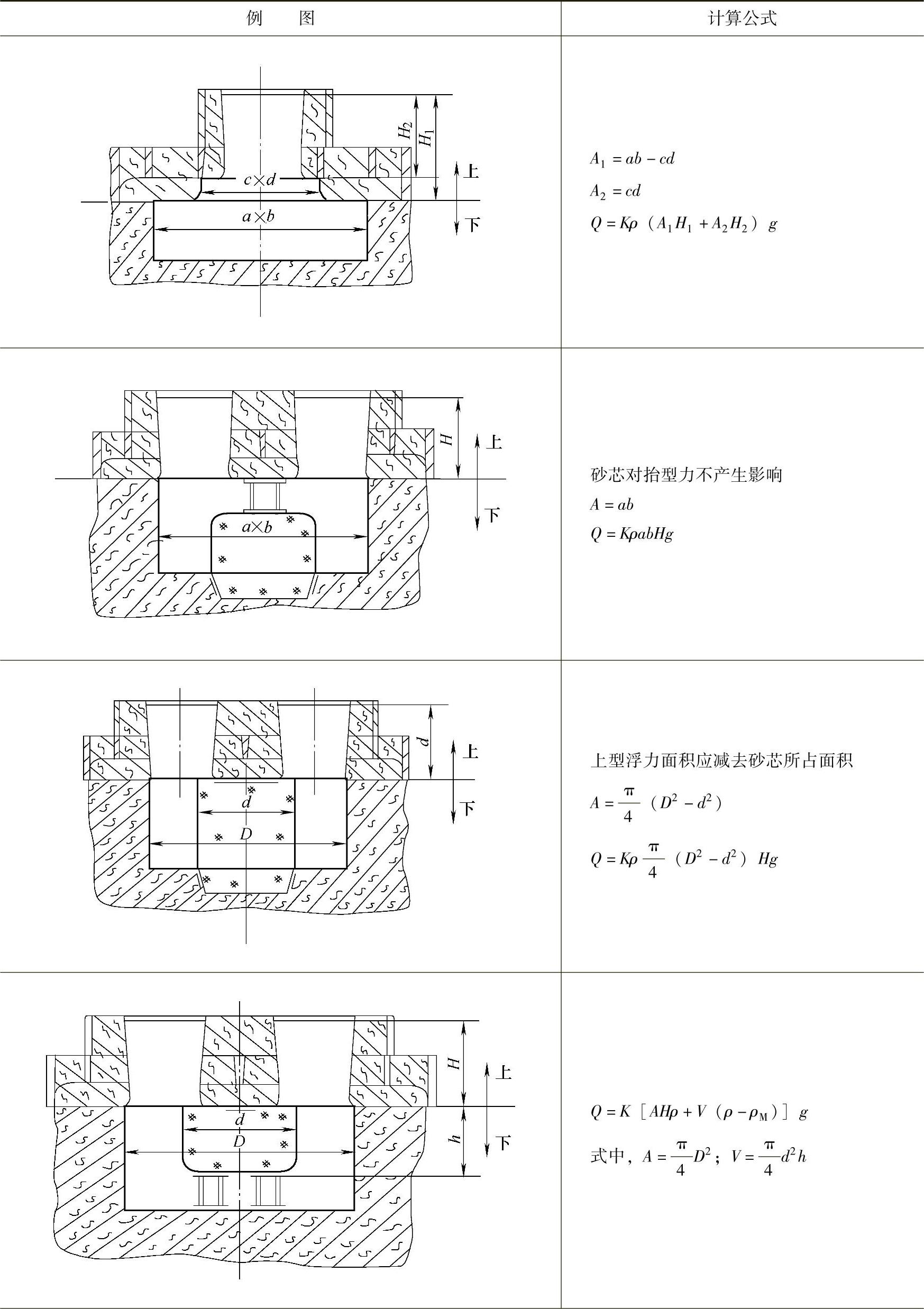
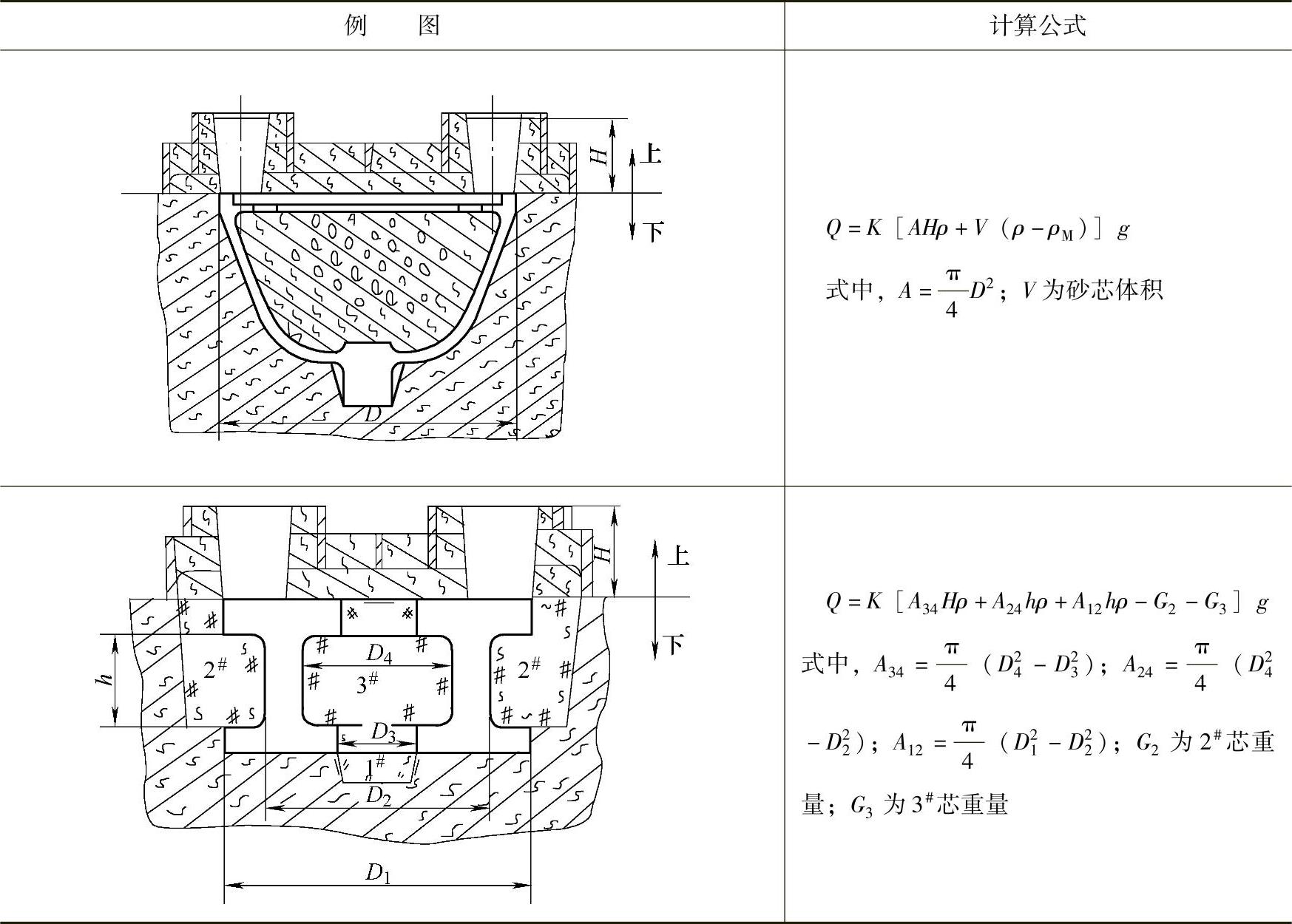
对于不同的型腔结构,抬型力有所不同,表2⁃29给出几种情况下抬型力的计算公式。
表2⁃29 抬型力的计算公式
(续)
(续)
3.压铁卸载时间的计算
铸件浇注后,应按一定的时间卸载压铁,卸载时间太迟,会增加铸件在凝固冷却中的内应力,产生裂纹。这对结构复杂的薄壁铸件和合金钢铸件尤为重要。卸载时间太早,铸件容易抬型和跑火。大型铸件卸载压铁的时间见表2⁃30。
表2⁃30 大型铸件卸载压铁的时间

注:1.需要补浇冒口的铸件,按较满冒口后开始计算时间。
2.如果铸件壁厚不均,有局部厚大处,或铸件上型较高,应适当延长卸载时间。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。