



机械加工余量是指毛坯状态铸件在加工表面上留出的、准备用机械加工的方法去除的铸件表层厚度。机械加工余量由GB/T 6414—1999《铸件 尺寸公差与机械加工余量》进行规范,机械加工余量值应处于一个适宜的范围,过大则耗费机加工时间,过小则容易出现黑皮现象。机械加工余量由两部分构成,一部分是CT分值,另一部分是RMA,即“要求的铸件机械加工余量”,如图2⁃3~图2⁃5所示,分别为内表面、外表面和单侧机械加工余量示意图。在这三幅图中,R为铸件毛坯的基本尺寸,F为最终形成的机械加工后的尺寸,CT为铸件尺寸公差,RMA为要求的机械加工余量,具体值见表2⁃6和表2⁃9。表2⁃9涉及铸件具体的机械加工余量等级,该等级可分为由A至K的10个等级,可根据表2⁃10来确定。
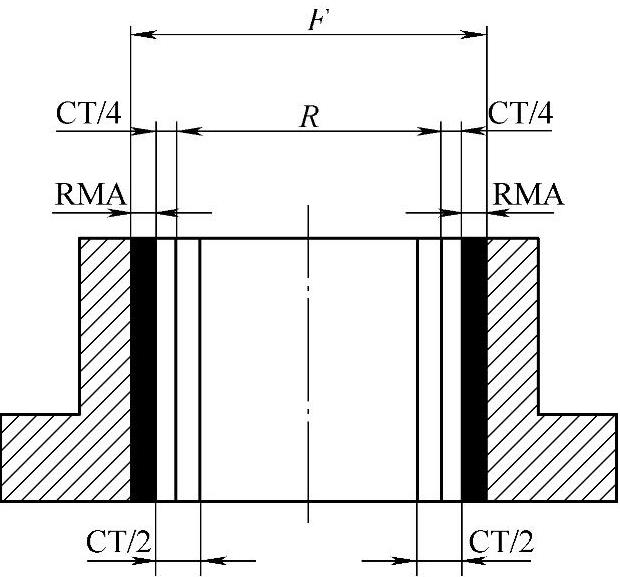
图2⁃3 内表面机械加工余量示意图
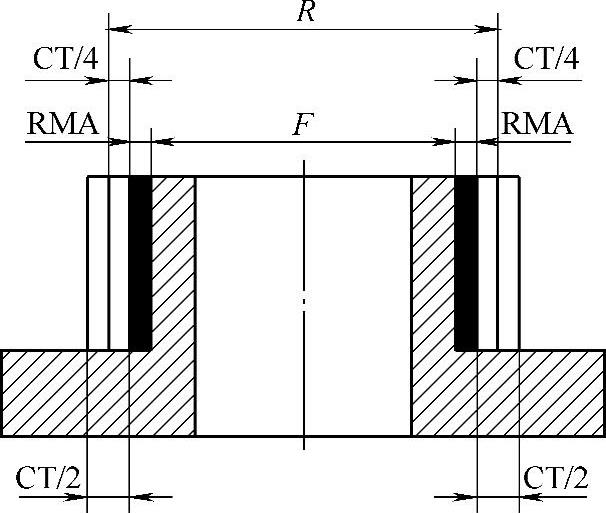
图2⁃4 外表面机械加工余量示意图
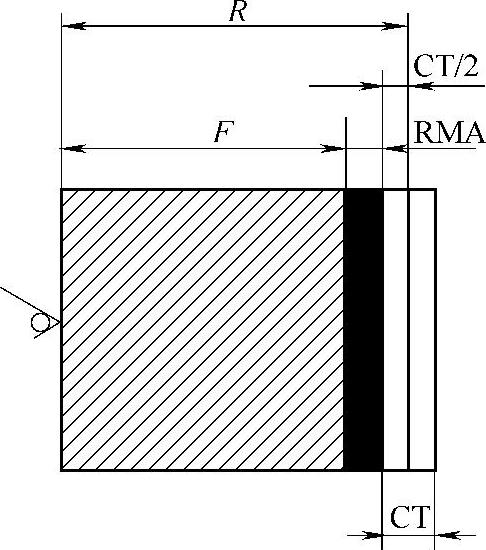
图2⁃5 单侧机械加工余量示意图
表2⁃9 要求的铸件机械加工余量(RMA) (单位:mm)
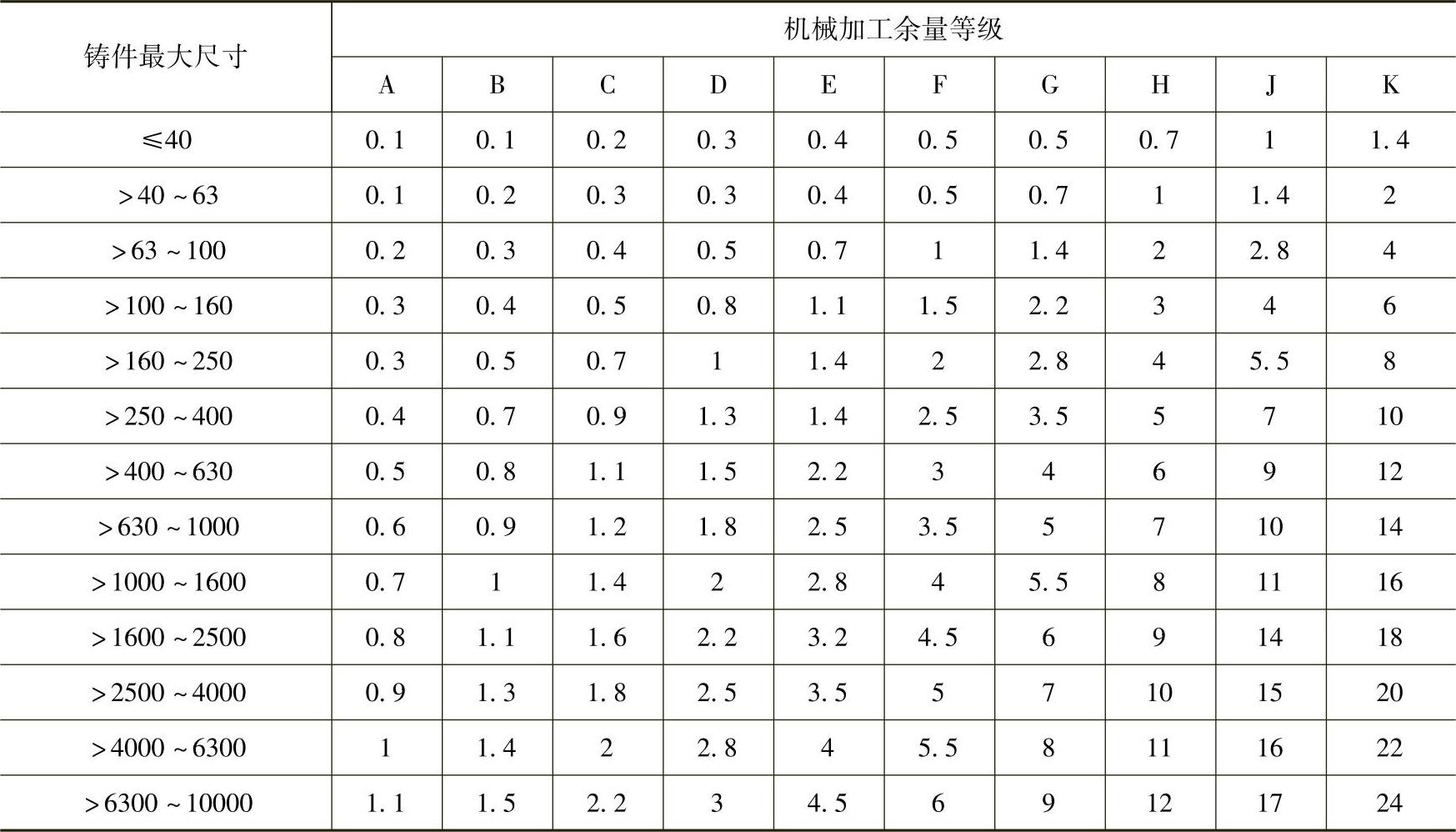
注:铸件最大尺寸是指铸件最终机加工后的最大轮廓尺寸。A和B等级仅用于特殊场合。(https://www.xing528.com)
表2⁃10 毛坯铸件的机械加工余量等级
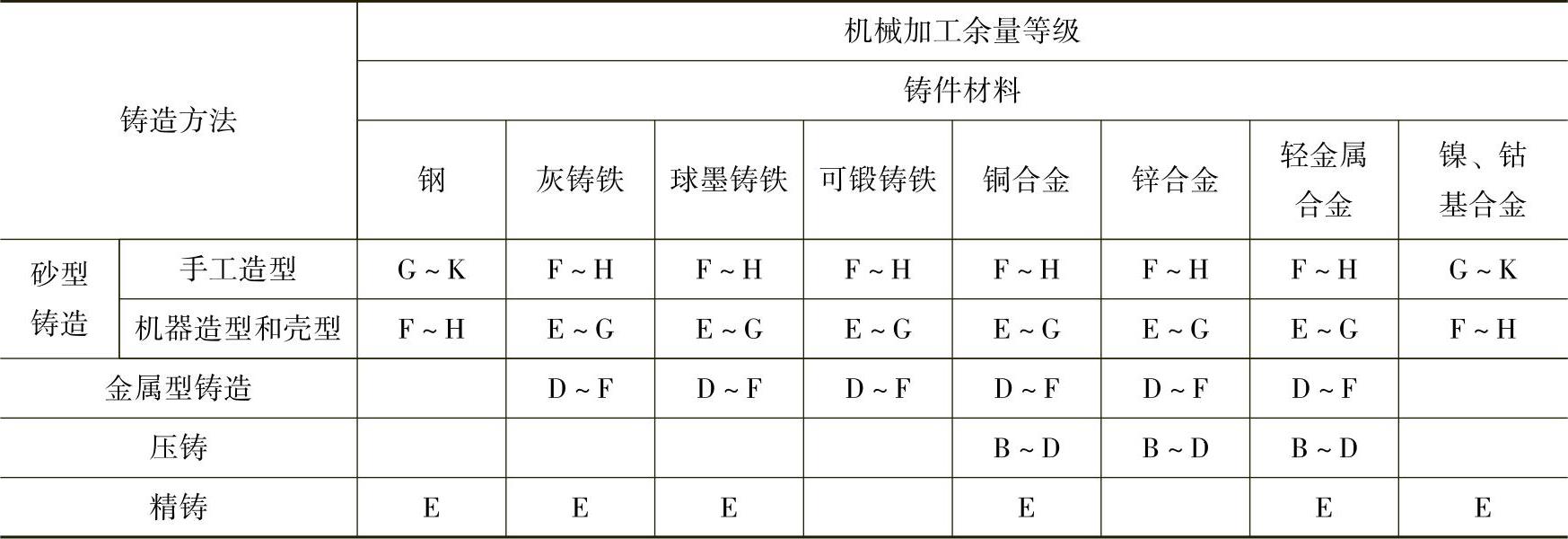
与铸件的尺寸公差一样,在编写企业铸造工艺设计手册时,铸件的加工余量也可以分别编写,对于铸钢工艺,可选取上述表格中与铸钢件相关的数据来编写。例如对于铸钢件的手工造型砂型铸造,可由表2⁃10选取机械加工等级G~K,然后根据铸件的尺寸公差等级确定G~K中的具体等级,假如铸件的尺寸公差等级为CT11级,可对应选取G级,然后在表2⁃9中选取对应的RMA值,再加上对应的CT值分量,即可得到所求的加工余量。
实例1 某铸钢件如图2⁃2所示,其中铸件的加工后尺寸为340mm,为小批量生产,采用手工砂型铸造,要求尺寸公差等级是CT14级。确定加工余量的方法如下:首先根据表2⁃6,查出其CT值为16mm,根据铸件为小批量生产,采用手工砂型铸造,查表2⁃10,确定其机械加工余量等级是J级,由表2⁃9查得RMA值是7mm,最后确定该铸件图示尺寸的机械加工余量为16mm/4+7mm=11mm。
实例2 某灰铸铁件如图2⁃3所示,其中铸件的加工后尺寸为270mm,为大批量生产,最大尺寸是460mm,采用砂型铸造机器造型,要求尺寸公差等级是CT10级。确定加工余量的方法如下:首先根据表2⁃6,查出其CT值为4.4mm,根据生产要求,确定表2⁃10中的机械加工余量等级是F级,由表2⁃9查得RMA值是3mm,最后确定所求的机械加工余量为4.4mm/4+3mm=4.1mm,取整,最终确定该铸件图示尺寸的机械加工余量是5mm。
实例3 某铸铜熔模铸件如图2⁃4所示,其中铸件的加工后尺寸为190mm,最大尺寸也是190mm,采用硅溶胶做黏结剂,要求尺寸公差等级是CT5级。确定加工余量的方法如下:首先根据表2⁃6,查出其CT值为0.7mm,根据生产要求,确定表2⁃10中的机械加工余量等级是E级,由表2⁃9查得RMA值是1.4mm,最后确定该铸件图示尺寸的机械加工余量为0.7mm/4+1.4mm=1.575mm,取整,最终确定该铸件图示尺寸的机械加工余量是2mm。
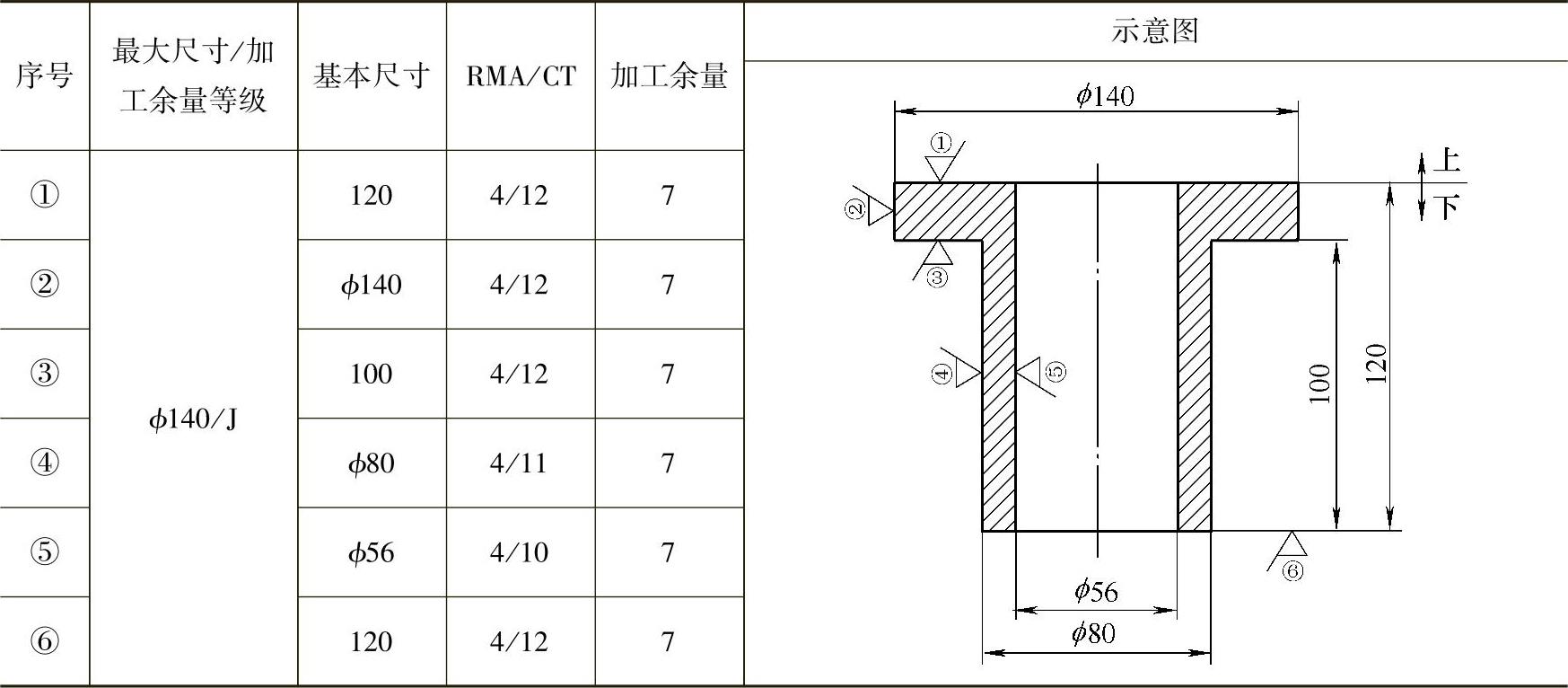
实例4 表2⁃11中图例所示铸件的材料牌号为ZG230⁃450,为小批量生产,采用手工砂型铸造,要求尺寸公差等级是CT14级。该铸件的机械加工余量设计见表2⁃11。
表2⁃11 实例4机械加工余量设计 (单位:mm)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。