



【摘要】:最小铸出孔和槽是指一些较小的孔和槽,如果采用铸造方法生成,往往会产生尺寸精度和粘砂等问题,最好的处理方法是直接铸死再进行机加工。只有大于临界数值的孔和槽才铸出,那么这一临界值的孔和槽就是最小铸出孔和槽。无法用机械加工生成的内孔,如弯孔、方孔和不规则孔,应该用铸造方法生成,即使是属于最小铸出孔范围之内的孔,可采用水溶芯和陶瓷芯生成。
最小铸出孔和槽是指一些较小的孔和槽,如果采用铸造方法生成,往往会产生尺寸精度和粘砂等问题,最好的处理方法是直接铸死再进行机加工。只有大于临界数值的孔和槽才铸出,那么这一临界值的孔和槽就是最小铸出孔和槽。最小铸出孔尺寸可由表2⁃14~表2⁃16查出。
最小铸出孔和槽及以下的孔和槽如果要铸出,不是一个好的方案,因为该类孔和沟槽如果要铸出,势必要增加芯盒和砂芯,工序上要制芯,还要进行下芯,包括砂芯的定位和固定,铸后还要进行砂芯的清理。这样一来无论是材料的消耗,还是工序和工时方面都是不合算的,结果也不一定理想,可能会出现偏差、清砂难等问题,机械加工出该类孔和槽是最好的方法。
无法用机械加工生成的内孔,如弯孔、方孔和不规则孔,应该用铸造方法生成,即使是属于最小铸出孔范围之内的孔,可采用水溶芯和陶瓷芯生成。清理时,水溶芯在水中清理掉;陶瓷芯在除芯时,先尝试一般的清理方法,如果一般方法无法去除时,可采用专门的陶瓷芯去除方法去除,具体的工序包括:预热、碱槽或压力碱釜内脱芯、清洗和中和。
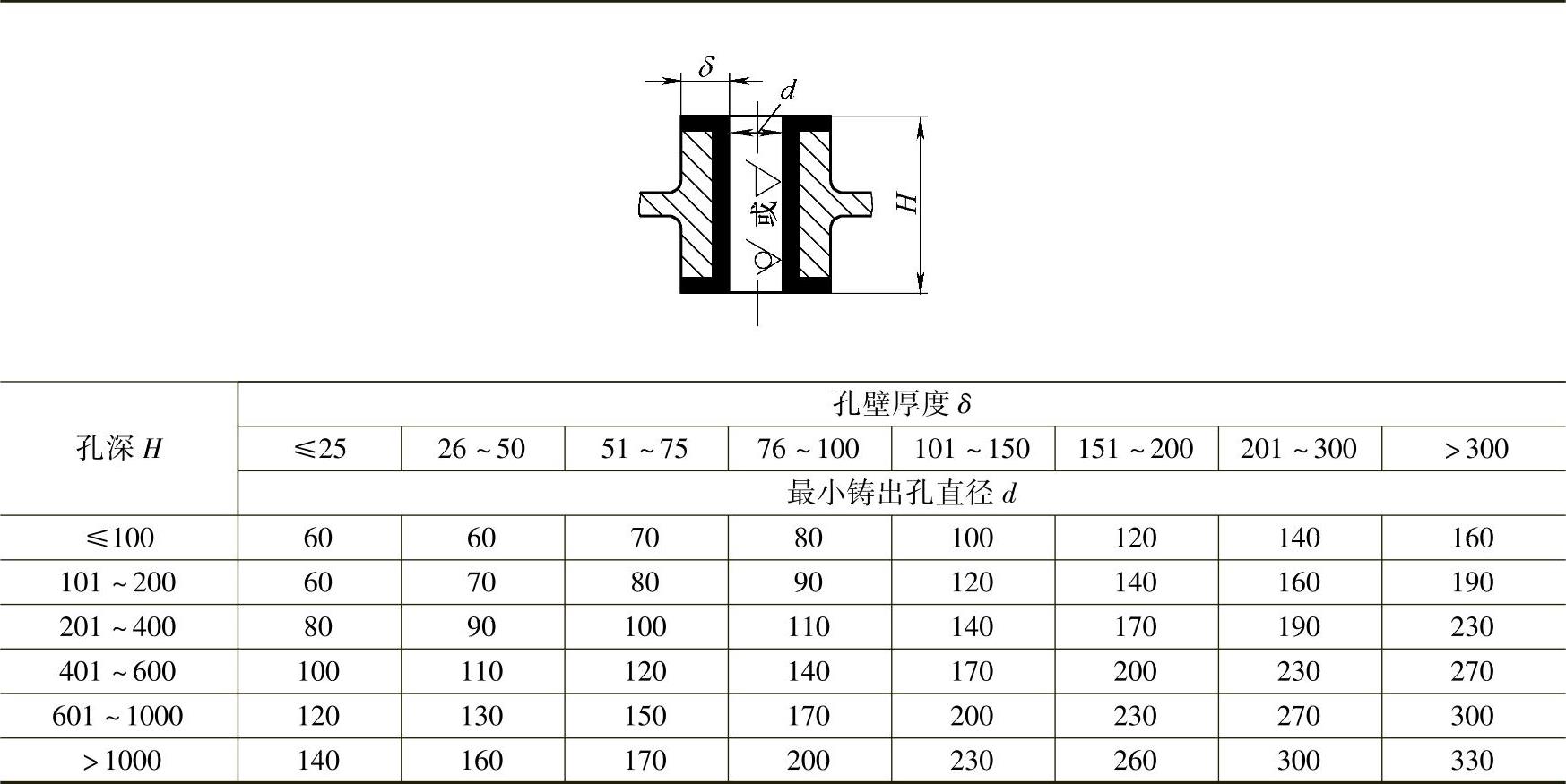
表2⁃14 铸钢件的最小铸出孔尺寸 (单位:mm)
 (https://www.xing528.com)
(https://www.xing528.com)
表2⁃15 铸铁件的最小铸出孔尺寸 (单位:mm)

表2⁃16 有色合金铸件的最小铸出孔尺寸 (单位:mm)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。