



(一)异种金属的分类
1.按材料分类
异种金属焊接主要分为如下三类:
(1)异种钢的焊接 如珠光体型耐热钢与奥氏体型钢的焊接。
(2)异种有色金属的焊接 如铜与铝、钛与铝的焊接。
(3)钢与有色金属的焊接 如钢与铜、钢与铝的焊接。
2.按焊接接头形式分类
按焊接接头形式分类,也有如下三种:
(1)两种不同金属母材的接头 如铜与铝的接头、钛与铝的接头等。
(2)被焊母材金属相同而采用不同的焊缝金属的接头 如采用奥氏体型不锈钢焊条焊接中碳调质钢的接头等。
(3)复合金属板的接头 如奥氏体型不锈钢复合钢板的接头等。
(二)异种金属焊接的主要问题
异种金属之间除了在合金成分上有差别外,还在冶金、物理、化学以及焊接工艺上有所差别。有的异种金属之间差别还很大,所以,焊接异种金属通常要比焊接同种金属要困难得多。异种金属焊接的主要问题如下:
1)当两种被焊金属的线胀系数如果相差很大时,在焊接过程中会产生很大的热应力,而这种应力又无法消除,最终将导致焊接结构在热应力的作用下,发生破坏。
2)当两种被焊金属的熔化温度相差很大时,在焊接过程中,其中一种金属已经处于熔化状态,而另一种金属还处于固态下。所以,异种金属的熔点相差越大,越难进行焊接。
3)当两种金属的热导率和比热容相差越大时,越难进行焊接。因为热导率和比热容相差越大,会使焊缝的结晶条件变坏,焊缝晶粒粗化严重。
4)当两种被焊金属的氧化性越强,越难进行焊接。因为,在焊接过程中,存在于晶粒间界的氧化物,会降低晶间的结合力,使焊缝产生夹渣和裂纹。
5)由于金属间化合物具有很大的脆性,容易使焊缝产生裂纹,甚至发生断裂。若两种被焊金属之间形成的金属间化合物越多,则越难进行焊接。
6)在焊接过程中,由于熔点低的金属元素容易烧损、蒸发,造成焊缝金属化学成分发生变化,力学性能降低。所以,异种金属焊接时,其焊缝和两种母材金属不容易达到等强度。
7)两种异种金属焊接时,磁性相差越大,焊接电弧越不稳定,焊缝成形也就越差。所以,异种金属的磁性相差越大,越难进行焊接。
8)异种金属的化学成分相差越大,实现优质焊接接头越困难,也就是焊接性也越差。
(三)异种金属的焊接方法
异种金属焊接时,由于选用的焊接方法不同,会得到不同质量和不同性能的焊接接头。因此,异种金属焊接时,正确选择焊接方法是非常重要的。常用的异种金属的焊接方法有:熔焊、压焊和钎焊三大类。
1.异种金属的熔焊
熔焊是指将待焊处的母材金属熔化以后,形成焊缝的焊接方法。
(1)熔焊的特点
1)焊接熔池是被焊母材金属局部熔化而形成的。
2)焊接过程中,通常需要外加填充金属。
3)焊缝金属具有铸造结构。
4)在焊接过程中,不对焊接接头施加压力。
5)适于塑性、脆性异种金属焊接。
6)焊接接头容易产生变形和应力。
7)焊接过程需要用电能转变为热能,或可燃气体燃烧所产生的热量来熔化金属形成焊缝。
(2)熔焊方法的种类 常用的异种金属熔焊方法很多,其中主要有氧乙炔焊、焊条电弧焊、气体保护焊、电渣焊、真空电子束焊、埋弧焊、等离子弧焊和激光焊等。
2.异种金属的压焊
在焊接过程中,必须对焊件施加压力(加热或不加热),以完成焊接的方法。
(1)压焊的特点
1)压焊过程中,被焊金属没有形成熔池,只是在焊件表面熔化或成塑性状态。
2)压焊过程中,对焊接接头需要施加压力。
3)压焊适用于塑性异种金属的焊接,也适用金属与非金属的焊接。
4)压焊过程中,不需要填充金属。
5)压焊焊缝金属是晶内结合,近缝区具有再结晶组织。
6)压焊焊接接头以搭接和对接为主。
(2)压焊方法的种类 常用的异种金属压焊方法有电阻焊(电阻点焊、电阻对焊、电阻缝焊、电阻凸焊等)、摩擦焊、扩散焊、超声波焊、爆炸焊和冷压焊等。
3.异种金属的钎焊
钎焊是指将低于母材熔点的钎料加热到高于钎料的熔点,但低于母材熔点,利用液态钎料润湿母材,填充焊接接头间隙,并与母材相互扩散,实现焊件连接的方法。
(1)钎焊的特点
1)焊接接头没有熔池,因为被焊母材金属在焊接过程中不熔化,只是钎料熔化。
2)对焊接接头不施加压力。
3)适用于塑性、脆性的异性金属焊接。
4)焊接过程中需要填加钎料。
5)钎焊过程,焊缝实现了晶粒之间的结合。
(2)钎焊方法的种类 钎焊方法有软钎焊和硬钎焊两种。
1)软钎焊:是指使用软钎料(熔点低于450℃的钎料)钎焊的工艺方法。
2)硬钎焊:是指使用硬钎料(熔点高于450℃的钎料)钎焊的工艺方法。
适于异种金属钎焊的焊接方法很多,主要有烙铁钎焊、火焰钎焊、盐浴浸渍硬钎焊、炉中钎焊、感应钎焊、真空硬钎焊和电阻钎焊等。
(四)异种金属接头的连接形式
1.异种金属接头的直接连接
在实际生产中,异种金属接头的直接连接形式主要有以下几种:
1)在金属A上,堆焊一层金属B,见图1-14a。
2)在金属A上,喷涂一层金属B,见图1-14b。
3)在金属A上,喷焊一层金属B,见图1-14c。
4)在金属A上,镀一层金属B,见图1-14d。
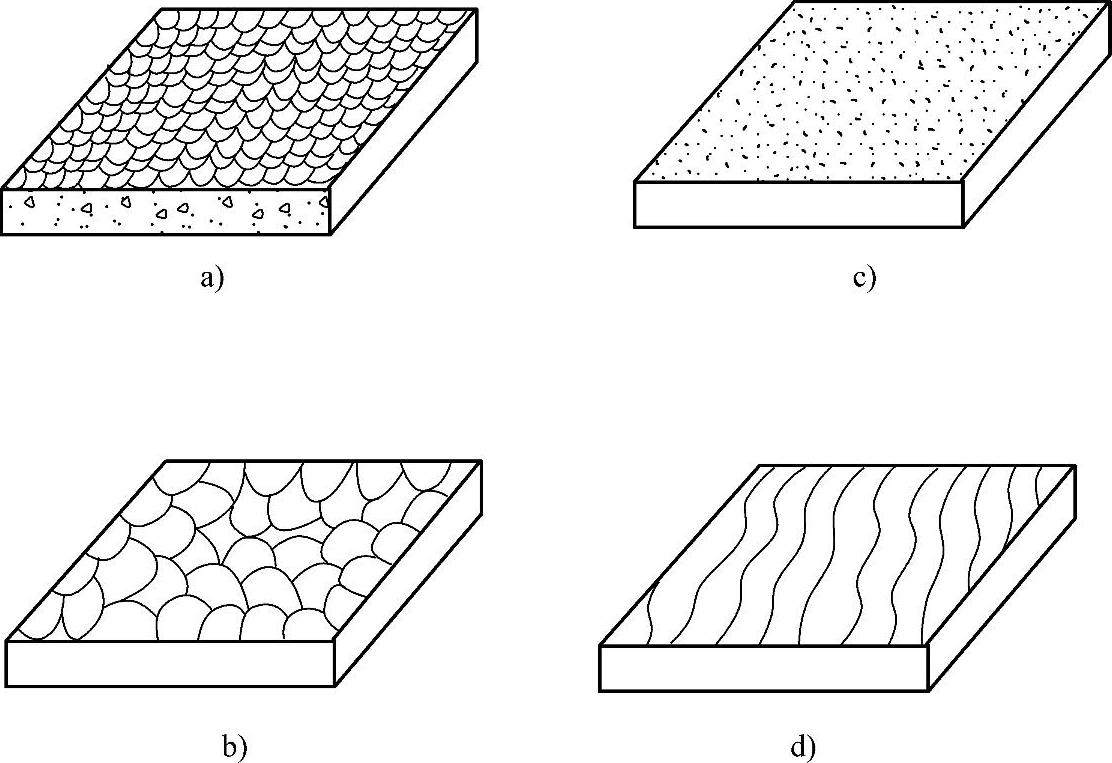
图1-14 异种金属接头的直接连接形式
a)堆焊 b)喷涂 c)喷焊 d)镀
异种金属接头直接连接形式的特点:
1)可不通过第三者而直接焊接在一起,形成不可拆卸的永久接头。
2)可以用熔焊、压焊、钎焊等任何一种焊接工艺方法来完成。
3)直接连接的焊接接头,在生产实践中有很大的实用价值,应用很广。
4)焊接接头的力学性能高。
2.异种金属之间的间接连接
异种金属之间需要通过中间过渡层或两金属之间加垫片等方式把两种金属连接在一起,形成不可拆的永久接头。
异种金属接头间接连接形式的特点:
1)异种金属之间的间接连接,通常不采用压焊方法,而是采用熔焊和钎焊方法,也可以采用铆接或螺钉联接的方法。
2)异种金属接头的间接连接,在航天技术、原子能反应堆、航海及石油化工等领域应用很多。
3)异种金属接头的间接连接,是通过第三者把两种金属连接在一起、形成不可拆卸的永久接头。(https://www.xing528.com)
4)异种金属接头的间接连接,需填充的第三种金属是预先制备好的丝、板、垫片、棒和粉末或过渡段等。连接的工艺比较复杂,要求操作水平高。
(五)异种金属的焊接
1.奥氏体型不锈钢与珠光体型钢的焊条电弧焊
(1)奥氏体型不锈钢与珠光体型钢的焊接性 含有珠光体金相组织的钢有碳素钢与低合金结构钢。碳素钢中不含合金元素,低合金钢中含合金元素较少,所以,奥氏体型不锈钢与珠光体型钢焊接时,会存在一定的问题。
1)焊缝的稀释:奥氏体型不锈钢与珠光体型钢焊接时,焊缝中熔入的珠光体型钢,将对焊缝中的合金成分产生稀释作用。稀释的结果,使焊缝金属的成分、组织与焊缝两侧母材金属有很大的差异。稀释严重时,焊缝中将出现马氏体组织,恶化了焊接接头的力学性能。
2)过渡层的形成:奥氏体型不锈钢与珠光体型钢焊接时,由于珠光体型钢与奥氏体型不锈钢的填充金属材料在成分上相差悬殊,在焊接熔池内部与熔池边缘,珠光体型钢母材对整个焊缝的稀释作用是不相同的。
在熔池边缘上,液态金属温度较低,流动性较差,熔化的母材金属与填充金属不能很好地熔合,在珠光体型钢这边焊缝金属中,珠光体型钢母材金属所占的比例较大。因此,在紧靠珠光体钢的一侧熔合线的焊缝金属中,会形成与焊缝金属内部成分不同的过渡层。离熔合线越近,珠光体型钢的稀释作用越强烈,过渡层中含铬、镍量越少。此时的过渡层组织将由奥氏体+马氏体区和马氏体组成。在过渡层出现马氏体脆硬层,可以导致熔合区被破坏,降低焊接结构的可靠性。奥氏体型不锈钢与珠光体型钢焊接时过渡层的宽度与所使用的焊条类型有关,见表1-24。
表1-24 奥氏体型不锈钢与珠光体型钢焊接时过渡层的宽度与所使用的焊条类型

3)扩散层的形成:奥氏体型不锈钢与珠光体型钢组成的焊接接头中,由于奥氏体型不锈钢的含碳量较少、含合金元素较多,而珠光体型钢却相反,这样在珠光体型钢一侧的熔合区两边,形成碳的浓度差,当焊接接头长期在高于350~400℃的温度下工作时,在熔合区就出现了明显的碳扩散。即碳从珠光体型钢的母材金属通过熔合区,向奥氏体型钢焊缝扩散。扩散的结果,在靠近熔合区的珠光体型母材金属上,因脱碳而软化。在奥氏体型钢焊缝的一侧,因形成了增碳层而硬化。不论是扩散层的硬化层还是软化层,都是异种钢焊接接头中的薄弱环节。但是,扩散层对焊接接头的常温和高温瞬时性能影响不大,却使焊接接头的高温持久强度降低10%~20%左右。
4)焊接接头应力的形成:由于奥氏体型不锈钢与珠光体型钢的线胀系数不同,(奥氏体型不锈钢与珠光体型钢线胀系数之比为17∶14),由于在焊缝和熔合线附近,产生附加的拉应力,因而导致在熔合线上断裂。
(2)奥氏体型不锈钢与珠光体型钢的焊接工艺
1)焊接方法的选择:奥氏体型不锈钢与珠光体型钢焊接时,选择焊接方法,除了考虑焊接生产率,具体的焊接条件外,还要考虑熔合比对焊接质量的影响,即为了降低对焊缝的稀释作用,在焊接过程中尽量减少熔合比,以降低对焊缝的稀释作用。从各种焊接方法对熔合比影响看:
带极电弧堆焊和钨极惰性气体保护焊,可以得到最小的熔合比。
埋弧焊的熔合比与焊接电流有关,焊接电流越大,熔合比越大。所以,用埋弧焊焊接时,要严格控制熔合比,即增加了熔池在高温停留的时间,与熔池的搅拌作用,从而可以减小过渡层的宽度。埋弧焊的过渡层宽度约为0.25~0.5mm。
焊条电弧焊焊接时,熔合比为0.4~0.6,比较小,因为操作方便、灵活,是目前异种钢焊接时,常用的焊接方法之一。此外钨极氩弧焊也是常用的焊接方法。
2)焊接材料的选择:奥氏体型不锈钢与珠光体型钢焊接时以Q235-A和12Cr18Ni9(1Cr18Ni9)焊接为例,焊接材料的选择,必须考虑焊接接头的使用要求、稀释作用、碳迁移、残留应力及抗热裂性等一系列问题。
①当采用焊条电弧焊焊接时,为克服珠光体型钢对焊缝的稀释作用,有三种焊条可供选择,即A102(E308-16)、A307(E309-15)和A407(E310-15)。
如果选用A102焊条(18-8型),则焊缝会出现脆硬的马氏体组织,用这种焊条焊接,必须采用极小的熔合比才能避免,但是,这在焊接工艺上是很难实现的。最后焊缝得到的组织是奥氏体+马氏体组织。
如果选用A407焊条(25-20型),则焊缝通常为单相奥氏体组织,热裂倾向较大。
如果选用A307焊条(25-13型),只要把母材金属的熔合比控制在40%以下,就能得到具有较高抗裂性能的奥氏体+铁素体双相组织,这是比较理想的组织。
②为改变焊接应力分布,在奥氏体型不锈钢与珠光体型钢的异种钢焊接接头中,如果焊缝金属的线胀系数与奥氏体型不锈钢母材金属接近,则高温应力就会集中在珠光体钢型一侧的熔合区内;如果焊缝金属的线胀系数与珠光体钢母材金属接近,则高温应力就会集中在奥氏体型不锈钢一侧的熔合区内。由于珠光体型钢采用通过塑性变形来降低焊接应力的能力较弱,而奥氏体型钢通过塑性变形来降低焊接应力的能力较强,所以,奥氏体型不锈钢与珠光体型钢焊接时,最好选用线胀系数接近于珠光体型钢的镍基合金材料,从而提高了接头的承载能力。
③控制熔合区中碳的扩散,随着焊接接头在使用过程中工作温度的提高,要想阻止焊接接头中碳的扩散,就必须提高焊缝中的镍元素含量。因为,镍元素是抑制熔合区中碳扩散的重要手段。
④提高抗热裂纹的能力。为提高焊缝金属抗热裂能力,当珠光体型钢与Cr:Ni<1的奥氏体型不锈钢焊接时,焊缝组织以单相奥氏体或奥氏体+碳化物组织为宜。当珠光体钢与Cr:Ni>1的奥氏体型不锈钢焊接时,应以选用铁素体的体积分数为3%~7%的双相组织焊缝为宜,焊缝组织以单相奥氏体或奥氏体+碳化物组织为宜。
总之,奥氏体型不锈钢与珠光体型钢焊条电弧焊时,最好选用E309-15(A307)和E309-16(A302)焊条。
3)焊条工艺:焊接奥氏体型不锈钢与珠光体型钢时,应该掌握的重点问题是:在焊接过程中,尽量采取工艺措施,降低熔合比、减小扩散层。
①在母材金属的选择上,要正确地选择珠光体型钢是减小扩散层的最有效的手段之一,在为焊接结构选择母材时,应该优先选择稳定珠光体型钢,因为,这种钢的扩散层较小,当此稳定珠光体型钢与奥氏体型不锈钢焊接时,可以在此稳定珠光体型钢上先堆焊一层,作为过渡层,然后,再按铬、镍比是否大于或小于1来选择焊条。
对于非淬火钢,过渡层的厚度约为5~6mm;对于易淬火钢,过渡层的厚度约为9mm。
②焊条电弧焊时,焊接接头的坡口形式,对焊缝的熔合比有很大的影响:因为,坡口角度越大,熔合比越小;焊缝的层数越多,熔合比越小。所以,当选用镍基焊条焊接时,为了使焊条熔滴从摆动的焊条上落在焊缝熔池内,V形坡口的角度应开大些,通常V形坡口角度为80°~90°。
③熔合比又称为截面系数。熔合比是指熔焊时,被熔化的母材部分在焊缝金属中所占的比例。所以,焊条电弧焊时,为了获得较小的熔合比,在可能的情况下,尽量采用小直径的焊条、小的焊接电流、大的电弧电压和快速焊接,只有选择这样的焊接参数,才能使被熔化的母材在焊缝金属中所占的比例最小。奥氏体型不锈钢和珠光体型钢焊条电弧焊的焊接电流见表1-25。
表1-25 奥氏体型不锈钢和珠光体型钢焊条电弧焊的焊接电流

④奥氏体型不锈钢和珠光体型钢焊接时,焊前需要进行预热,焊后需要进行消除应力热处理。在选择预热温度时,应该在两种焊接材料各自的焊前预热温度中,选择高的预热温度;焊后选择热处理温度时,应该在两种焊接材料各自的焊后热处理温度中,选择最低的热处理温度;应该指出的是,奥氏体型不锈钢和珠光体型钢焊件焊后进行热处理时,当加热到高温时,随着焊接接头在高温中受热膨胀,在松弛中降低了焊接应力,由于母材金属与焊缝金属的热物理性能有差异,在随后的冷却过程中,又产生了新的残留应力。奥氏体型不锈钢和珠光体型钢焊后进行的热处理,并不能消除焊接应力,而是指焊接应力的重新分布。
2.低碳钢与低合金钢的焊条电弧焊
(1)低碳钢与低合金钢的焊接性 衡量低碳钢与低合金钢的焊接性,通常用碳当量作为衡量标准。所谓碳当量,就是把钢中合金元素(包括碳)的含量,按其作用换算成碳的相当含量。可作为评定钢材焊接性的一种参考指标。碳当量用Ceq表示。国际焊接学会(ⅡW)推荐的碳当量公式如下:
Ceq=w(C)+1/6w(Mn)+1/5w(Cr)+1/5w(Mo)+1/5w(V)+1/15w(Cu)+1/15w(Ni)(%)
根据(ⅡW)推荐的公式,可以计算出低碳钢与低合金钢的碳当量,见表1-26。
表1-26 低碳钢与低合金钢的碳当量
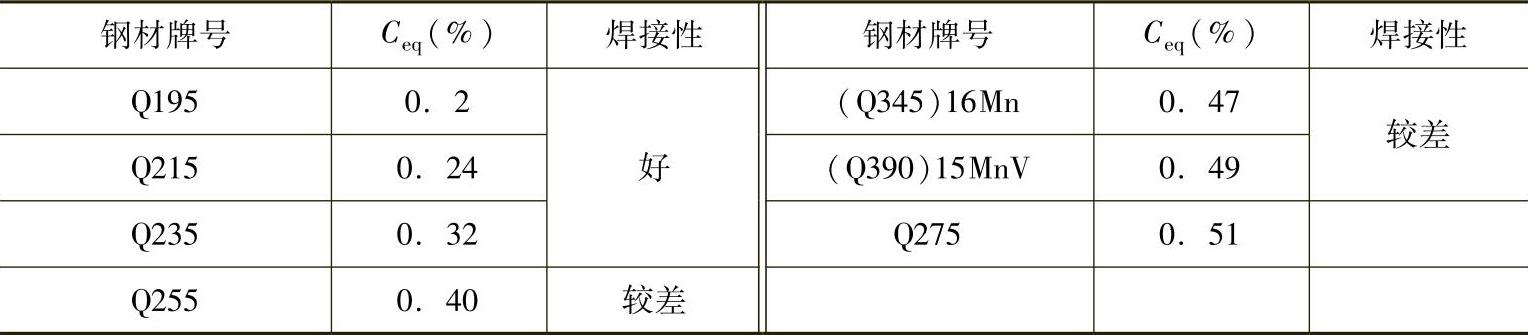
低碳钢与低合金钢焊接时,在低合金钢母材金属侧容易产生淬硬组织。这是因为低合金钢比低碳钢加入少量或微量的合金元素,所以在焊接过程中,受电弧加热的影响,含有合金元素的低合金钢,随着碳当量的增加,在同样的焊接环境中,低合金钢比低碳钢容易淬火,为此,在低合金钢母材金属侧容易产生淬硬组织。
为了防止低碳钢与低合金钢在焊接过程中,容易产生淬硬组织和裂纹,通常在焊接时,采取以下措施:
1)焊前进行预热:焊前根据低合金钢的要求选用预热温度。在进行预热操作时,可以单独对低合金钢进行预热,也可以在低碳钢和低合金钢组焊成一体后共同进行预热。预热温度不应低于100℃,预热区为坡口两侧各100mm范围内。预热的方法,可以用氧乙炔火焰加热;对于体积较小的焊件,可以放入加热炉中整体加热。
2)填充金属的选用:为了提高异种金属焊缝的抗裂性,应选用低氢型焊条焊接;为了降低焊接接头的拘束应力,减轻熔合区的裂纹倾向应选用低强度焊条焊接异种金属,可以适当降低焊缝金属的强度,对防止裂纹很有效。
3)合理设计焊接接头的形式,改变焊接接头的受力方向,可以防止产生焊接裂纹,如图1-15所示。
4)合理选择坡口形式:坡口形式合理,可以减轻坡口边缘受力作用,可有效地防止裂纹产生,如图1-16所示。
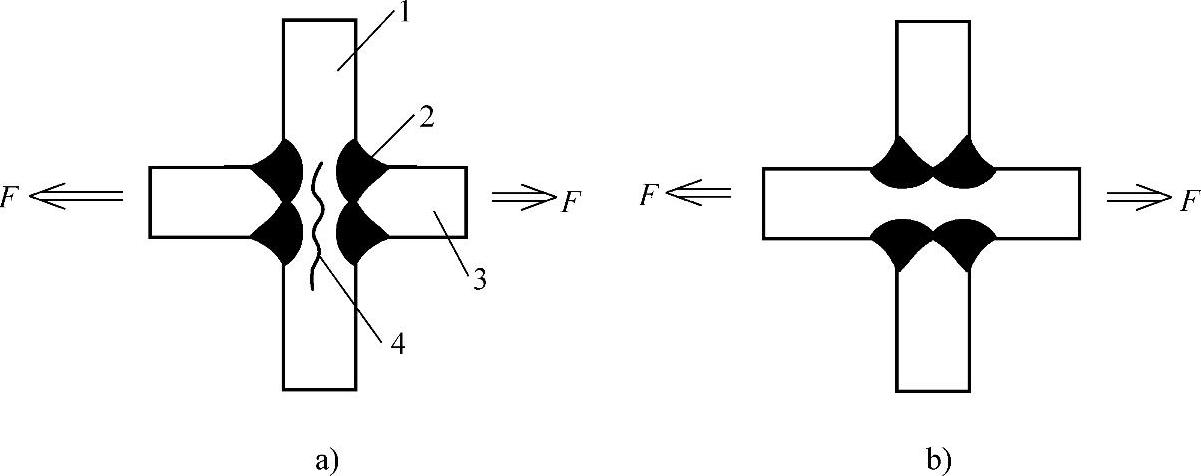
图1-15 异种钢焊接接头形式对裂纹的影响
a)接头形式不良 b)接头形式良好
1—低合金钢 2—焊缝 3—低碳钢 4—裂纹

图1-16 异种钢焊接接头坡口形式对裂纹的影响
a)接头形式不良 b)接头形式良好
1—低合金钢 2—焊缝 3—低碳钢 4—裂纹 5—垫板
5)合理选择焊接参数:焊接参数选择正确与否,对保证焊接质量有很大的影响。如焊接电流、焊接速度、电弧电压、填充材料的直径等。
6)合理选择“后热”热处理工艺:异种钢焊后,要及时对其进行“后热”处理,可以减少焊接接头的残留应力、消除由氢作用而产生的裂纹。
(2)低碳钢与低合金钢的焊条电弧焊 为了确保低碳钢与低合金钢的焊接质量,在焊接过程中,应该合理地选择焊前预热和焊后的“后热”处理、选择合适的填充材料及正确选择焊接参数等。
1)焊前预热:低碳钢与低合金钢焊条电弧焊时,焊前应进行预热处理,预热温度的选择,应该根据低合金钢对预热温度的要求,以及焊接地点的环境温度而选择,可以单独对低合金钢进行预热处理,也可以在低碳钢与低合金钢装配定位后整体进行,其预热温度不应低于100℃,预热区域为坡口两侧各100mm范围内,预热方法为氧乙炔火焰加热。低碳钢与低合金钢焊条电弧焊时的预热温度见表1-27。
2)层间温度:为了在焊接过程中保持预热作用,同时促进焊缝和热影响区中氢的扩散逸出,多层多道焊缝焊接时,各层间温度应等于或稍高于预热温度,但也不是太高,以免引起焊接接头组织和性能发生变化。
表1-27 低碳钢与低合金钢焊条电弧焊时的预热温度

3)坡口加工:低合金钢气割后,随着强度等级的提高,气割后的焊件切口边缘会有显微裂纹;高强度钢碳弧气刨后,表面会残存碳屑等飞溅物,一旦进入焊缝熔池内,增加了焊缝的含碳量,容易引起焊缝产生裂纹。要避免这些,必须对气割或碳弧气刨后的焊件坡口,重新进行机械加工。
4)焊接热输入:为了减少异种钢焊接接头热影响区的淬硬倾向,加大焊缝中氢的扩散逸出。可以采用较大的焊接热输入。即在电弧电压不变的情况下,选择较大的焊接电流和较慢的焊接速度,使焊接熔池缓慢冷却,有利于氢的逸出,防止冷裂纹的产生。
5)填充材料的选择:低碳钢与低合金钢焊条电弧焊时,为了保证异种焊缝金属和母材金属等强度,应按低合金钢的强度级别来选择填充材料,其具体要求如下:
①当焊接结构要求的强度不高时,可选择E4315(J427)或E4316(J426)焊条。
②当焊接结构要求较高的强度时,可选择E5003(J502)或E5001(J503)焊条。
③当焊接结构要求很高的强度时,可选择E5016(J506)或E5015(J507)焊条。
6)焊后热处理:低碳钢与低合金钢焊条电弧焊时,应根据低合金钢的要求来决定焊后是否进行热处理。如,强度等级大于500MPa的低合金钢焊后,具有产生延迟裂纹倾向的,焊后要及时进行热处理,以利于氢的扩散和逸出。
7)合理选择焊接接头形式:异种钢焊接时,接头的形式将对焊接结构的质量有很大的影响,具体情况如下:
①异种钢对接焊接接头,散热的速度最慢,具有缓冷的作用,焊后淬硬倾向最小。
②异种钢搭接焊接接头,实质是角接接头,散热条件较好,焊后淬硬和裂纹倾向都较小。
③异种钢T形焊接接头,散热条件好,散热速度最快,焊后淬硬倾向最大。
④异种钢十字焊接接头,散热情况介于对接和T形接头之间,焊后淬硬倾向较小,但是,由于十字接头的刚度最大,因此,焊后裂纹倾向最大。
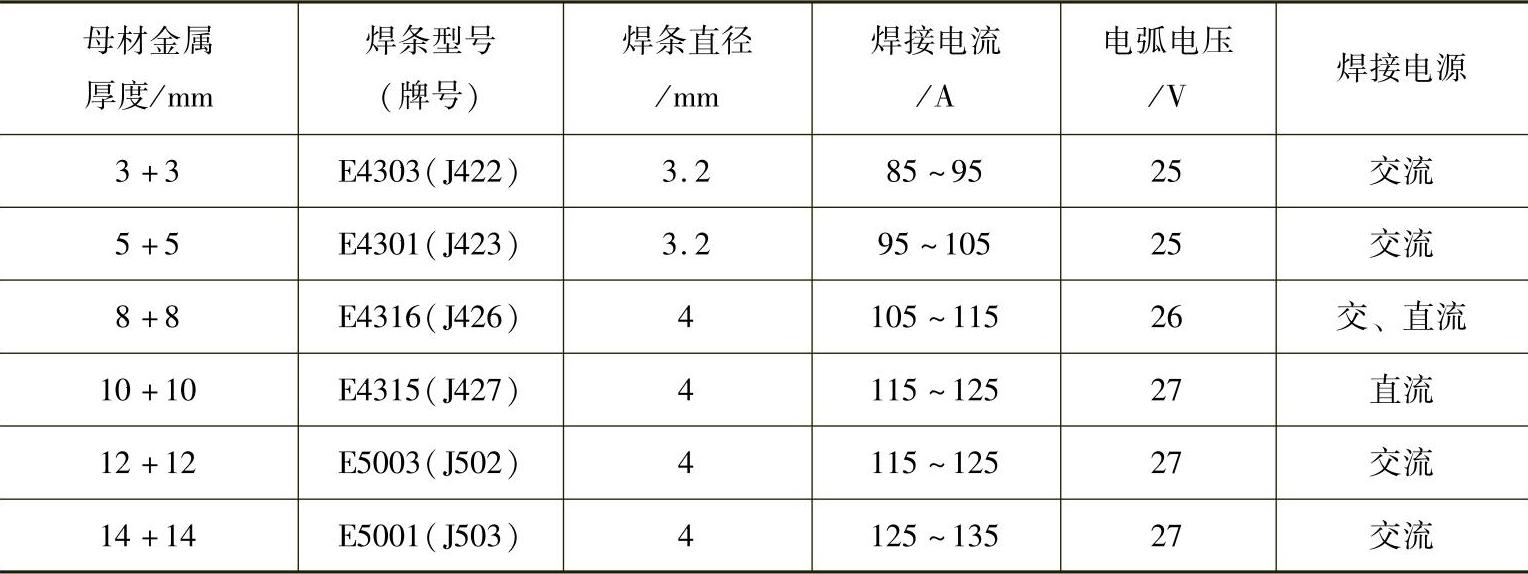
8)焊接参数:低碳钢与低合金钢焊条电弧焊的焊接参数见表1-28。
表1-28低碳钢与低合金钢焊条电弧焊的焊接参数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。