



当单线产能达到5Mt/年时,已接近C3MR流程中一些主要设备,如压缩机的工作极限。为了满足客户对不断增加液化天然气生产线生产能力和降低单位液化成本的需求[6],APCI开发了AP-XTM流程循环。
图3-12所示的AP-XTM由C3MR流程演变而来,图中所示虚线内流程图是C3MR循环。AP-XTM循环流程是个三循环流程,由丙烷预冷循环、混合制冷剂循环、氮膨胀制冷循环组成。丙烷预冷循环使用釜式换热器,混合制冷剂循环使用绕管式换热器,氮膨胀制冷循环使用另一个绕管式换热器和板翅式换热器。经C3MR流程部分冷却后,天然气约冷却至-115℃,在进入氮膨胀制冷循环后冷却至-150~-162℃,如图3-13[3,5]所示。
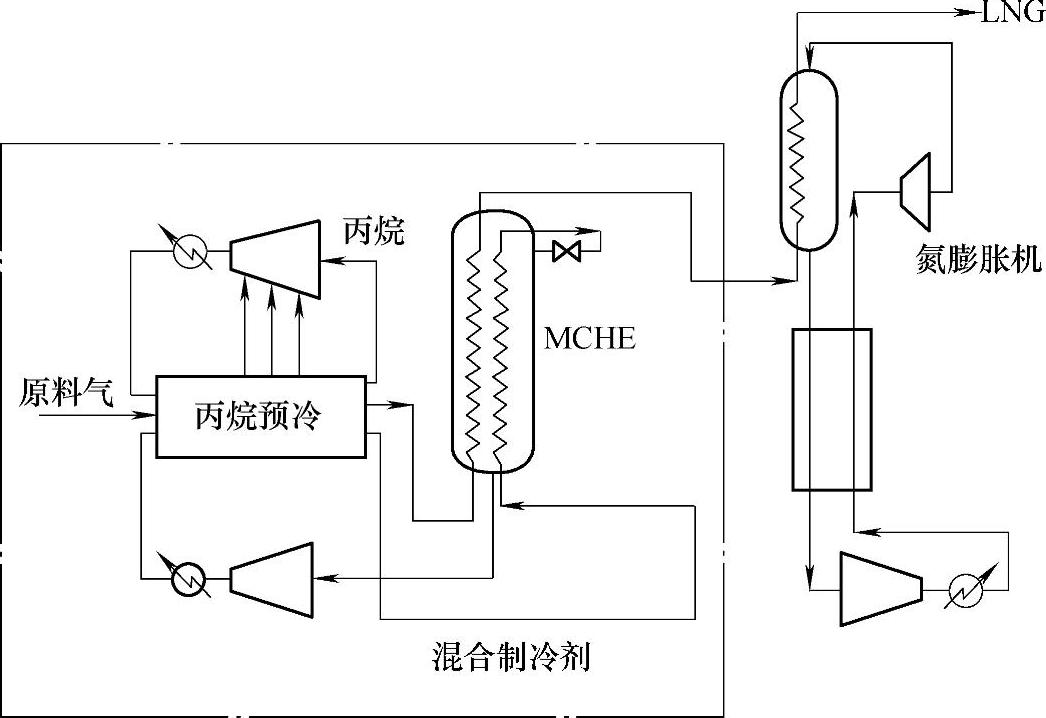
图3-12 APCI的AP-XTM流程图[5]
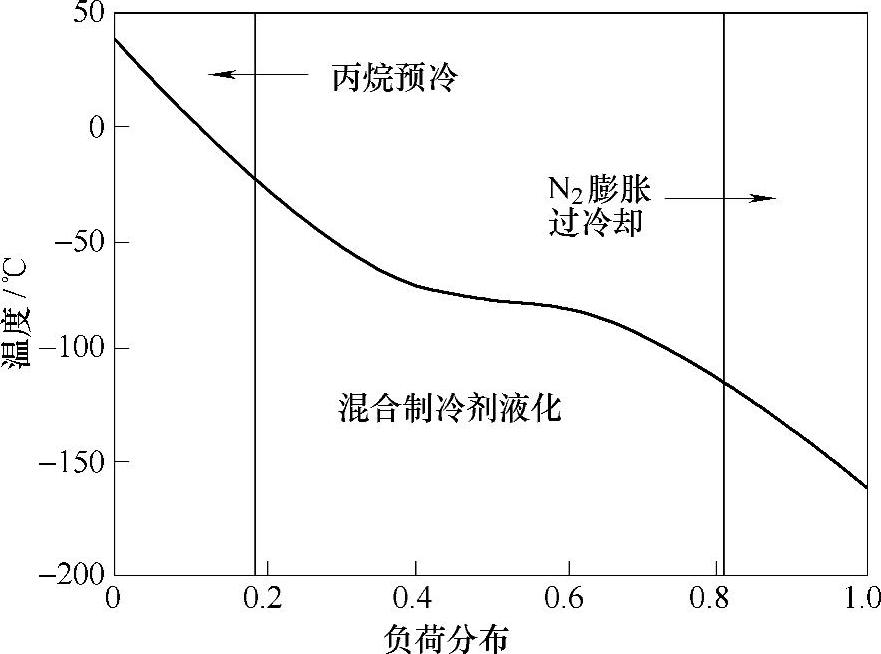
图3-13 AP-XTM流程中的天然气降温曲线[3]
在新增的氮膨胀制冷循环中,氮被压缩,然后被冷却到接近周围的温度。然后高压的氮被反流的低压氮冷却,接着氮膨胀到一个更低的压力进一步降温,从而为天然气提供冷量[6]。(https://www.xing528.com)
由于氮膨胀制冷循环为天然气提供了一部分冷量,因此在液化相同数量的天然气时需由C3MR部分提供的冷量降低,表现为丙烷和混合制冷剂流量的降低,流量分别降为80%和60%。反之,如果保持丙烷和混合制冷剂的流量,则可液化更多的天然气,从而实现生产量的提高[6]。
丙烷预冷循环,混合制冷剂循环和氮膨胀制冷循环之间的功率划分是灵活的,可通过改变三个制冷循环的温度范围来进行操作。如果再结合使用Split-MRTM技术,可使在匹配压缩机驱动机设置时有相当大的灵活性[12]。
目前该流程已应用于卡塔尔RasLaffan工业区的6个LNG生产线中,单线生产规模达7.8Mt/年[13]。各生产线中用3台GE/NP公司的Frame9E燃气涡轮机分别驱动丙烷压缩机、混合制冷剂压缩机和氮气压缩机[14]。
使用APCI公司AP-XTM流程的LNG装置信息见表3-3。
表3-3 使用APCI公司AP-XTM流程的LNG装置信息汇总表

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。