



1.焊前准备
(1)焊机 选用BX3—500型交流弧焊变压器1台。
(2)焊条 选用E308-16焊条,ϕ2.5mm,焊前经300~350烘焙1h,烘干后放在保温筒内,随用随取。
(3)不锈钢管焊件 选用06Cr19Ni10(0Cr18Ni9)不锈钢管,规格(直径×壁厚×长)为ϕ76mm×5mm×100mm,共2根。用车床加工坡口(单边坡口为30°+01°),焊件加工坡口如图1-12所示。
(4)辅助工具和量具 焊条保温筒、角向打磨机、钢丝刷、敲渣锤、焊缝万能量规等。
2.焊前装配定位
(1)准备不锈钢管焊件 将焊管坡口两侧各20~30mm范围内的油、污、锈、垢清除干净。
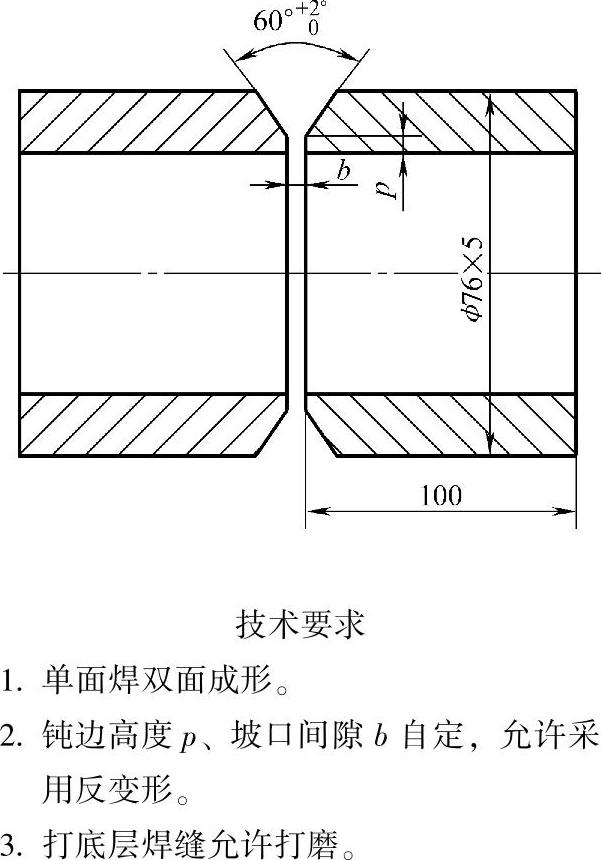
图1-12 ϕ≤76mm×5mm不锈钢管对接水平固定连弧焊的焊件坡口
(2)不锈钢管焊件装配 将打磨后的管焊件装配成Y形坡口的对接接头,装配间隙为2.5mm,同样将管焊件的横截面按时钟钟面位置分为前后两个半圆进行焊接。在时钟钟面的10点、2点位置处用ϕ2.5mmE308-16焊条进行定位焊接,定位焊缝长度为10~15mm,其焊接质量应与正式焊缝要求一样。
3.打底层的焊接(连续焊)操作
(1)引弧 在始焊处时钟6点位置前方10mm处引弧后,把电弧拉至始焊处(时钟6点位置处)进行电弧预热,当发现坡口根部有“出汗”现象时,将焊条向坡口间隙内顶送,听到“噗、噗”声后,稍停一下,使钝边每侧熔化1~2mm并形成第一个熔孔,这时引弧工作完成。
(2)焊条角度 引弧点(时钟5~6点位位置处),焊条与焊接方向的管壁切线夹角为80°~85°。
在时钟7~8点位置处,为仰焊爬坡焊,焊条与焊接方向的管壁切线夹角为105°~110°。
在立位爬坡焊(时钟10~11点位置)施焊过程中,焊条与焊接方向的管壁切线夹角为90°~95°。
在时钟12点位置处焊接时(平焊),焊条与焊接方向的管壁切线夹角为75°~80°。
管子前半圆与后半圆相对应的焊接位置、焊条角度相同,其焊条角度见图1-13。
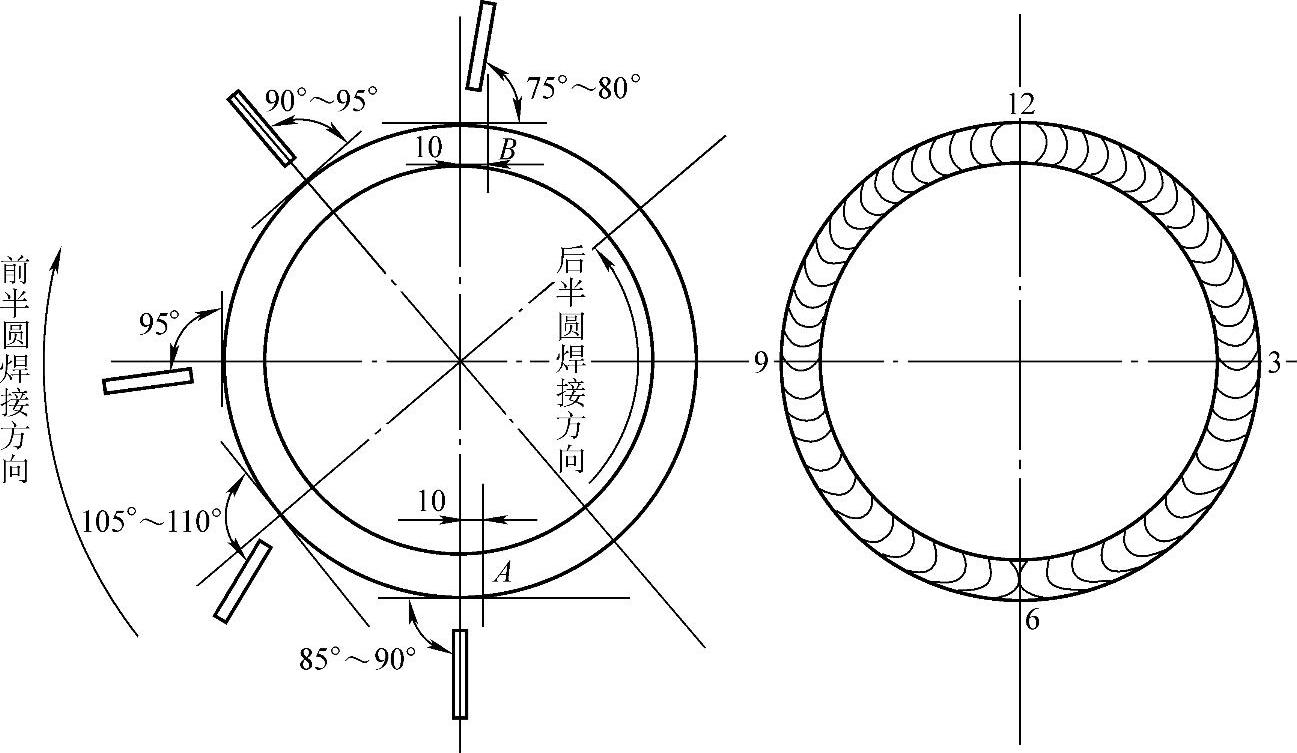
图1-13 ϕ76mm×5mm不锈钢管对接水平固定连弧焊的焊条角度(https://www.xing528.com)
(3)运条方法 电弧在时钟6~5点位置A处引燃后,以稍长的电弧加热该处2~3s,待引弧处坡口两侧金属有“出汗”现象时,迅速压低电弧至坡口根部间隙,通过护目镜看到有熔滴过渡并出现熔孔时,焊条稍微进行左右摆动并向后上方稍推,观察熔滴金属已与钝边金属连成金属小桥后,焊条稍微拉开,恢复正常焊接。焊接过程中必须采用短弧把熔滴送到坡口根部。
爬坡仰焊位置焊接时,电弧以月牙形运条并在两侧钝边处稍做停顿,看到熔化的金属已挂在坡口根部间隙并熔入坡口两侧各1~2mm时再移弧。
时钟在9点钟~12点位置、3点钟~12点位置(水平管立焊爬坡)焊接手法与时钟6点钟~9点钟、6点钟~3点钟位置大体相同,所不同的是管焊件温度开始升高,加上焊接熔滴、熔池重力和电弧吹力等作用,在爬坡焊时极容易出现焊瘤,所以,要保持短弧快速运条。
在管焊件平焊位置(时钟12点处)焊接时,前半圆焊缝的收弧点在B点处。
(4)与定位焊缝接头 焊接过程中焊缝要与定位焊缝相接时,焊条电弧要向根部间隙位置顶一下,当听到“噗、噗”声后,将焊条快速运条到定位焊缝的另一端根部预热,看到端部定位焊缝有“出汗”现象时,焊条要往根部间隙处压弧,听到“噗、噗”声后,稍做停顿,仍用原先焊接手法继续施焊。
(5)收弧 当焊接接近收弧处时,焊条应在收弧处稍停一下预热,然后将焊条向坡口根部间隙处压弧,使电弧击穿坡口根部,听到“噗、噗”声后稍做停顿,然后继续向前施焊10~15mm,填满弧坑即可。
4.盖面层的(连弧焊)焊接操作
在时钟5点钟~6点钟位置(仰焊)引弧后,用长弧预热仰焊部位,将熔化的第一、二滴熔滴甩掉(因为熔滴的温度低,在熔池内流动性不好),之后以短弧的方式向上送熔滴,采用月牙形运条或横向锯齿形运条法施焊。焊接过程中始终保持短弧,焊条摆至两侧时要稍做停顿,将坡口两侧边缘熔化1~2mm,使焊缝金属与母材圆滑过渡,防止产生咬边缺陷。
盖面层焊接时,熔池始终保持椭圆形状并且大小一致,熔池明亮清晰。前半圆收弧时,要对弧坑稍填些熔化金属,使弧坑成斜坡状,为后半圆焊缝收尾创造条件。
5.焊接参数
ϕ76mm×5mm不锈钢管对接水平固定焊条电弧焊连续焊的焊接参数见表1-23。
表1-23ϕ76mm×5mm不锈钢管对接水平固定焊条电弧焊连续焊的焊接参数

6.焊缝清理
焊完焊缝后,用敲渣锤清除焊渣,用钢丝刷进一步将焊渣、焊接飞溅物等清理干净,焊缝处于原始状态,交付专职检验前不得对各种焊接缺陷进行修补。
7.焊接质量检验
焊缝尺寸参照TSG特种设备安全技术规范TSG Z6002—2010《特种设备焊接操作人员考核细则》规定,其外形尺寸应符合:焊缝余高为0~4mm,焊缝余高差≤3mm,焊缝宽度比熔合坡口每侧增宽0.5~2.5mm,焊缝宽度差≤3mm,咬边深度≤0.5mm,焊缝两侧咬边总长度≤15mm,焊件的错边尺寸≤2mm,管件焊缝焊完以后,可不进行通球试验。
焊件的射线透照应按JB/T4730.2—2005《承压设备无损检测 第2部分 射线检测》的标准进行检测,射线的透照质量不低于AB级,焊缝的缺陷等级不低于Ⅱ级为合格。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。