



1.低碳钢的焊接特点
碳钢的焊接性主要取决于钢材内的含碳量,随着含碳量的增加,焊接性逐渐变差。由于低碳钢内C、Mn、Si的含量比较少,在通常的情况下不会因为热循环而引起组织硬化或产品淬硬组织。
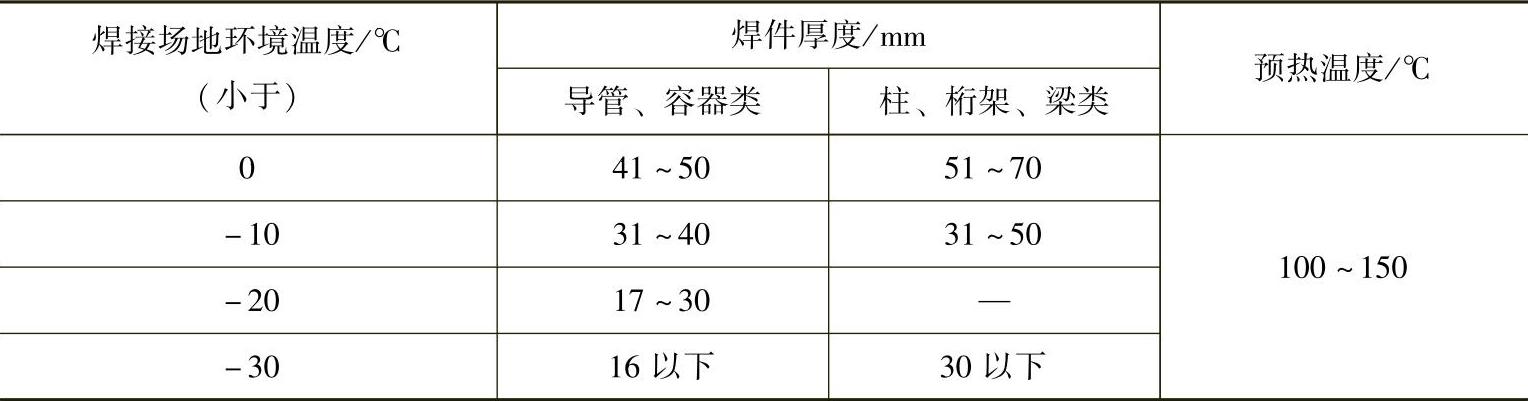
(1)焊前预热 低碳钢的焊接性能良好,一般不需要采用焊前预热工艺措施,只有被焊母材成分不合格(S、P含量过高),焊件刚度过大,焊接时环境温度过低等才需要采取预热措施,常用的低碳钢容器类等产品,采用碱性焊条焊接时的预热温度见表1-4。
表1-4 常用低碳钢典型产品的焊前预热温度
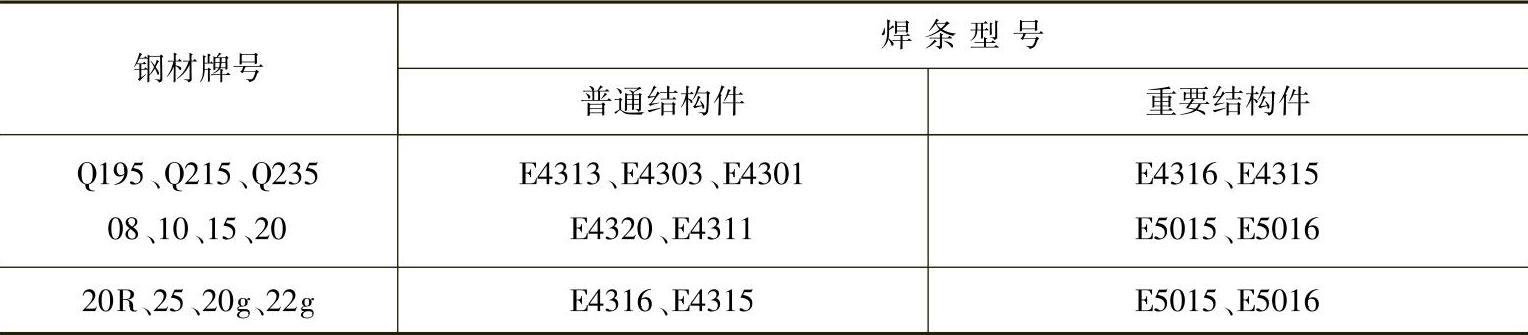
(2)焊条的选择 按照焊接接头与母材等强的原则选择焊条,常用低碳钢的化学成分及力学性能见表1-5,几种常用低碳钢焊接时选用的焊条见表1-6。
表1-5 常用低碳钢的化学成分及力学性能
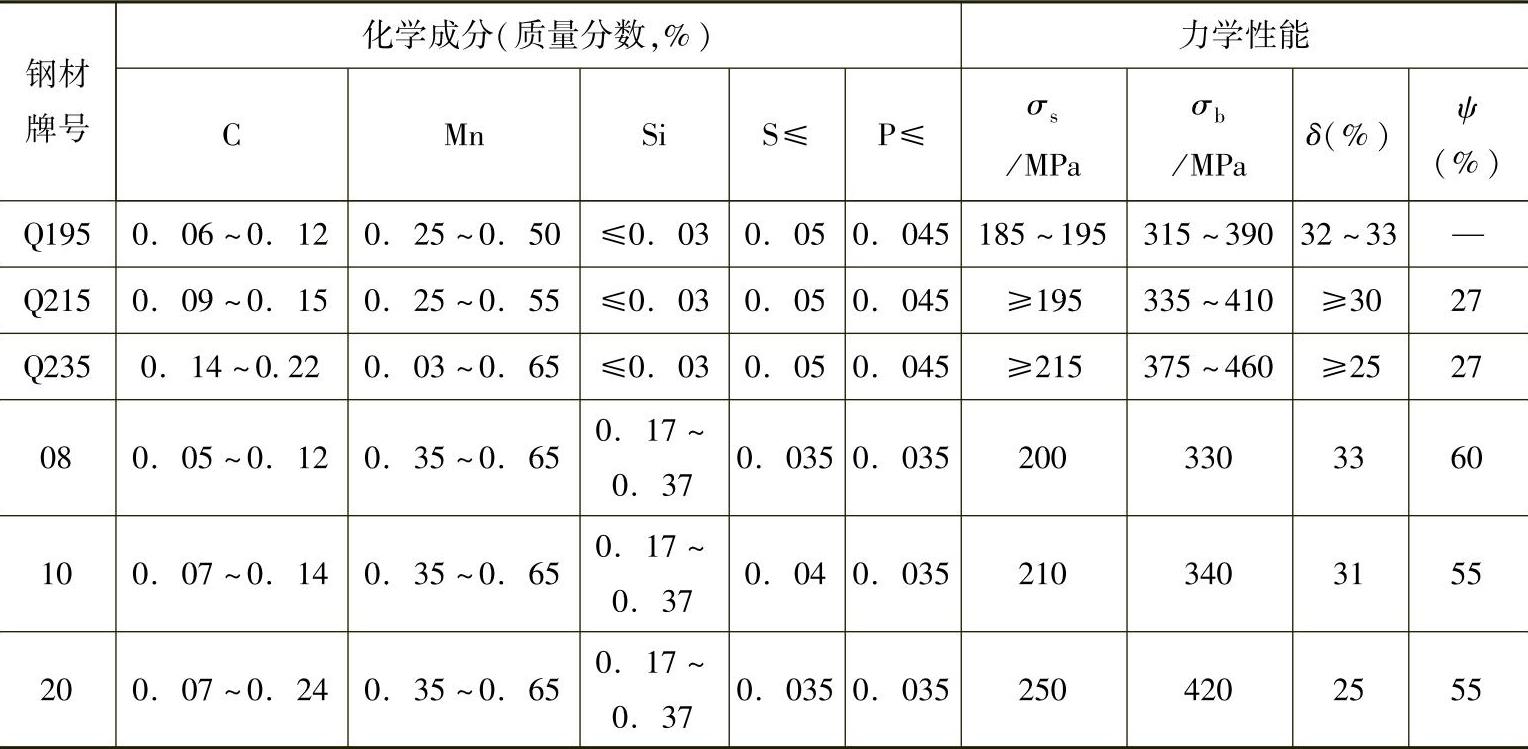
注:金属材料力学性能新符号见国家标准GB/T 228—2002,其部分新旧符号对照为:抗拉强度Rm(σb),抗压强度Rmc(σbc),伸长率A(δ),断面收缩率Z(ψ)……由于新旧标准符号许多不对应,全面贯彻新标准目前还不具备,故本书仍沿用旧标准符号,请读者注意。
表1-6 几种常用低碳钢焊接时选用的焊条
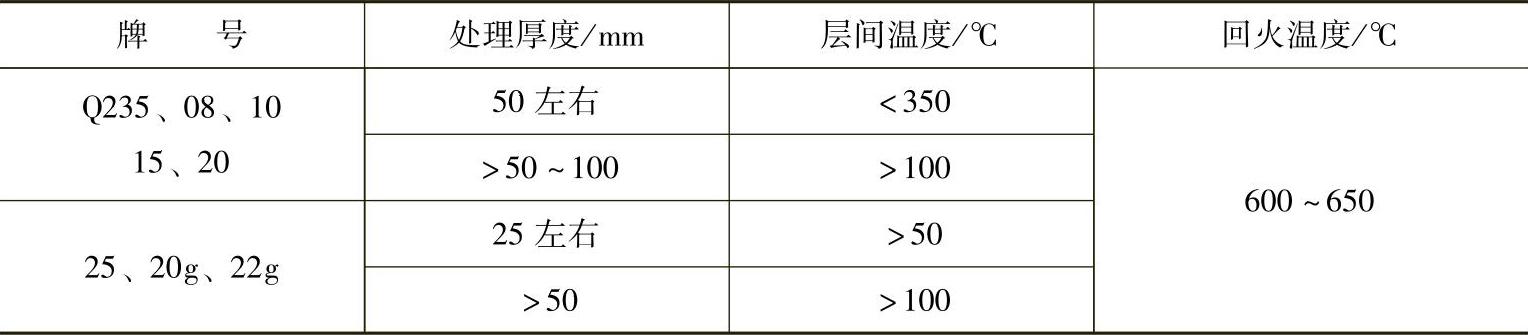
(3)层间温度及回火温度 如果焊件的刚度较大,焊缝很长时,为避免在焊接过程中焊接裂纹倾向加大,要采取控制层间温度和焊后消除应力热处理等措施,低碳钢焊接时的层间温度及回火温度见表1-7。
(4)焊接工艺要点
1)焊前焊条要按规定进行烘干,防止在焊缝出现气孔、裂纹等缺陷,焊前要清除焊件待焊处的油、污、锈、垢。
2)避免采用深而窄的坡口形式,以免出现夹渣、未焊透等缺陷。(https://www.xing528.com)
3)控制热影响区的温度,不能太高,要求高温停留时间不能太长,以防造成晶粒粗大。
4)尽量采用短弧焊接。
5)多层焊时,末层焊缝厚度不应大于5mm,最后一层盖面焊缝要连续焊完。
表1-7 低碳钢焊接时的层间温度及回火温度
2.低碳钢管的焊接
1)低碳钢管的对接焊条电弧焊,按钢管所处的位置不同,可分为水平转动焊、垂直固定焊、水平固定焊、45°固定焊等几种形式,见图1-4。由于管子只能单面焊接,所以,小直径管对接、中直径管对接、部分大直径管对接,多采用单面焊双面成形的焊法。根据管壁厚度的不同,可以在管子对接处开V形或U形坡口,以确保达到焊透。
2)水平固定管对接、45°固定管对接焊接时,焊缝由仰焊位、立焊位、平焊位等三种焊接操作方法完成,亦称为全位置焊,因为焊缝是环形的,所以在焊接过程中要随着焊缝空间位置的变化,对焊条与焊缝之间的角度进行相应的调整。
3)垂直固定管对接焊,其操作手法与板对接横焊基本相同,所不同的是焊接管子的时候,管焊缝是弧线形,而不是直线形。焊工要随着管子的弧度不断地移动身体,同时,焊条也要随着管子的弧度转动。
4)水平转动管对接焊,在焊接过程中,焊条对准焊缝基本不动,只是不停地转动处于水平位置的管子,管子的转动速度就是焊接速度。
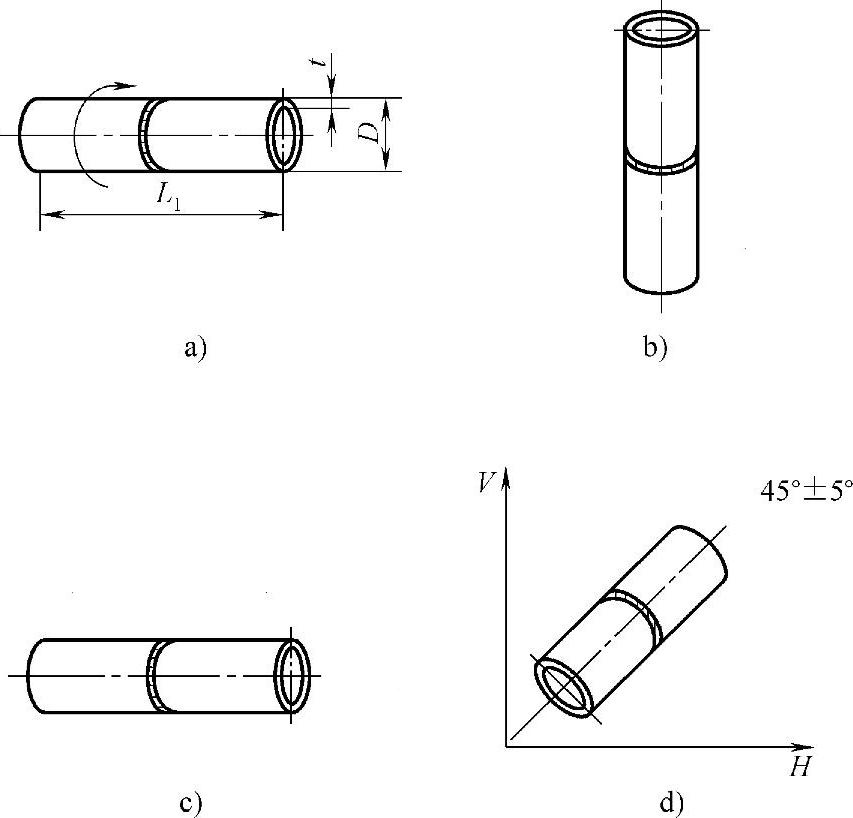
图1-4 管对接焊接试件
a)水平转动试件 b)垂直固定试件 c)水平固定试件 d)45°固定试件
代号1G(转动) 代号2G 代号5G、5GX(向下焊) 代号6G、6GX(向下焊)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。