



【摘要】:图1-2 板对接仰焊的试件图样2.试板装配及定位将打磨好的试板装配成Y形坡口的对接接头,装配间隙的始焊端为3.2mm,终焊端为4mm,可以用3.2mm和4mm焊条头夹在试板坡口的钝边处,将两试板定位焊焊牢,然后用敲渣锤打掉定位焊用的3.2mm和4mm焊条头即可。
1.板对接仰焊前坡口的准备
用角向打磨机将试板两侧坡口面及坡口边缘各20~30mm范围以内的油、污、锈、垢清除干净,见金属光泽。然后,在距坡口边缘100mm处的试板表面,用划针划上与坡口边缘平行的平行线,如图1-2所示,并打上样冲眼,作为焊后测量焊缝坡口每侧增宽的基准线。
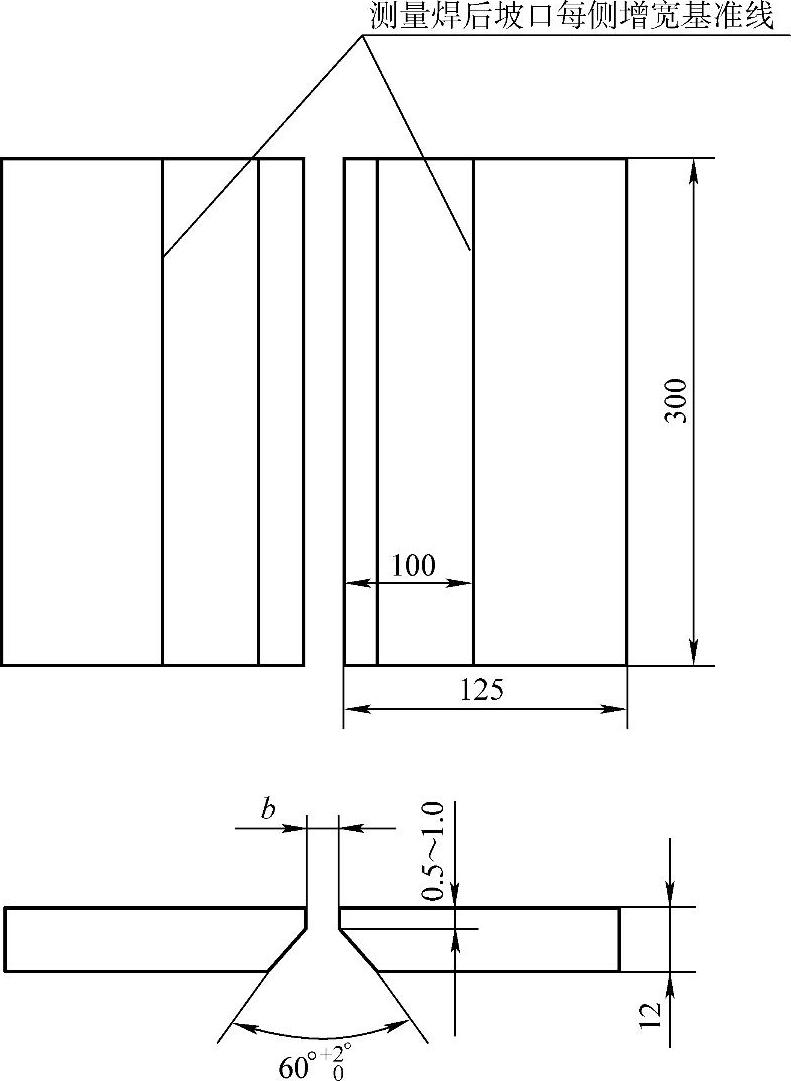
图1-2 板对接仰焊的试件图样
2.试板装配及定位(https://www.xing528.com)
将打磨好的试板装配成Y形坡口的对接接头,装配间隙的始焊端为3.2mm,终焊端为4mm,可以用ϕ3.2mm和ϕ4mm焊条头夹在试板坡口的钝边处,将两试板定位焊焊牢,然后用敲渣锤打掉定位焊用的ϕ3.2mm和ϕ4mm焊条头即可。终焊端放大装配间隙的目的是克服试板在焊接过程中,因为焊缝横向收缩而使焊缝间隙变小,影响背面焊缝的熔深质量。再者,电弧由始焊端向终焊端移动,在300mm长的焊缝中,终焊端不仅有电弧的直接加热,还有电弧在0~300mm长的移动过程中,传到终焊端的热量,瞬间热量的叠加,使终焊端处温度高,焊缝的横向收缩力加大,所以,终焊端间隙要比始焊端间隙大。
装配好试件后,在焊缝的始焊端和终焊端20mm内,用ϕ3.2mm的E4303焊条定位焊焊接,定位焊焊缝长为10~15mm(定位焊焊缝焊在正面焊缝处),对定位焊缝焊接质量要求与正式焊缝一样。
3.反变形
试板焊后,由于焊缝在厚度方向上的横向收缩不均匀,使两块试板离开原来的位置翘起一个角度,这就是角变形,翘起的角度称为变形角α。12mm试板焊接时,变形角控制在3°以内。为此,焊前在试板定位焊时,应将试板的变形角向相反的方向作成3°的反变形角。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。