



1.流程设备配置比较
流程中设备的数量将直接影响流程的初投资,表3-7列出了几类流程的设备配置[24]。
表3-7 流程中主要设备配置[24]
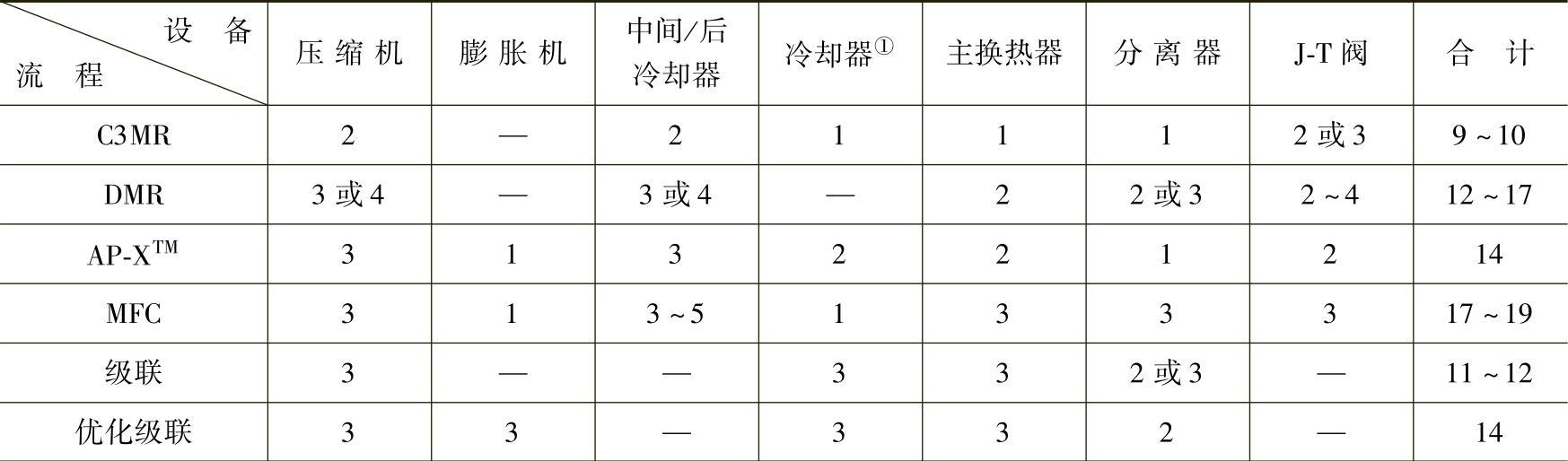
①小的冷却器用于预冷循环或冷却制冷流。
对于各流程的占地面积,C3MR和DMR流程占地面积中等,AP-XTM、MFC和级联流程占地面积大。流程的设备配置和占地面积是与流程能实现的单线产能成比例的。设备配置和占地面积不是流程选择的最主要的决定因素,主要需考虑所选流程能否实现所需的单线产能、比能耗是否适宜、工程实例是否较多等。
2.流程比较
表3-8列出了已建和在建的大中型LNG装置中几类流程的应用情况、适用的生产规模和复杂程度。表3-9为各流程历年在大中型LNG装置中的应用。图3-25为各流程在实际LNG装置中应用的生产线数量百分比。图3-26为各流程在实际LNG装置中应用的产能百分比。
表3-8 用于大型LNG装置(含已建和在建)的常用几类流程情况和比较表
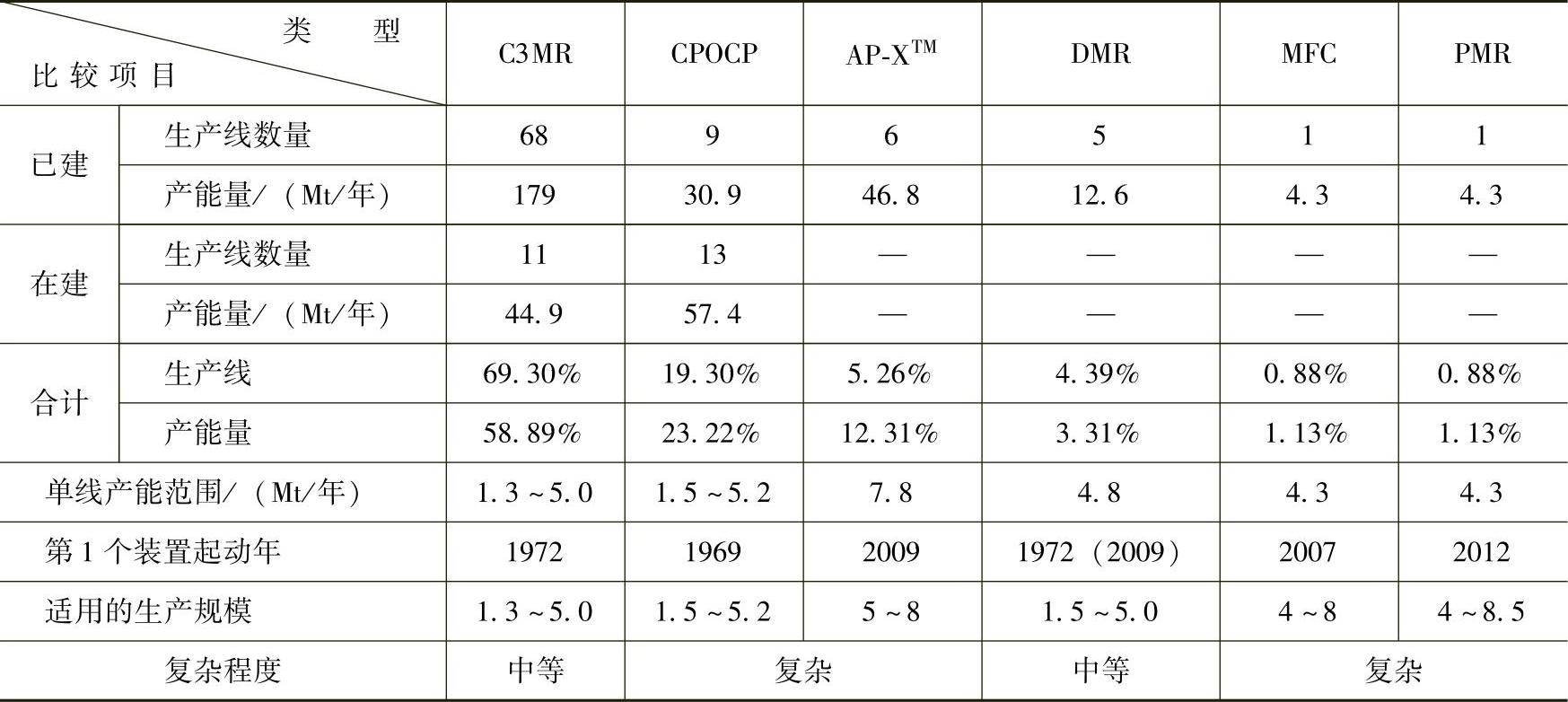
注:本表不包括用于浮式液化装置FLNG的流程。
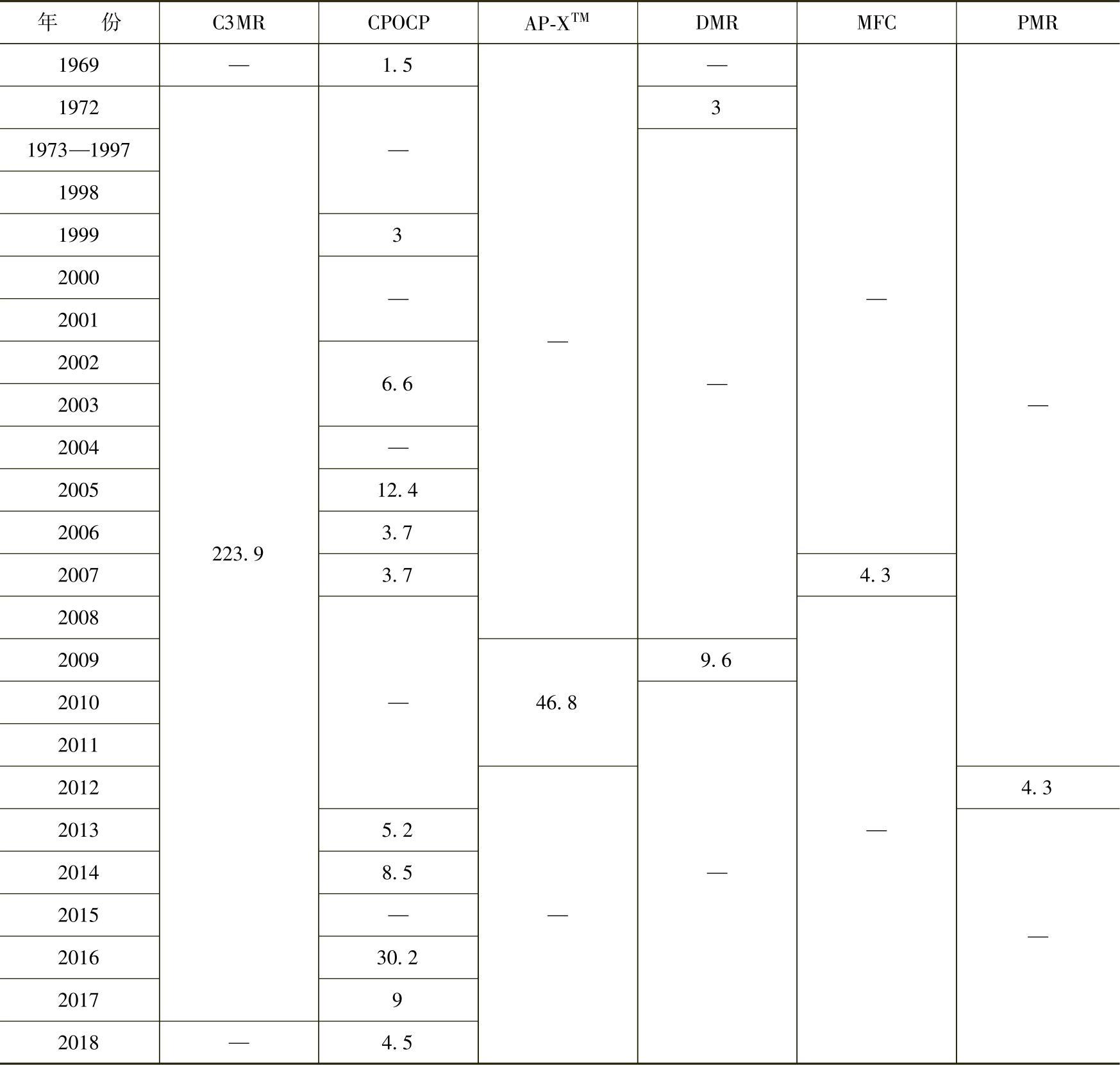
表3-9 各流程历年在大中型LNG装置中的应用
 (https://www.xing528.com)
(https://www.xing528.com)
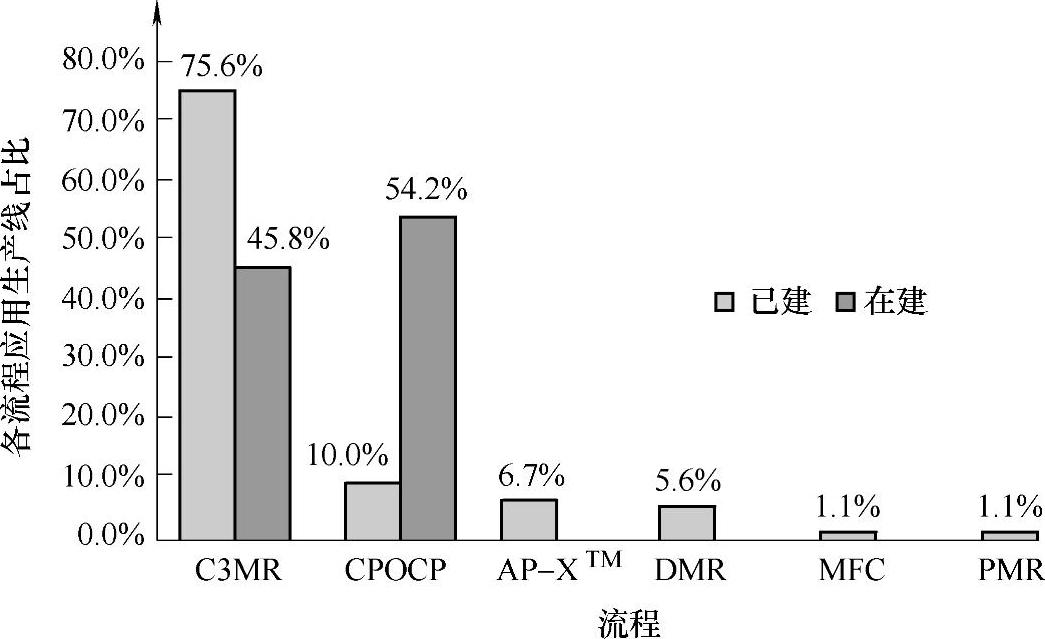
图3-25 各流程在实际LNG装置中应用的生产线数量百分比
从表3-8、图3-25和图3-26可知:
1)C3MR是目前LNG装置中使用得最多的流程。在已建的装置中,C3MR流程的生产线为68条,产能达179Mt/年,分别占总量的75.6%和64.4%。2007年以前,这一流程在混合制冷剂流程中占有垄断的地位。以后随着DMR、MFC、PMR和超大型流程AP-X的应用,垄断地位被打破。但在近年在建的流程中,混合制冷剂流程仍多采用C3MR流程,显示出其强劲的竞争力和生命力。该类流程的生产线和产能占总的在建装置的45.8%和43.9%,但其在在建的装置中的优势地位已受到了康菲优化级联流程CPOCP的强劲挑战,即在生产线和产能总量方面也均被CNOCP超越。值得注意的是:C3MR流程不适合用于极端气候条件,尤其是极寒地区。
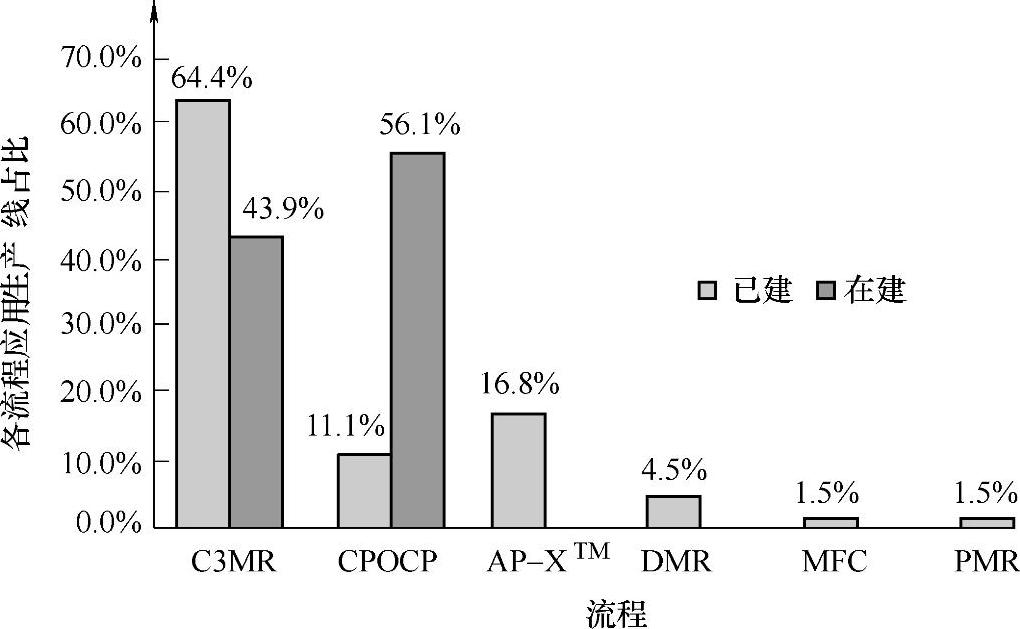
图3-26 各流程在实际LNG装置中应用的产能百分比
2)康菲优化级联流程,在已投入运行的LNG装置中,CPOCP在LNG装置中的应用仅次于C3MR和AP-XTM流程。自1999年以来,在单线产能低于5.2Mt/年的装置中,其应用量仅次于C3MR。在已建的LNG装置中,生产线为9条,产能达30.9Mt/年,分别占总量的10.0%和11.1%。在在建的LNG装置中,CPCOP的应用超越了C3MR,生产线和产能占在建总量的54.2%和56.1%,已成为在建装置中使用最多的流程。
3)AP-XTM流程一般应用于超大型的LNG装置中。在超大规模的装置中,该流程是目前唯一被应用于实际LNG装置的流程,且已成功投入运行生产线有6条,这为其以后在类似超大型LNG装置中的应用打下了良好的基础。
4)DMR应用得较少,且运行经验少。因存在两个混合制冷剂合理配比的问题,操作难度大于C3MR流程装置,因此在很长的一段时间内未被采用。但它能适应各类气候条件,且能在极端气候条件下保持流程的高效运行。DMR流程比C3MR流程具有更好的气候条件适应能力、更广的适用区域,以及相应的单线产能和流程复杂度,因此是比C3MR更优越的流程。随着Shell的DMR流程在寒冷的萨哈林岛的成功运行及C3MR流程难以用于浮式液化装置,预计DMR的应用将会增加。Shell的DMR流程在大型LNG装置中的使用有以下三个方面的好处:①促进了LNG技术的进步;②增加了流程工艺选择范围;③给具有LNG装置中关键设备供货能力的欧洲公司带来了更多的机遇,打破了近年来美国公司在关键设备方面几乎垄断的地位。
5)MFC流程在挪威的北极圈极寒地区的LNG装置中得到了第一次使用,它具有所有三循环流程的复杂度和众多的设备数量、需要对三重混合制冷剂循环进行制冷剂的合理配比。使用该MFC流程的挪威SnøhvitLNG装置投入运行后,曾多次出现严重故障,且需要停机检修。尽管有些是设备的问题而不是流程本身的问题,但都给这种流程的再次使用蒙上了阴影。
6)PMR流程在澳大利亚的PlutoLNG装置中得到了第一次使用。其与C3MR流程的区别在于混合制冷剂循环采用了两列并列的方式,虽然这使流程复杂了,但可使流程在更宽广的流量范围内高效运行。
总之,现在已有的和在建的流程中,相对集中在C3MR和优化级联流程,但其他流程如DMR、PMR和MFC流程的应用,为流程的选择提供了多种可能,垄断也慢慢地被打破。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。