



【摘要】:筒节纵焊缝焊接后形成的环向棱角E,应用弦长等于1/6内径Di,并且不小于300mm的内样板或外样板测量,见图6-6。另外,安装在容器内部与壳壁连接的焊缝,应尽量避开壳体上的主焊缝。内压筒体圆度的测量如图6-7所示。
1.接头错边量的公差
A、B类的焊接接头接缝对准后,错边量b应符合表6-6的规定。筒节纵焊缝焊接后形成的环向棱角E,应用弦长等于1/6内径Di,并且不小于300mm的内样板或外样板测量,见图6-6。
表6-6 筒节及壳体对接错边量的公差 (单位:mm)
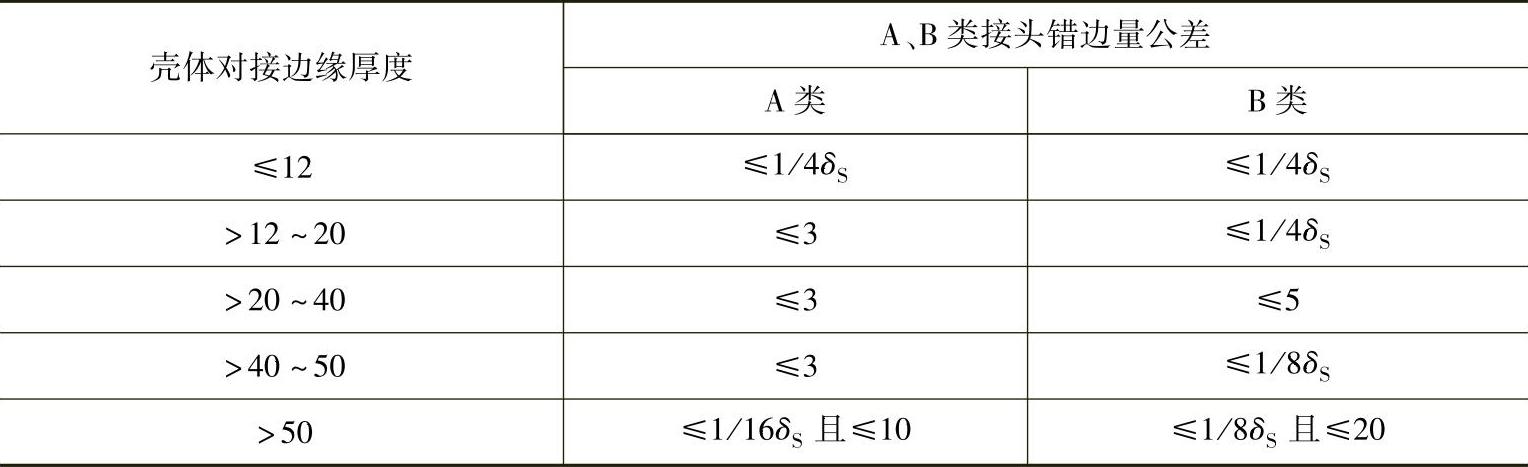

图6-6 筒节环向棱角E的测量方法
2.不等厚壳体的连接
当不等厚的筒节与筒节、筒节与球形封头相连接时,如果较薄的壳体壁厚不大于10mm,其壁厚差超过3mm,以及较薄壳体壁厚大于10mm,其厚度差大于较薄壳体壁厚的30%,或超过5mm时,应将较厚壳壁边缘单面或双面削薄,或采用堆焊的方法将较薄壳体边缘堆高成斜坡。(https://www.xing528.com)
3.筒节的最小长度
每个筒节的长度应不小于300mm,相邻两个筒节的纵焊缝中心间距,以及容器封头拼接的焊缝与相邻筒节的纵焊缝中心间距(以外圆弧长计算),应大于壳体壁厚的3倍,并且不小于100mm。另外,安装在容器内部与壳壁连接的焊缝,应尽量避开壳体上的主焊缝。
4.内压筒体的圆度
圆柱形筒体同一断面上最大内径与最小内径之差e,应不大于该断面名义内径的1%,并且不大于25mm,锻焊容器e应不大于名义内径的0.1%。内压筒体圆度的测量如图6-7所示。

图6-7 内压筒体圆度的测量
当被检断面位于开孔内径的范围之内时,则该断面最大内径与最小内径之差e,应不大于该断面的公称内径Di的1%与开孔内径的2%之和,且不大于25mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。