



1.焊前准备
(1)焊机 选用BX3—500型交流弧焊变压器1台。
(2)焊条 选用E4303酸性焊条,焊条直径为2.5mm,焊前经75~150℃烘干1~2h。烘干后的焊条放在焊条保温筒内随用随取,焊条在炉外停留时间不得超过6~8h,否则,焊条必须放在炉中重新烘干。焊条重复烘干次数不得多于3次。
(3)钢管焊件 采用Q245(20)钢管,其规格(直径×壁厚)为ϕ76mm×5mm,共2根。用无齿锯床或气割下料,然后再用车床加工成V形30°坡口。气割下料的焊件,其坡口边缘的热影响区应该用车床车掉。
(4)辅助工具和量具 焊条保温筒、角向打磨机、钢丝刷、敲渣锤、样冲、划针和焊缝万能量规等。
2.焊前装配定位焊
装配定位的目的是,把两个钢管焊件装配成合乎焊接技术要求的Y形坡口管焊件。
(1)准备钢管焊件 用角向打磨机将钢管焊件两侧坡口面及坡口边缘各20~30mm范围以内的油、污、锈、垢清除干净,见金属光泽。然后,在距坡口边缘100mm处的钢管焊件表面,用划针划上与坡口边缘平行的平行线,如图1-5所示。并打上样冲眼,作为焊后测量焊缝坡口每侧增宽的基准线。
(2)钢管焊件装配 将打磨好的钢管焊件装配成Y形坡口的对接接头,装配间隙始焊端为2.5mm,可以用ϕ2.5mm焊条头夹在钢管焊件坡口的钝边处,将两钢管焊件定位焊牢,然后用敲渣锤打掉定位焊用的ϕ2.5mm焊条头即可。
装配好钢管焊件后,在钢管焊件横截面时钟钟面的2点、10点位置处,用ϕ2.5mm的E4303焊条定位焊焊接,定位焊缝长为10~15mm(定位焊缝焊在正面焊缝处),对定位焊缝焊接质量要求与正式焊缝一样。
3.打底层的焊接(断弧焊)操作
将装配好的钢管焊件,装卡在一定高度的架子上(根据焊工个人的条件,可以采用蹲位、站位、躺位等)进行焊接(焊件一旦定位在架子上,必须在全部焊缝焊完后方可取下)。
(1)引弧 电弧引弧的位置在时钟6~7点处由左向右焊,即:6点钟→5点钟→4点钟→3点钟→2点钟→1点钟→12点钟→11点钟止,采用小锯齿形灭弧法,根据熔池的大小、熔池两侧熔合情况、熔池的温度等,合理地选择引弧位置、引弧时间,按一定的节奏,进行引弧→焊接→灭弧→引弧的操作。在操作过程中,要做到灭弧后焊工手拿焊把要稳,当开始引弧时,焊把移动过程要稳;重新引弧时,引弧的位置要选准,焊条移动到引弧点的时间要把握准,焊条在燃弧的时间内摆动的宽度要把握准;同时,焊工在断弧焊接操作过程中,要用灵活的手腕摆动焊钳和焊条,灭弧时要干净利落。在坡口的上侧,电弧引燃后,对引弧点处坡口上侧钝边进行预热,上侧钝边熔化后,再把电弧引至钝边的间隙处,使熔化金属充满根部间隙。这时,焊条向坡口根部间隙处下压,同时焊条与下管壁夹角适当增大,当听到电弧击穿根部发出“噗噗”的声音后,钝边每侧熔化0.5~1.5mm并形成第一个熔孔时,引弧工作完成。
(2)焊条角度 焊条与钢管焊件的夹角为85°~95°,焊条与钢管焊件熔池的切线夹角为80°~85°。ϕ76mm×5mm管对接水平固定断弧焊打底层焊接的焊条角度见图1-8。
(3)打底层的焊接操作 断弧焊时,重新引弧点应与前一焊接熔池重叠2/3,引弧时机应选择在前一熔池铁液冷却到只有5~7mm大小的“亮点”时,电弧引燃,焊接燃弧的时间应根据熔池的温度、形状等灵活掌握。需要更换焊条时,应在将灭弧处滴2~3滴铁液,防止产生气孔和冷缩孔。钢管焊件仰焊位焊接时,由于起点位置温度低,焊接熔池熔合不好,再加上铁液、熔渣往下流淌,容易在仰焊位造成夹渣或焊瘤,所以在仰焊位焊接时,尽量采用连续施焊预热,待温度上升后,再转入正式焊接。仰立焊位焊接时,焊条要左右摆动到位,防止焊道过高变凸及焊缝过渡不圆滑。立焊上爬坡焊和平焊位焊接时,由于钢管焊件温度已很高了,如果加快焊接频率(焊接热输入增大),造成钢管焊件外部焊缝较低或内凹,钢管焊件内部产生焊缝下塌或焊瘤,所以在施焊时,要及时调节焊条角度控制热量的输入。打底层焊接时,如果引弧点在5点钟~6点钟位置,则焊接的方向是由右向左进行,即:经过→6点钟→7点钟→8点钟→9点钟→10点钟→11点钟→12点钟→1点钟处终止。
如果引弧点在时钟的7点钟~6点钟位置时,则焊接的方向是由左向右进行,即:经过6点钟→5点钟→4点钟→3点钟→2点钟→1点钟→12点钟→11点钟处终止。用断弧焊法进行打底层焊接时,利用电弧周期性的燃弧-断弧(灭弧)过程,使母材坡口钝边金属,有规律地熔化成一定尺寸的熔孔,在电弧作用正面熔池的同时,使1/3~2/3的电弧穿过熔孔而形成背面焊道,断弧焊法有三种操作方法,详见本章第一节有关打底层断弧焊内容。
4.盖面层的焊接(断弧焊)操作
(1)清渣与打磨焊缝 仔细清理打底层焊缝与坡口两侧母材夹角处的焊渣、焊点与焊点叠加处的焊渣。将打底层焊缝表面不平之处进行打磨,为盖面层焊缝的焊接作准备。(https://www.xing528.com)
(2)焊条角度 盖面层为1道焊缝时,焊条与下管壁的夹角为80°~90°。
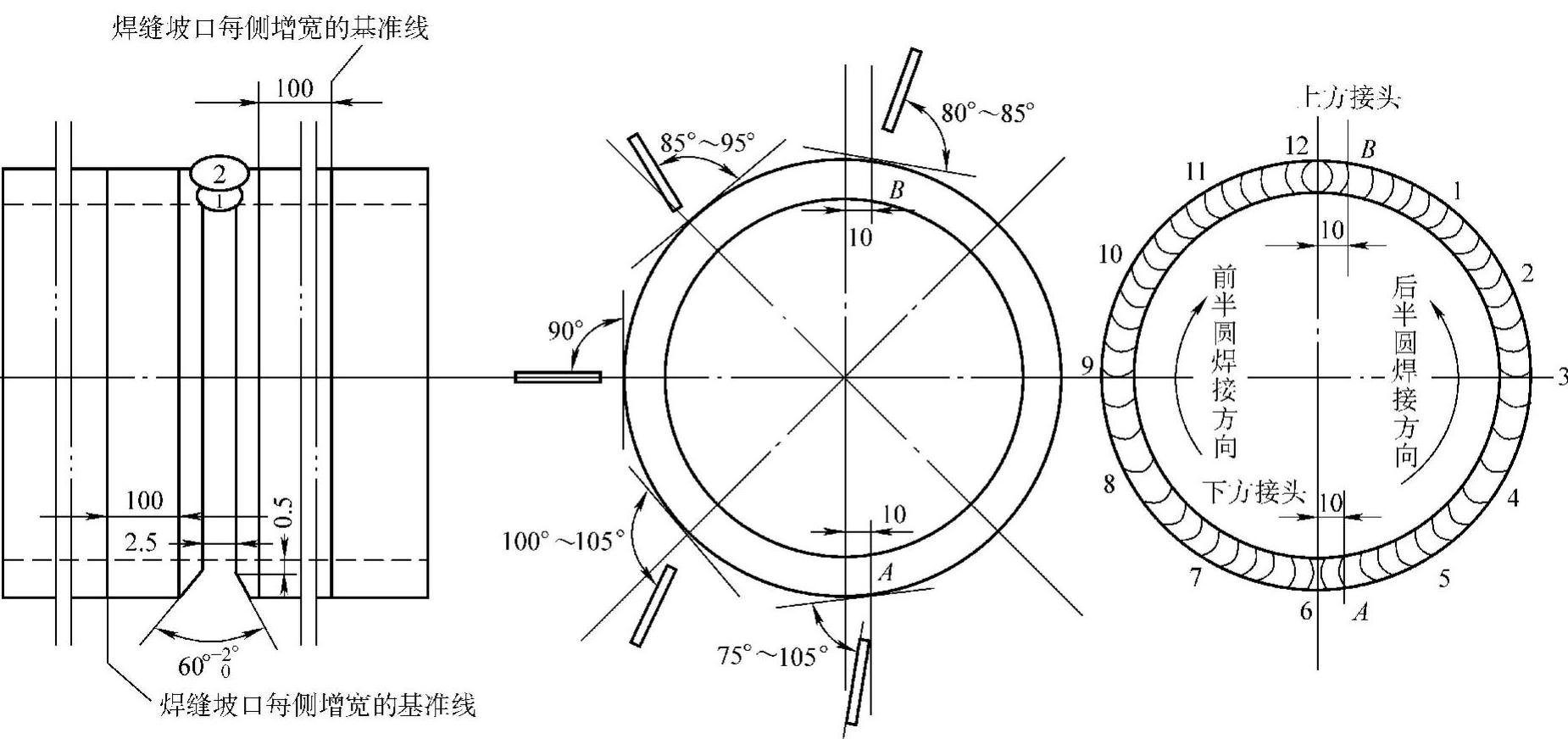
图1-8 φ76mmX5mm管对接水平固定断弧焊打底层焊接的焊条角度
盖面层为2道焊缝时,第1道焊缝焊条与下管壁的夹角为75°~80°,第2道焊缝焊条与下管壁的夹角为80°~90°。
盖面层为3道焊缝时,第1道焊缝焊条与下管壁的夹角为75°~80°,第2道焊缝焊条与管壁的夹角为95°~100°,第3道焊缝焊条与管壁的夹角为80°~90°。
所有盖面层焊道,焊条与焊点处管切线焊接方向的夹角均为75°~105°。
(3)运条方法 焊条由时钟7点钟~8点钟位置引弧,由左向右方向施焊,即6点钟→5点钟→4点钟→3点钟→2点钟→1点钟→12点钟→11点钟处终止,这是前(左)半圆。后(右)半圆焊接由5~6点钟位置引弧,由右向左方向施焊,即6点钟→7点钟→8点钟→9点钟→10点钟→11点钟→12点钟→1点钟处终止。盖面层为1道焊缝时,采用锯齿形运条法,在焊缝的中间部分运条速度要稍快些,在焊缝的两侧稍作停顿,给焊缝边缘填足熔化金属,防止咬边缺陷产生。盖面层为2道焊缝时,采用直线形运条法,焊条不作横向摆动,按打底层的焊法,将管子横断面分为两个半圆进行盖面层的焊接。同时,每道焊缝与前一道焊缝要搭接1/3左右,盖面层焊缝要熔进坡口两侧边缘1~2mm。
5.焊接参数
打底层焊缝采用一点击穿法。ϕ76mm×5mm低碳钢管对接水平固定断弧焊的焊接参数见表1-10。
灭弧频率:在斜仰焊位、斜平焊位为35~40次/min;在斜立焊位为40~45次/min。
表1-10ϕ76mm×5mm低碳钢管对接水平固定断弧焊的焊接参数

6.焊缝清理
焊完焊缝以后,用敲渣锤清除焊渣,用钢丝刷进一步将焊渣、焊接飞溅物等清理干净,焊缝处于原始状态,交付专职检验前不得对各种焊接缺陷进行修补。
7.焊接质量检验
焊缝尺寸参照TSG特种设备安全技术规范TSG Z6002—2010《特种设备焊接操作人员考核细则》规定,其外形尺寸应符合:焊缝余高为0~4mm,焊缝余高差≤3mm,焊缝宽度比熔合坡口每侧增宽为0.5~2.5mm,焊缝宽度差≤3mm,咬边深度≤0.5mm,焊缝两侧咬边总长度≤15mm,焊件的错边尺寸≤2mm,焊后可不进行通球试验:球的直径为37.4mm。
焊件的射线透照应按JB/T4730.2—2005《承压设备无损检测 第2部分 射线检测》的标准进行检测,射线的透照质量不低于AB级,焊缝的缺陷等级不低于Ⅱ级为合格。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。