



熔融沉积成型设备中的热熔喷头是该工艺应用中的关键部件。除了热熔喷头以外,成型材料的相关特性(如材料的粘度、熔融温度、粘结性以及收缩率等)也是FDM工艺应用过程中的关键。
(1)材料的粘度 材料的粘度低、流动性好,阻力就小,有助于材料顺利挤出。材料的流动性差,需要很大的送丝压力才能挤出,会增加喷头的启停响应时间,从而影响成型精度。
(2)材料熔融温度 熔融温度低可以使材料在较低温度下挤出,有利于提高喷头和整个机械系统的寿命。减少材料在挤出前后的温差,能够减少热应力,从而提高原型的精度。
(3)粘结性 FDM原型的层与层之间往往是零件强度最薄弱的地方,粘结性好坏决定了零件成型以后的强度。粘结性过低,有时在成型过程中因热应力会造成层与层之间的开裂。
(4)收缩率 由于挤出时,喷头内部需要保持一定的压力才能将材料顺利挤出,挤出后材料丝一般会发生一定程度的膨胀。如果材料收缩率对压力比较敏感,会造成喷头挤出的材料丝直径与喷嘴的名义直径相差太大,影响材料的成型精度。FDM成型材料的收缩率对温度不能太敏感,否则会产生零件翘曲、开裂。
由以上材料特性对FDM工艺实施的影响来看,FDM工艺对成型材料的要求是熔融温度低、粘度低、粘结性好、收缩率小。
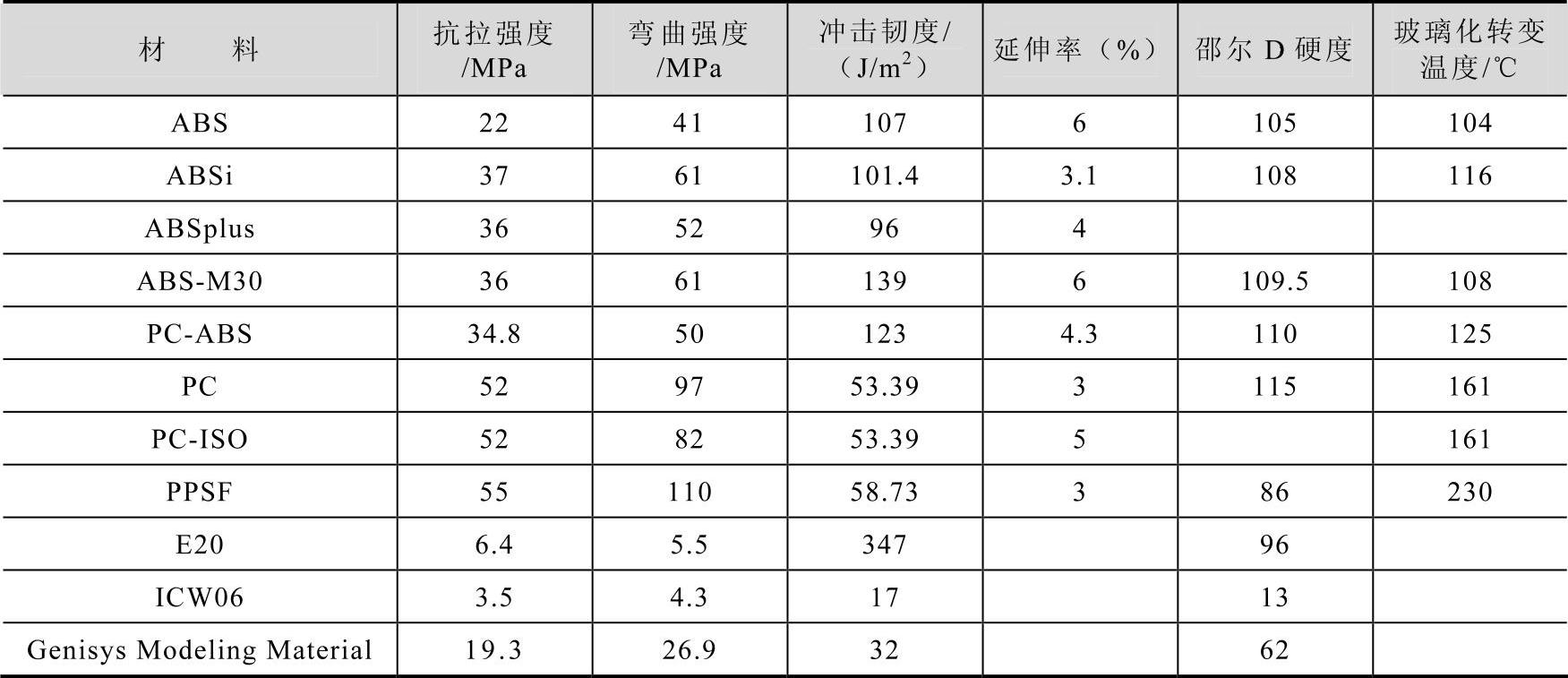
以DTM公司推出的FDM设备为代表,使用的熔融沉积丝材分为两部分:一类是成型材料,另一类是支撑材料。成型材料主要有ABS及医学专用的ABSi、MABS塑料丝、蜡丝、聚烯烃树脂丝、尼龙丝及聚酰胺丝等,其选用的参考及各种材料的性能指标分别见表3-22和表3-23。
表3-22 FDM工艺成型材料的基本信息
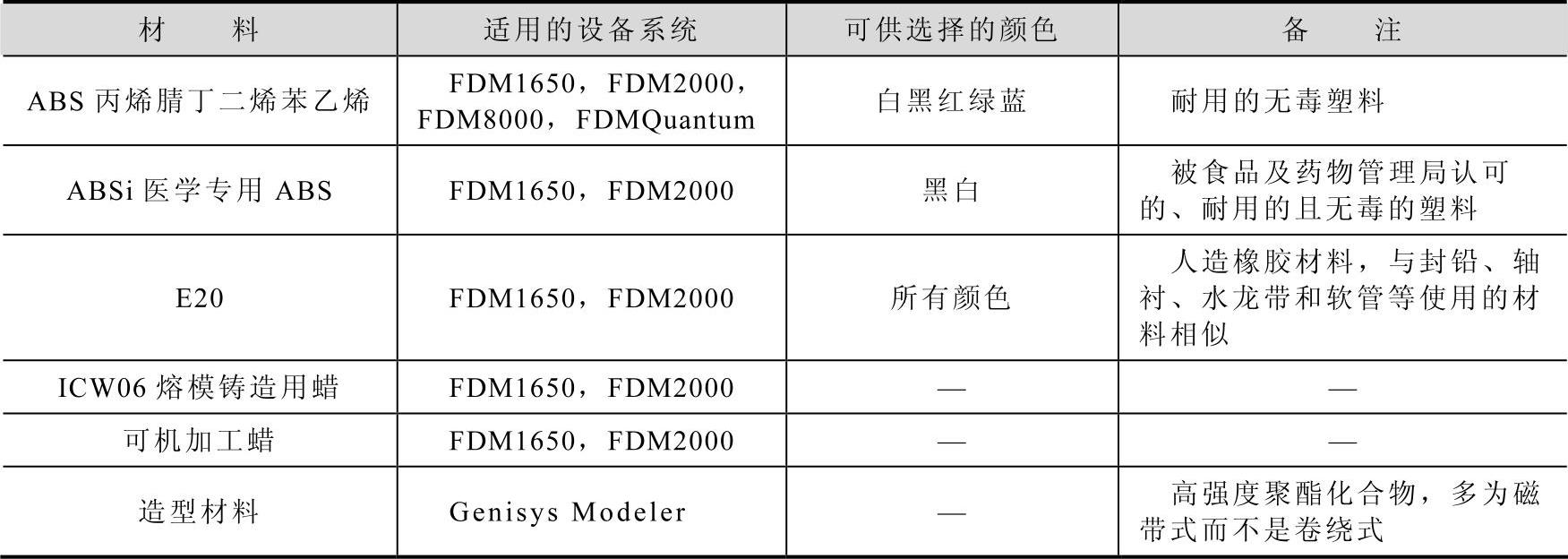
表3-23 FDM工艺成型材料的性能指标
FDM工艺对支撑材料的要求是能够承受一定的高温、与成型材料不浸润、具有水溶性或者酸溶性、具有较低的熔融温度、流动性好等,具体介绍如下:(https://www.xing528.com)
(1)能承受一定高温 由于支撑材料要与成型材料在支撑面上接触,所以支撑材料必须能够承受成型材料的高温,在此温度下不产生分解与融化。由于FDM工艺挤出的丝比较细,在空气中能够比较快速的冷却,所以支撑材料能承受100℃以下的温度即可。
(2)与成型材料不浸润,便于后处理 支撑材料是加工中采取的辅助手段,在加工完毕后必须去除,所以支撑材料与成型材料的亲和性不应太好。
(3)具有水溶性或者酸溶性 由于FDM工艺的一大优点是可以成型任意复杂程度的零件,经常用于成型具有很复杂的内腔、孔等零件,为了便于后处理,最好是支撑材料在某种液体里可以溶解。这种液体必须不能产生污染或有难闻气味。由于现在FDM使用的成型材料一般是ABS工程塑料,该材料一般可以溶解在有机溶剂中,所以不能使用有机溶剂。目前已开发出水溶性支撑材料。
(4)具有较低的熔融温度 具有较低的熔融温度可以使材料在较低的温度下挤出,提高喷头的使用寿命。
(5)流动性好 由于支撑材料的成型精度要求不高,为了提高机器的扫描速度,要求支撑材料具有很好的流动性,相对而言,黏性可以差一些。
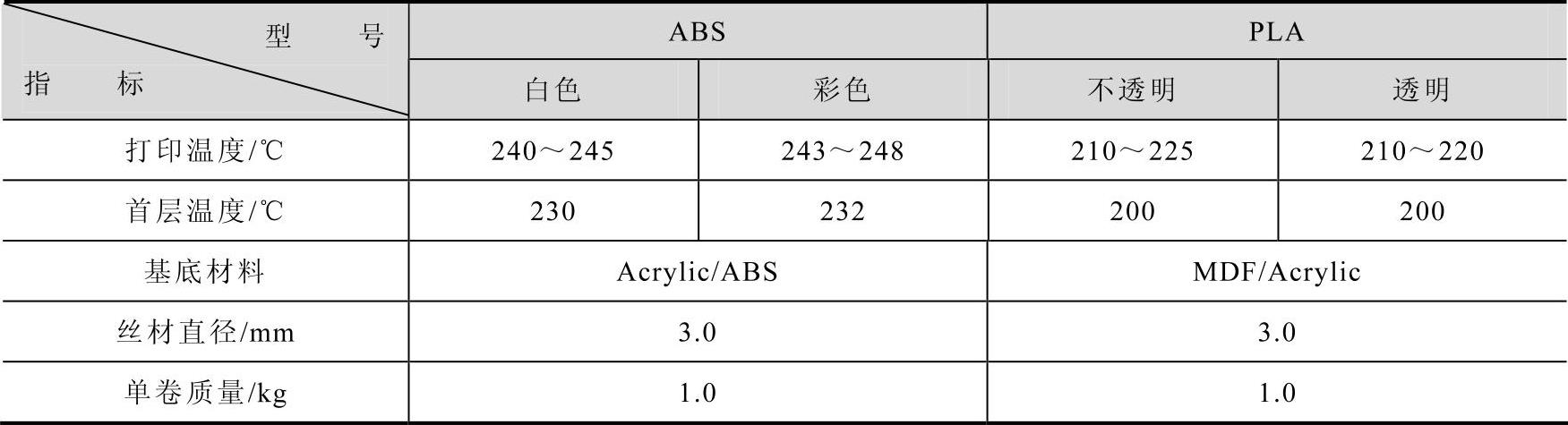
近年来,基于FDM工艺原理的个人用小型桌面式3D打印机被大量开发出来,如3D Systems公司的Personal系列打印机使用的材料有PLA(白、蓝、绿)和ABS(黑、红)丝材,直径为3mm,如图3-2所示。表3-24给出了3D Systems公司上述Personal 3D打印设备使用的丝材的基本参数。

图3-2 3D Systems公司的Personal 3D打印机使用的丝材
表3-243D Systems Personal 3D打印机使用材料的基本参数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。