



【摘要】:4)采用局部通风或小型通风机组等换气方式,其罩口风量、风速,应该根据罩口至焊接作业点的控制距离及控制风速来计算。7)在狭窄、局部空间内焊接、切割时,应采取局部通风换气措施,防止工作空间内集聚有害或窒息气体伤人,同时,还要设专人负责监护焊工的人身安全。8)焊接、切割作业,如遇到粉尘和有害烟气又无法采用局部通风措施时,要选用送风呼吸器。
1)应根据焊接作业环境、焊接工作量、焊条(剂)种类、作业分散程度等情况,采取不同通风排烟尘措施,(如全面通风换气、局部通风、小型电焊排烟机组等)或采用各种送气面罩。以保证焊工作业点的空气质量符合GBZ/T 160.40—2004~GBZ/T 160.24—2004中的有关规定。要避免焊接烟尘气流经过焊工的呼吸带。
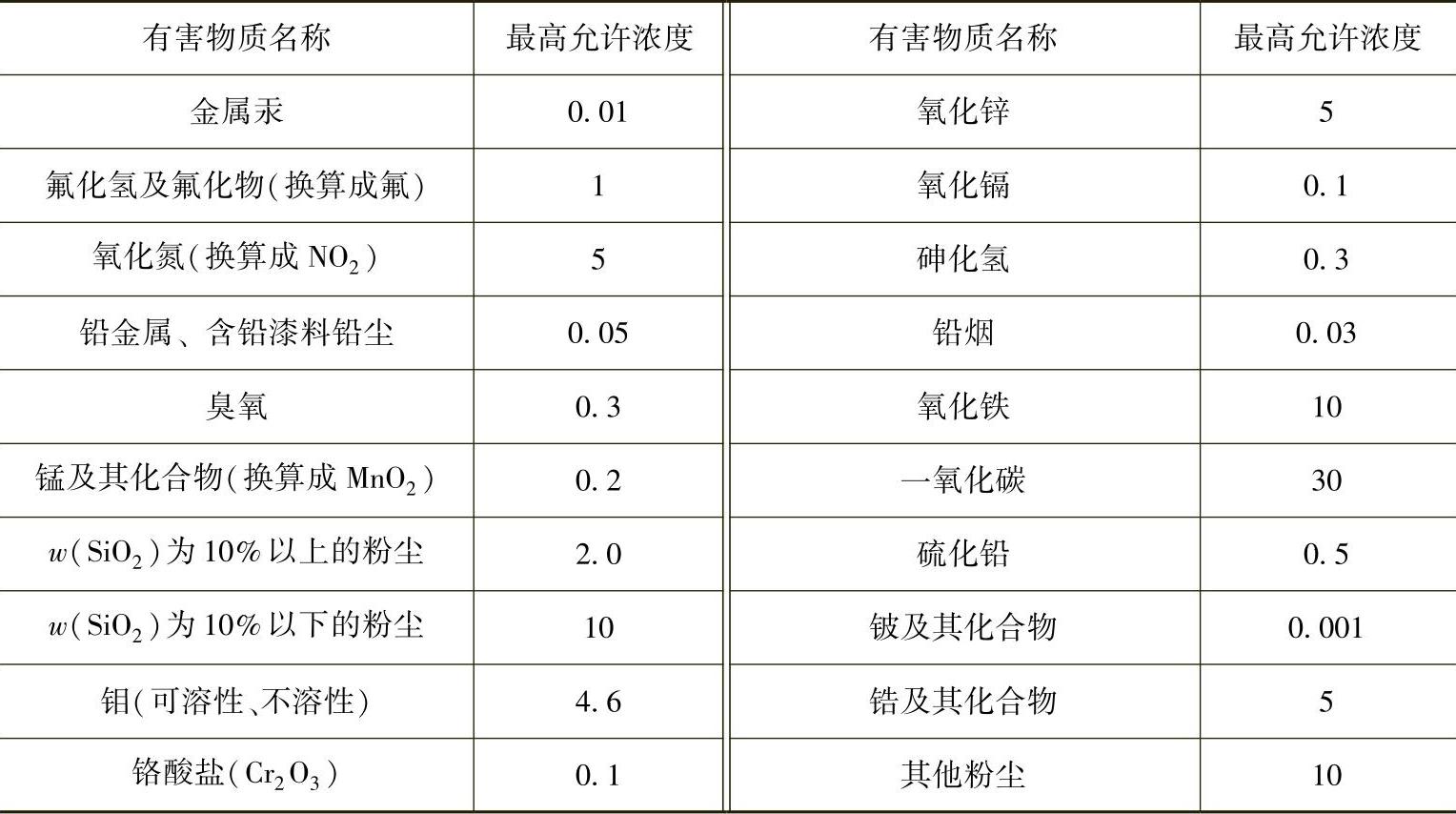
2)当焊工作业室内高度(净)低于3.5~4m,或每个焊工工作空间小于200m3时,当工作间(室、舱、柜等)内部结构影响空气流通,而使焊接工作点的烟尘、有害气体浓度超过表8-2规定,应采用全面通风换气。
表8-2 车间空气中有害物质的最高允许浓度 (单位:mg/m3)
3)全面通风换气量保持每个焊接工作间为57m3/min的通风量。
4)采用局部通风或小型通风机组等换气方式,其罩口风量、风速,应该根据罩口至焊接作业点的控制距离及控制风速来计算。罩口的风速应大于0.5m/s,并使罩口尽可能接近作业点,使用固定罩口时的控制风速不少于1~2m/s。罩口的形式应结合焊接作业点的特点。(https://www.xing528.com)
5)采用抽风式工作台,其工作台上网络筛板上的抽风量应均匀分布,并保持工作台面积抽风量每平方米大于3600m3/h。
6)焊炬上装的烟气吸收器,应能连续抽出焊接烟气。
7)在狭窄、局部空间内焊接、切割时,应采取局部通风换气措施,防止工作空间内集聚有害或窒息气体伤人,同时,还要设专人负责监护焊工的人身安全。
8)焊接、切割作业,如遇到粉尘和有害烟气又无法采用局部通风措施时,要选用送风呼吸器。
9)通风除尘设施,保证工作地点环境的机械噪声值不超过声压85dB。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。