



1.氧气切割
(1)氧乙炔气割 氧乙炔火焰的最高温度可达3300℃,对被切割金属表面加热速度较快,根据被切割件的厚度,选择不同规格的割炬和割嘴进行气割,可以获得良好的切割质量。乙炔燃烧速度非常快,(在空气中为4.7m/s,在氧气中为7.5m/s),回火速度也非常快。氧乙炔气割在工业生产中应用很广泛,可以采用手工气割、机械气割和全自动气割等。用氧乙炔气割的金属材料厚度范围为3~500mm。
(2)氧丙烷气割 丙烷是石油工业的副产品,在氧丙烷气割工艺中,燃气是丙烷(C3H8),相对分子质量为44.094,密度为1.96kg/m3,每克分子的燃烧热低于乙炔,火焰的温度较低而且分散。丙烷在纯氧中完全燃烧时的化学反应式为:
C3H8+5O2→3CO2+4H2O
(丙烷)(氧)(二氧化碳)(水)
从化学反应式中可以看出,1体积的丙烷完全燃烧,理论上需要5个体积氧。当丙烷在空气中燃烧时,只需3.5个体积的氧即能形成中性火焰,火焰的温度为2520℃,氧化焰的温度高达2700℃。气态总热值为104.4MJ/m3(51.2MJ/kg)。
丙烷的点火温度为580℃,大大高于乙炔的点火温度(335℃),氧丙烷中性火焰燃烧速度为3.9m/s,是乙炔燃烧速度的1/3。回火危险性比较小,爆炸范围也较窄,与氧气混合爆炸范围为2.3%~9.5%,比乙炔窄得多,所以,氧丙烷气割安全性大大高于氧乙炔气割。
氧丙烷气割火焰温度适中,如果气割参数选择合理,气割面的上缘无明显烧塌现象,气割面的下缘不发生挂渣现象,气割面的粗糙度也优于氧乙炔焰气割。
氧丙烷焰气割的不足之处是火焰温度较低,气割预热时间略长于氧乙炔焰气割。气割耗氧量略高于氧乙炔焰气割,但是,总的气割成本远低于氧乙炔焰气割。因此,是值得推广的既安全,又经济的一种热气割方法。
(3)氧丙烯气割 在氧丙烯气割工艺中,燃气是丙烯(C3H6),相对分子质量为42.078,总热值(88.3MJ/m3)虽然比丙烷低,但火焰温度比丙烷稍高(2870℃)。丙烯在纯氧中完全燃烧时的化学反应式为:
C3H6+4.5O2→3CO2+3H2O
(丙烯)(氧)(二氧化碳)(水)
由上式可以看出,1个体积的丙烯完全燃烧理论耗氧量为4.5个体积,在空气中燃烧形成中性火焰的实际耗氧量为2.6个体积。中性火焰温度为2870℃。
由于丙烯的耗氧量低于丙烷,火焰的温度又比较高,但是,丙烯与氧混合爆炸范围为2.1%~52.8%,介于乙炔和丙烷之间,所以,也曾用于气割燃气。
2.氧熔剂切割
氧熔剂切割是在普通氧气切割过程中,同时向切割区加入熔剂(铁粉、铝粉矿石粉末等),利用它们在切割过程中的燃烧、造渣或冲刷作用实现切割的一种特殊切割法。
氧熔剂切割可分为三种:氧金属粉末切割、氧金属粉末熔化切割、氧矿石粉末切割等。
(1)氧-金属粉末切割 利用送入气割反应区的金属粉末,在氧气中燃烧产生的附加热量及所生成的低熔点氧化物的稀释熔渣作用,改善了切口处熔渣的流动性,及时排除切割熔渣,使切割氧不断地与被切割金属发生反应以实现切割。氧-金属粉末切割示意图见图9-1。
(2)氧-金属粉末熔化切割 利用送入气割区的金属粉末,在氧气中燃烧的热量来补充预热火焰的加热作用,使被切割材料熔化,并且借助燃烧生成的低熔点氧化物的稀释熔渣作用,排除熔渣实现切割。氧-金属粉末熔化切割示意图见图9-2。
(3)氧-矿石粉末切割 在切割过程中,通过向切割反应区连续不断地送进矿石粉末(硅砂),利用矿石粉末的高速冲刷作用和氧气流的动能来排除高熔点的熔渣,使切割氧不断地与被切割金属发生反应,从而实现连续切割。氧-矿石粉末切割示意图见图9-3所示。
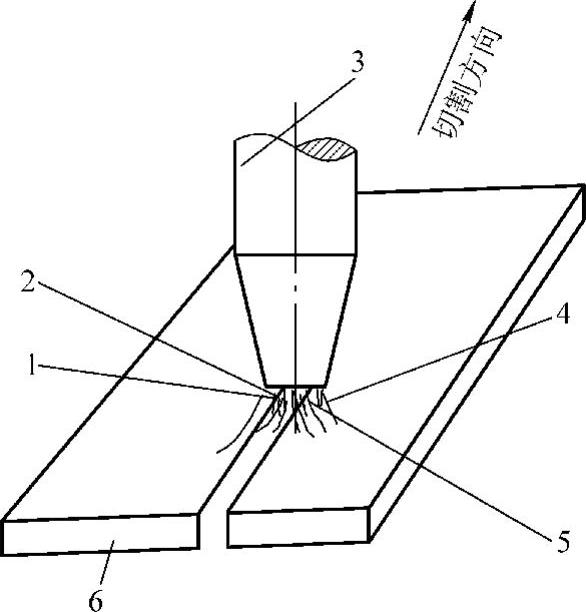
图9-1 氧-金属粉末切割示意图(https://www.xing528.com)
1—切割氧流 2—火焰焰芯 3—割炬 4—预热火焰 5—金属粉末流 6—工件
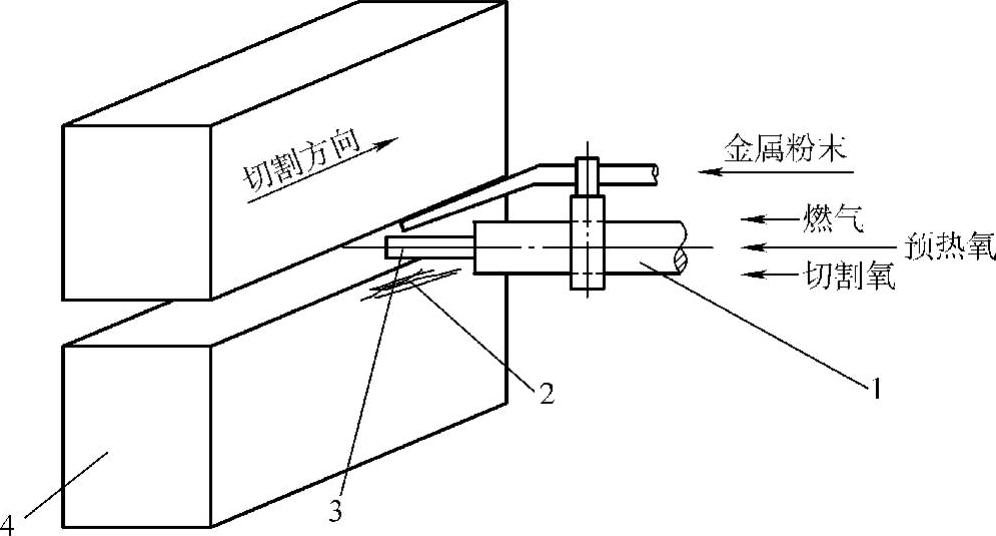
图9-2 氧-金属粉末熔化切割示意图
1—割炬 2—预热火焰 3—切割氧流 4—工件(如混凝土)
氧-金属粉末切割和氧-矿石粉末切割适宜铬、铬镍不锈钢、铸铁和铜及其合金等某些有色金属的切割。利用熔剂产生的热量、低熔点氧化物或冲刷作用等,来消除气割形成的高熔点氧化铬、氧化铝等薄膜,使切割氧不断与被切割的材料产生燃烧反应。
氧-金属粉末熔化切割,主要用于混凝土、岩石等非金属材料的切割和打孔。
氧熔剂切割的特点:
1)用氧熔剂切割金属能力大,可切割1300mm厚的不锈钢锭,在切割100mm以上的不锈钢等金属,具有一定的实用价值。
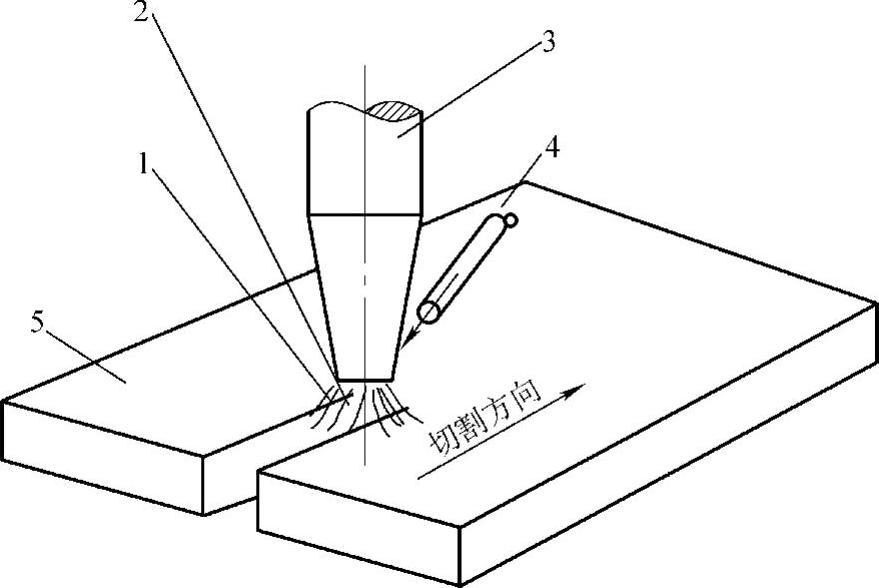
图9-3 氧-矿石粉末切割示意图
1—预热火焰 2—切割氧流 3—割炬 4—矿石粉末-空气流 5—工件
2)切割设备较简单,不需要大功率的电源和耗用大量电能。
3)切割质量好,配备有关设备,可进行各种形状零件的切割。
3.氧矛切割
氧矛切割是利用在钢管中通入氧气流对金属进行切割的方法。切割开始时,首先将切割处用火焰预热到燃点,然后将钢管一端紧贴在该部位,并在钢管中通入氧气流,使钢管及工件燃烧,并排除熔渣,形成切口。氧矛切割示意图见图9-4。
氧矛穿孔也被称为火焰穿孔:将工件的待穿孔部位用预热火焰局部加热到燃点或熔点,然后将内通氧气的管子顶在该部位,利用金属在氧气中燃烧所产生的热量,使工件燃烧或熔化,并利用氧气流的动能来排除熔渣而形成贯穿的孔,将一个个穿孔连成一条切口就可把工件割开,如图9-4所示。
氧矛切割的主要用途:
1)熔炼炉出料口的开孔。
2)大厚度金属件的开孔。
3)大厚度铸件浇冒口和钢锭的割断(用连续穿孔的办法)。
4)混凝土和岩石等的打孔和分割。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。