



对于实现大规模的单生产线流程,Shell提出了并联混合制冷剂流程PMR,它包括一个预冷循环和两个并联的混合制冷剂循环,如图3-17所示。该预冷循环可以使用丙烷预冷循环,也可使用混合制冷剂预冷循环,即C3/PMR流程或MR/PMR流程。流程中的NGL提取单元可使生产得到的LNG满足英美市场对天然气低热值的要求[20]。
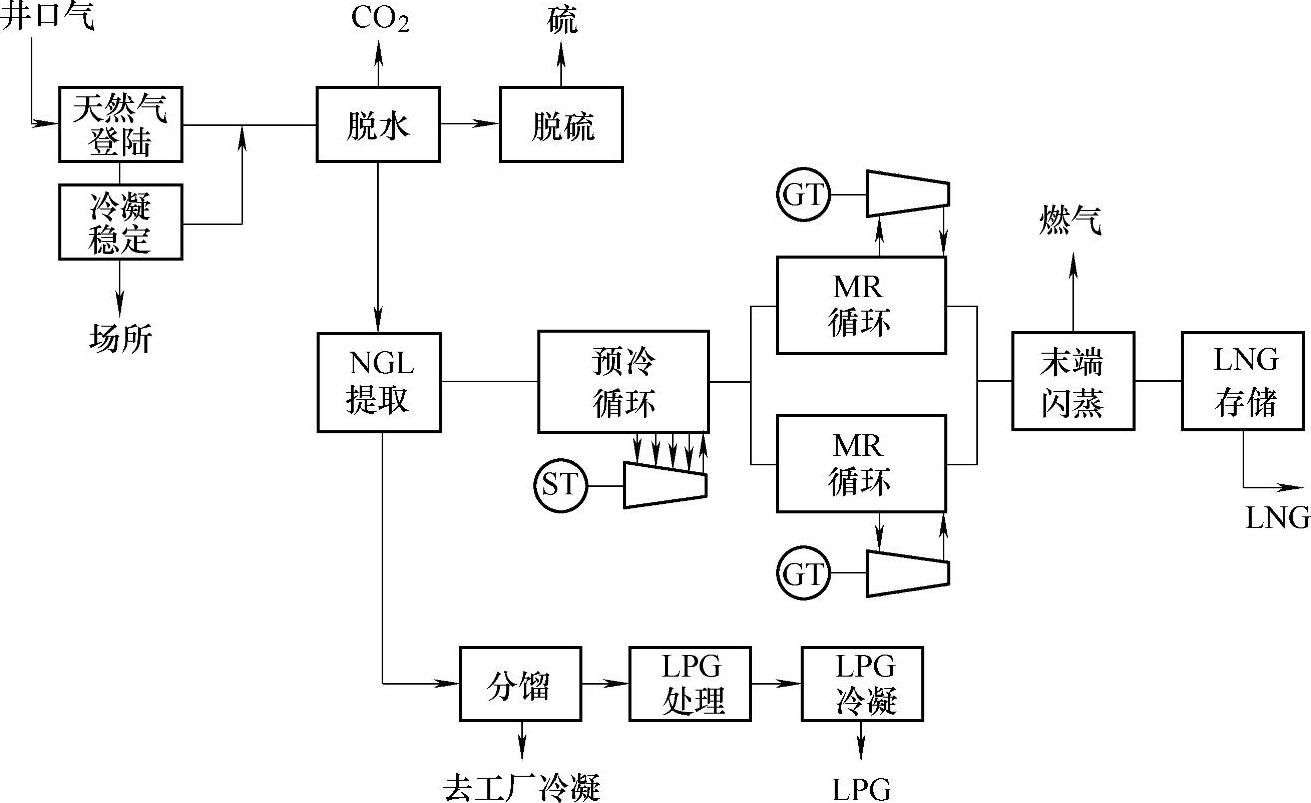
图3-17 Shell提出的并联混合制冷剂流程PMR简图[20]
当流程中用3个GE-Frame7燃气涡轮驱动压缩机时,PMR流程的生产线能力可达到8.5Mt/年[20]。图3-18给出了Shell提出的C3/PMR流程[21]。
C3/PMR流程中采用3个带有辅助起动机的GE-Frame7燃气涡轮机来驱动压缩机。PMR技术有如下的优势[21]:
1)并联流程提高了生产线整体可用率,减少了技术风险。如果一个液化循环出现故障,那么液化天然气的生产可继续以生产线生产能力的60%运行。
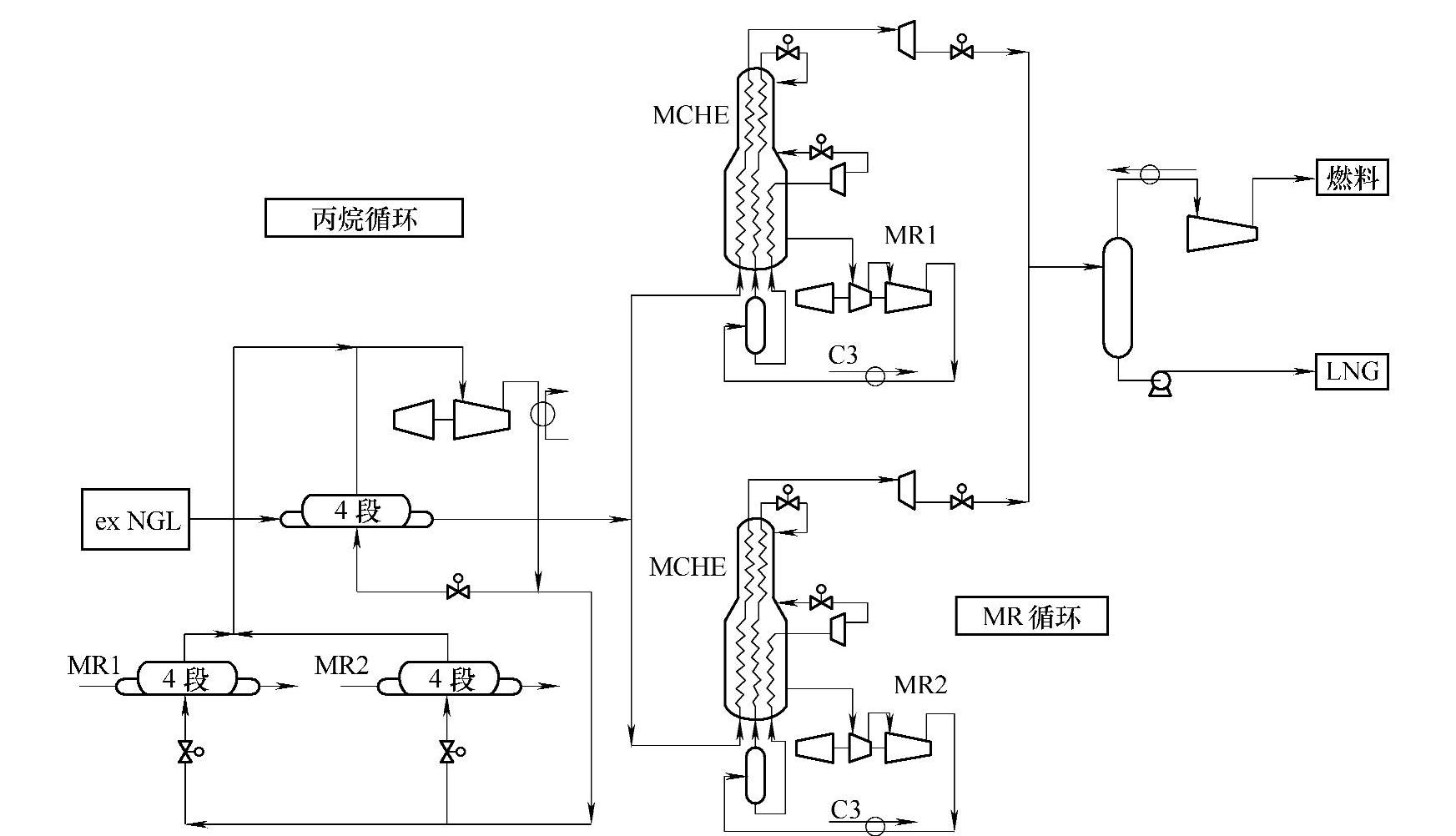
图3-18 带NGL提取的C3/PMR流程[21]
2)与AP-XTM相比,并联阵容减少了系统的压力降。
 (https://www.xing528.com)
(https://www.xing528.com)
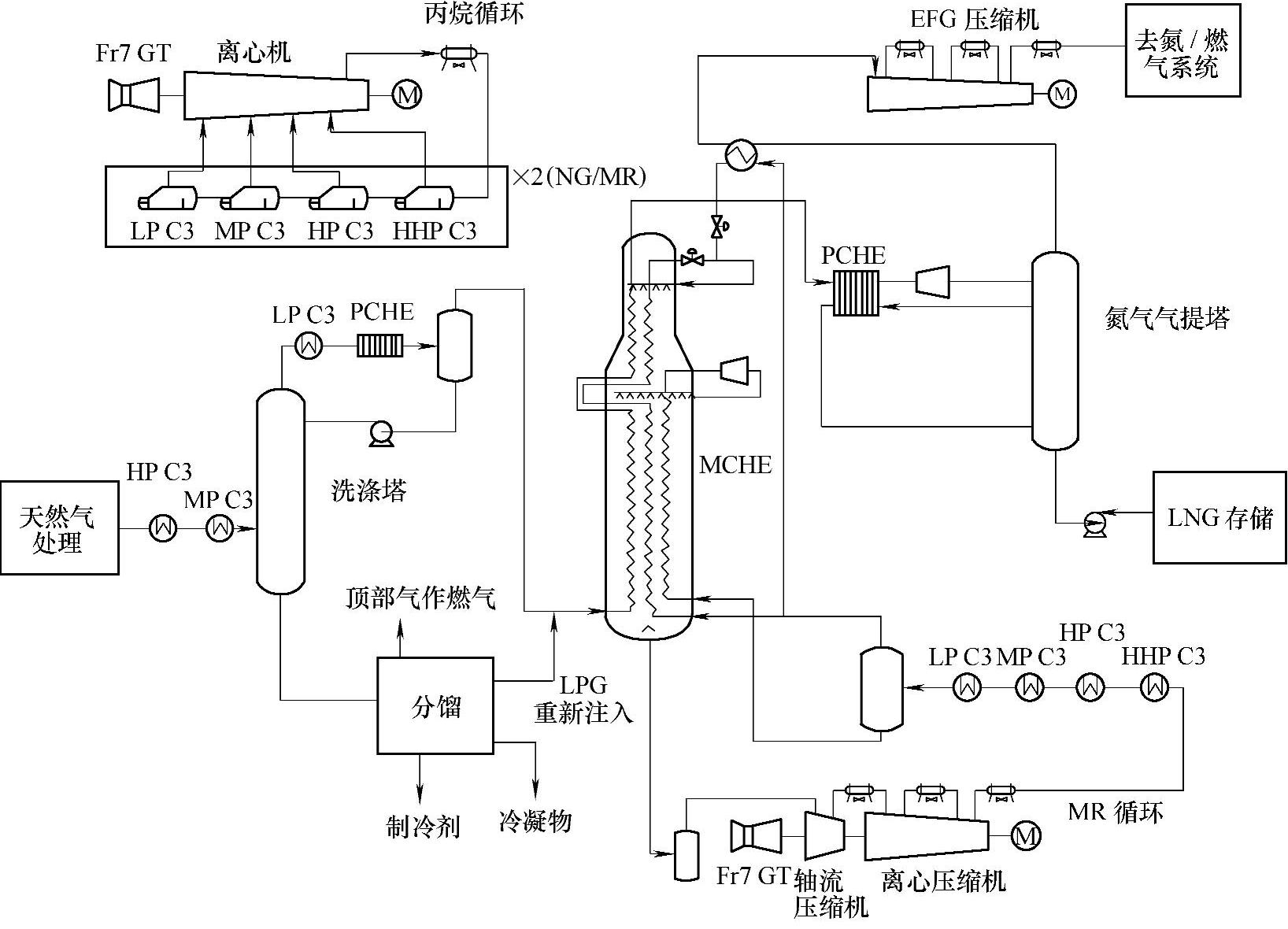
图3-19 Shell在澳大利亚的PlutoLNG装置中的C3MR流程简图[22]
图3-19为Shell在澳大利亚的PlutoLNG流程中采用的C3-PMR流程简图。Pluto LNG装置产能为4.3Mt/年,装置中压缩机由GEFrame-7EA燃气涡轮机驱动,并配备了用于起动燃气涡轮机的20MWABB辅助电动机。丙烷压缩分为四级:低压(LP)、中压(MP)、高压(HP)和超高压(HHP),采用3MCL1405型离心丙烷压缩机。低压级混合制冷剂由AN-250型轴流压缩机压缩,中压和高压级混合制冷剂由2BCL806型离心压缩机压缩。制冷剂被压缩后由空气进行冷却。
图3-19所示的近期在澳大利亚Pluto LNG流程的原料气中含氮高,达8mol%,这降低了液化单元的效率,氮需要除去以达到LNG的标准。在液化单元后增加了氮脱除单元,主要包括脱氮塔。天然气在两个并联Linde绕管式换热器中被冷却到约-157°C,经膨胀机降压后进入脱氮塔。脱氮塔将生成含氮量低于1mol%的LNG,同时生成含氮量约为53mol%的气体,此气体经压缩处理后进入燃料气体系统。装置信息见表3-5。
Shell的split-propane技术是针对丙烷压缩机与驱动机。在split-propane流程中4级丙烷压缩被分成两组。第一台机器压缩第一级LP和第三级HP丙烷至排气压力,而第二台压缩机压缩第二级MP和第四级压力HHP的丙烷至排气压力,如图3-20[23]所示。
表3-5 应用壳牌C3-PMR流程的澳大利亚的PlutoLNG装置


图3-20 Shell的split-propane流程中压缩机与驱动机的匹配[21]
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。