



1.梁、柱焊接其他缺陷的产生原因
(1)纵向收缩变形 对于长细梁和柱,纵向焊缝引起杆件的纵向收缩,一般工字形杆件的角焊缝尺寸越大或箱形杆件棱角焊缝的坡口越大,产生的纵向收缩变形越大;焊接热输入越大,则产生的纵向收缩变形越大;焊缝长度越长,产生的纵向收缩变形越大。单道焊缝纵向收缩量可由下式进行粗略计算:
式中 AH——焊缝截面面积(mm2);
A——杆件截面面积(mm2);
ΔL——焊接纵向收缩量(mm);
L——杆件长度(cm);
kl——系数,与焊接方法和杆件材质有关,可以从表7-2中查得。
表7-2 纵向焊接收缩量系数kl

多层焊的纵向收缩量的计算方法是,将上式中的焊缝截面面积AH改为一层焊缝金属的截面面积,并将计算所得的纵向收缩量乘以系数k2即可,其中:
k2=1+85εsn(https://www.xing528.com)
式中 εs=σs/E;
n——焊缝层数。
对于两边有相同焊脚尺寸的T字接头角焊缝的构件,焊接收缩量的计算方法是,将由一条焊缝计算所得的数值再乘以系数1.15~1.40,即为该构件的纵向焊接收缩量。
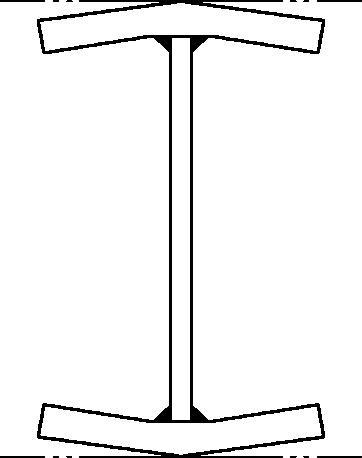
图7-25 工字梁盖板的角变形
(2)盖板的角变形 在焊接工字梁时,往往会发生盖板的角变形,如图7-25所示,产生角变形的根本原因是焊接产生的横向收缩变形在钢板厚度方向上的不均匀分布所致,焊缝面钢板所产生的收缩量大,焊缝背面钢板产生的收缩量小。焊接热输入越大,产生的盖板角变形越大。如果腹板开坡口或要求熔透焊接,则产生的盖板角变形更大。
2.梁、柱焊接其他缺陷的防止措施
(1)纵向收缩变形的防止措施 对于梁、柱焊接产生的纵向收缩变形,一方面,从设计上尽量减小焊缝尺寸或坡口深度,以减小焊接量。另一方面,焊接时应注意焊接顺序,防止因焊接变形太大造成火焰修整时引起收缩变形量大。在钢板下料时,梁的长度方向应预留足够的焊接收缩量,避免因收缩量太大造成杆件长度不能满足技术要求。
(2)盖板产生角变形的防止措施 对于工字梁盖板产生角变形的防止措施有:一方面从设计上,尽量减小焊缝尺寸或坡口深度,以便减小焊接量。另一方面,焊接时可以在焊缝背面配合火焰修整,在焊接过程中保持盖板的正反两面受热均匀。第三,采用盖板反变形方法。可以在组装前,将盖板压制反变形,然后组成工字梁后焊接角焊缝,如图7-26a所示;也可以将两根工字梁成对卡固,在盖板间加垫板预制反变形,然后进行焊接,如图7-26b所示。当角焊缝焊接后,所产生的盖板角变形正好与反变形相互抵消。

图7-26 工字梁盖板反变形的焊接
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。