



【摘要】:在进行锅筒、集箱、管道和厚壁管子等受压部件的焊条电弧焊、气体保护焊、埋弧焊时,应按表6-4进行焊前预热。低合金钢焊件在环境温度低于5℃时,应将焊接部位预热至50℃以上。4)对于直径小于76mm、壁厚小于13mm的低合金钢管对接接头,当采用熔化极气体保护焊焊接时,如果焊接过程是连续进行,则焊前可不必预热。6)当采用碳弧气刨法进行清根或清除定位焊缝时,应将焊件预热至高于规定的焊前预热温度50℃。
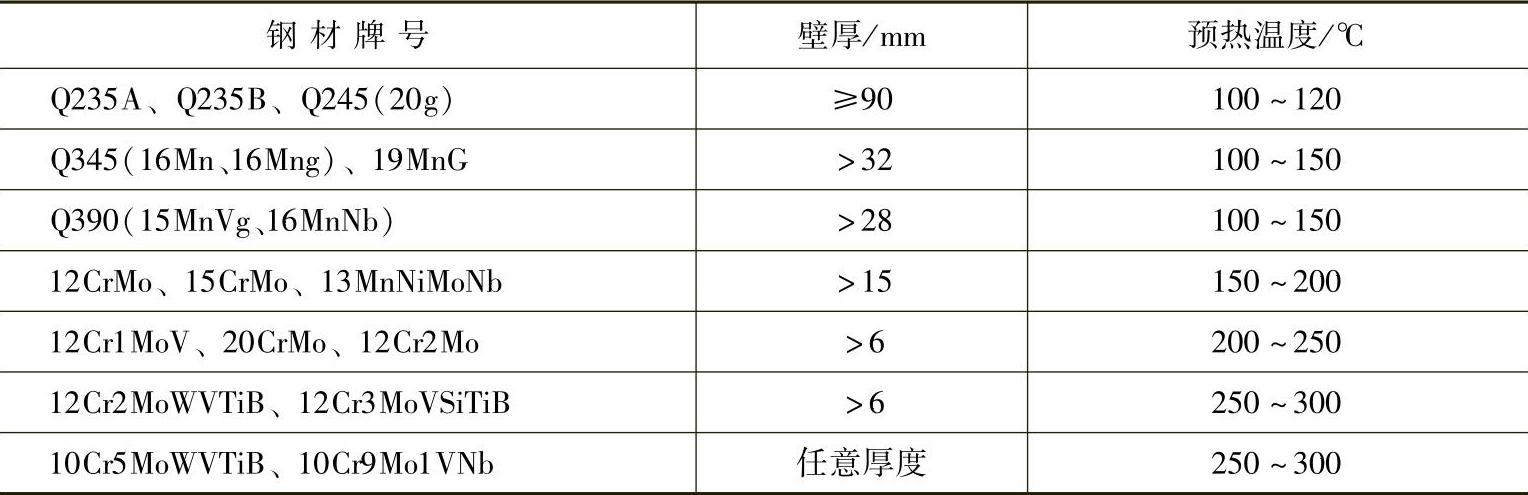
在进行锅筒、集箱、管道和厚壁管子等受压部件的焊条电弧焊、气体保护焊、埋弧焊时,应按表6-4进行焊前预热。
表6-4 锅炉受压部件常用材料的焊前预热温度
此外,在实际生产中,还要遵守下列规定:
1)当碳钢焊件壁厚小于表6-4中所列的,焊接环境温度低于0℃时,应将焊接部位预热至20℃以上。
低合金钢焊件在环境温度低于5℃时,应将焊接部位预热至50℃以上。
2)厚壁锅炉受压部件用钨极氩弧焊焊接打底层焊道时,焊件的预热温度可降低到80~100℃。焊后立即进行焊条电弧焊或埋弧焊连续焊满坡口。(https://www.xing528.com)
3)如果无法按表6-4的规定进行焊前预热时,允许适当降低预热温度,但在焊后必须立即进行焊后热处理,后热的温度及保温时间按相应的工艺规程执行。通常后热温度范围为:150~300℃。
4)对于直径小于76mm、壁厚小于13mm的低合金钢管对接接头,当采用熔化极气体保护焊焊接时,如果焊接过程是连续进行,则焊前可不必预热。
5)焊件最好采用整体预热,如果整体焊件太大,无法进行整体预热时,也可以采用局部预热法,但预热区的宽度在焊缝的两侧不小于焊件厚度的3倍(并且不小于100mm)。厚壁焊件预热时,应保证内外壁预热温度差不大于20℃。
6)当采用碳弧气刨法进行清根或清除定位焊缝时,应将焊件预热至高于规定的焊前预热温度50℃。
7)异种钢接头焊接时,应按碳当量较高的钢种选择预热温度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。