



1.焊前准备
(1)焊件材料 Q235低碳钢板,板厚δ为12mm。
(2)焊件尺寸 尺寸(长×宽×厚)为:300mm×150mm×12mm,共2块,V形坡口。
(3)焊接材料 ER49-1焊丝(H08Mn2SiA),直径为1mm。
(4)焊接要求 对接仰焊单面焊双面成形。
(5)焊接设备 NBC1—300型CO2气体保护焊焊机1台,直流反接。
2.焊件装配
1)清理焊接坡口两侧各30mm范围内的油、污、锈、垢。
2)修磨坡口处钝边为0.5~1mm,由焊接操作者自定。
3)装配间隙。始端为1.5mm,终端为2.0mm,错边量≤1.2mm。
4)定位焊。在焊件两端坡口进行定位焊,定位焊缝长度为10~15mm。
5)预制反变形量≤3°。
3.焊接参数的选择(https://www.xing528.com)
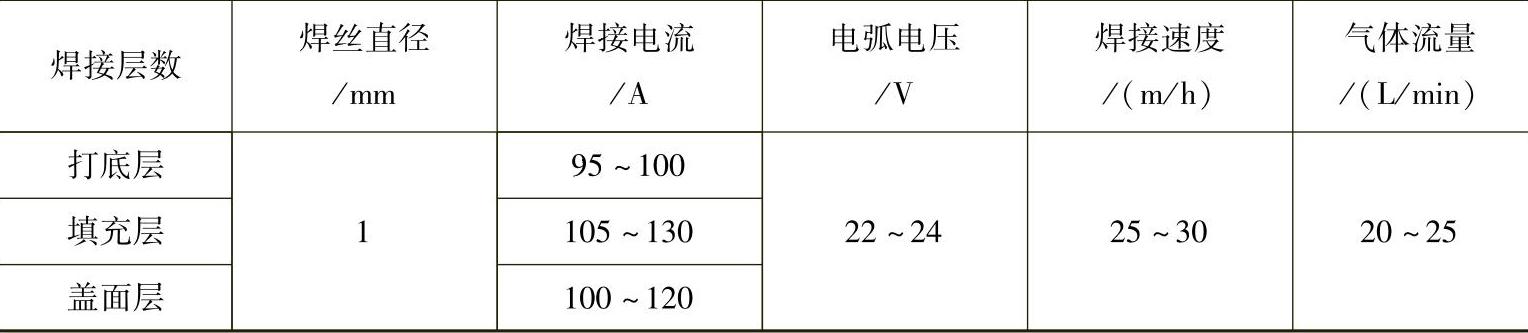
厚12mmQ235钢板CO2气体保护焊对接仰焊的焊接参数,见表2-11。
表2-11 厚12mmQ235钢板CO2气体保护焊对接仰焊的焊接参数
4.焊接操作及注意事项
仰焊时由于熔池金属液体在自重的作用下,要向下流淌,正面焊缝熔化金属容易下坠,背面余高容易出现内凹过大,比较难焊。因此,应该严格控制焊接热输入和冷却速度,采取较小的焊接电流、较大的焊接速度,加大保护气体流量,使仰焊的熔池尽量小些,防止熔化金属下坠,保证焊缝成形美观。
(1)打底层的焊接操作 打底层焊接时,焊枪角度与焊件表面成90°,采用直线移动或小幅度摆动,用短弧从始焊端一侧引弧再移至另一侧在坡口根部形成熔孔,熔孔每侧比坡口根部间隙大0.5~1mm,然后,尽可能的快速移动,利用CO2气体有承托熔池金属的能力,控制电弧在熔敷金属的前方,防止熔化金属向下坠。
(2)填充层的焊接操作 焊接填充层时,焊枪角度与打底层焊相似,焊丝移动的幅度逐步增大,确保坡口两边熔合良好,焊缝不要太厚,越薄熔池金属凝固的越快,填充层总厚度应低于母材表面1mm,保留坡口棱边不得被熔化。
(3)盖面层的焊接操作 焊接盖面层时,焊丝的摆动幅度还要再大些,焊接速度放慢些,使熔池两侧超过坡口棱边1~2mm并且熔合良好,保证焊缝表面美观。
填充层、盖面层采用直线运丝法,盖面层焊接时注意熔合良好,不要产生咬边缺陷。
5.板对接仰焊的外观质量检查
焊缝尺寸参照特种设备安全技术规范TSG Z6002—2010《特种设备焊接操作人员考核细则》规定,仰焊焊缝的外形尺寸应符合:焊缝余高为0~4mm;焊缝余高差≤3mm;焊缝宽度比熔合坡口每侧增宽0.5~2.5mm;焊缝宽度差≤3mm;咬边深度≤0.5mm,焊缝两侧咬边总长度≤焊缝长度的10%;焊件的错边尺寸≤2mm;焊缝背面凹坑[除仰焊位置的板材试件不作规定外,深度不大于25%δ(板厚),且不大于1mm]。
焊件的射线透照应按JB/T4730.2—2005《承压设备无损检测 第2部 射线检测》的标准进行检测,射线的透照质量不低于AB级,焊缝的缺陷等级不低于Ⅱ级为合格。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。