



在增材制造材料中,与其他类型的材料相比,粉末类材料具有制备容易、类别广泛、建造过程简单、材料利用率高等优点。增材制造工艺中的SLS、SLM、LENS、3DPG、EBM等均使用粉末材料,不仅能够用来制造广泛使用的塑料零件,而且能制造陶瓷、石蜡等材料的零件,特别是可以直接制造金属零件,这使得采用粉末材料的几种增材制造工艺颇具吸引力和发展前景。
用于增材制造工艺的各类粉末,包括金属、陶瓷、石蜡以及聚合物的粉末,如尼龙粉、覆裹尼龙的玻璃粉、聚碳酸酯粉、聚酰胺粉、蜡粉、金属粉(成型后常需进行再烧结及渗铜处理)、覆裹热凝树脂的细沙、覆蜡陶瓷粉、覆蜡金属粉及石膏粉等,其粉末粒度一般在50~125µm之间。工程上粉体的等级及相应的粒度范围见表3-4。
表3-4 工程上粉体的等级及相应的粒度范围

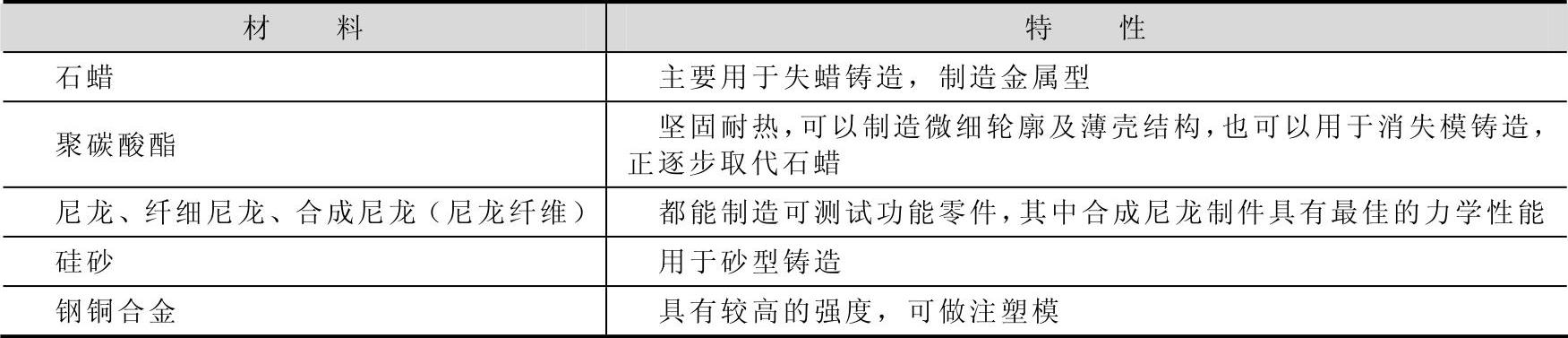
SLS用的复合粉末通常有两种混合形式:一种是粘结剂粉末与金属或陶瓷粉末按一定比例机械混合;另一种则是把金属或陶瓷粉末放到粘结剂稀释液中,制取具有粘结剂包裹的金属或陶瓷粉末。实践表明,采用粘结剂包裹的粉末的制备虽然复杂,但烧结效果较机械混合的粉末好。当烧结环境温度控制在聚碳酸酯软化点附近时,其线胀系数较小,进行激光烧结后,被烧结的聚碳酸酯材料翘曲较小,具有很好的工艺性能。为了提高原型的强度,用于SLS工艺材料的研究也逐渐转向金属和陶瓷。近年来开发的较为成熟的用于增材制造工艺的粉末材料见表3-5。
表3-5 增材制造工艺常用的粉末材料及其特性
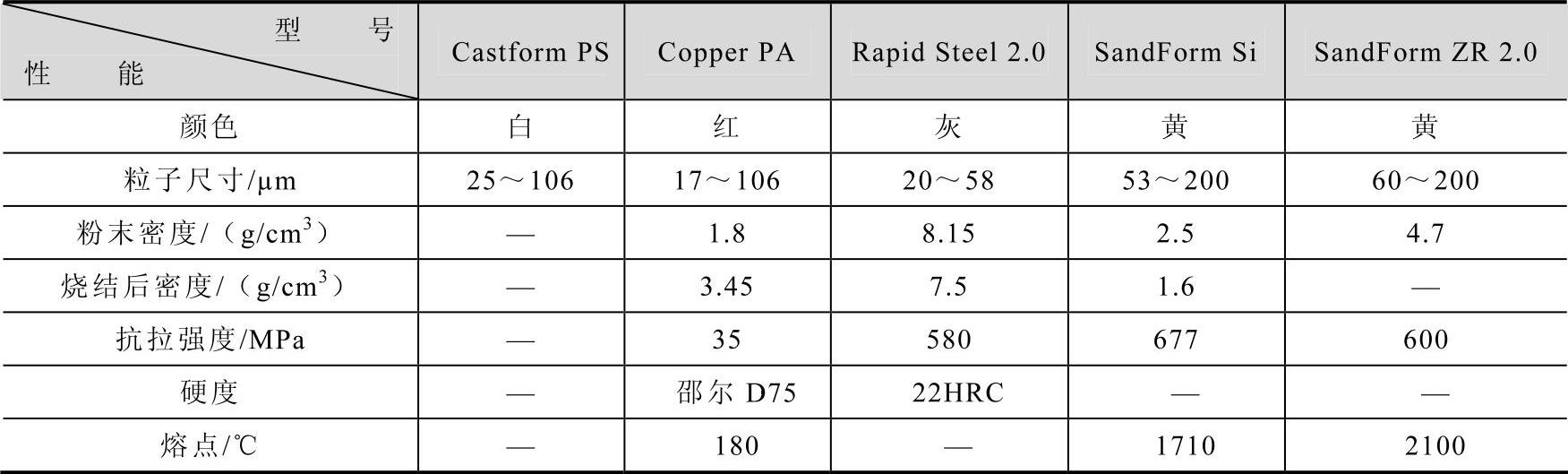
国外的许多增材制造设备开发公司和使用单位都对增材制造材料进行了大量的研究工作,开发了多种适合于增材制造工艺的材料。其中在SLS领域,以DTM公司所开发的成型材料类别较多,最具代表性,其已商品化的SLS用成型材料产品见表3-6。部分DuraForm系列粉末材料的具体型号及其性能见表3-7。DTM公司开发的部分金属粉末及树脂砂粉末的型号及性能见表3-8。DuraForm Flex为一种具有类似橡皮柔韧性及功能的热塑性人造橡胶粉末材料,模型抗撕裂性好,可反复进行弯曲,适于制作鞋类、密封圈等制件及相关性能的功能模型等。DuraForm PA为尼龙粉,适于制作概念与功能模型,模型表面细腻,抗腐蚀性和抗吸湿性较好,力学性能与加工性均较好。DuraForm GF是在尼龙中添加了玻璃粉材料,能制造微小特征,适合概念模型和测试模型制造,模型刚硬性及耐温性较好,尺寸稳定,可获得较好的表面质量。DuraForm EX塑料粉烧结的模型强度较高,其强度类似于注射成型的ABS或PP制件,抗冲击性较好,可重复加工性强,适于制作复杂薄壁的管道制件等。CastForm PS塑料粉烧结制作的消失型与蜡模相比,力学性能好,方便运输,便于装配与修复中的夹持,余灰少,陶瓷壳不易出现裂纹,可用于陶瓷模和石膏模的制作,适用于各种金属及合金的熔模铸造。
表3-6 DTM公司开发的SLS用成型材料
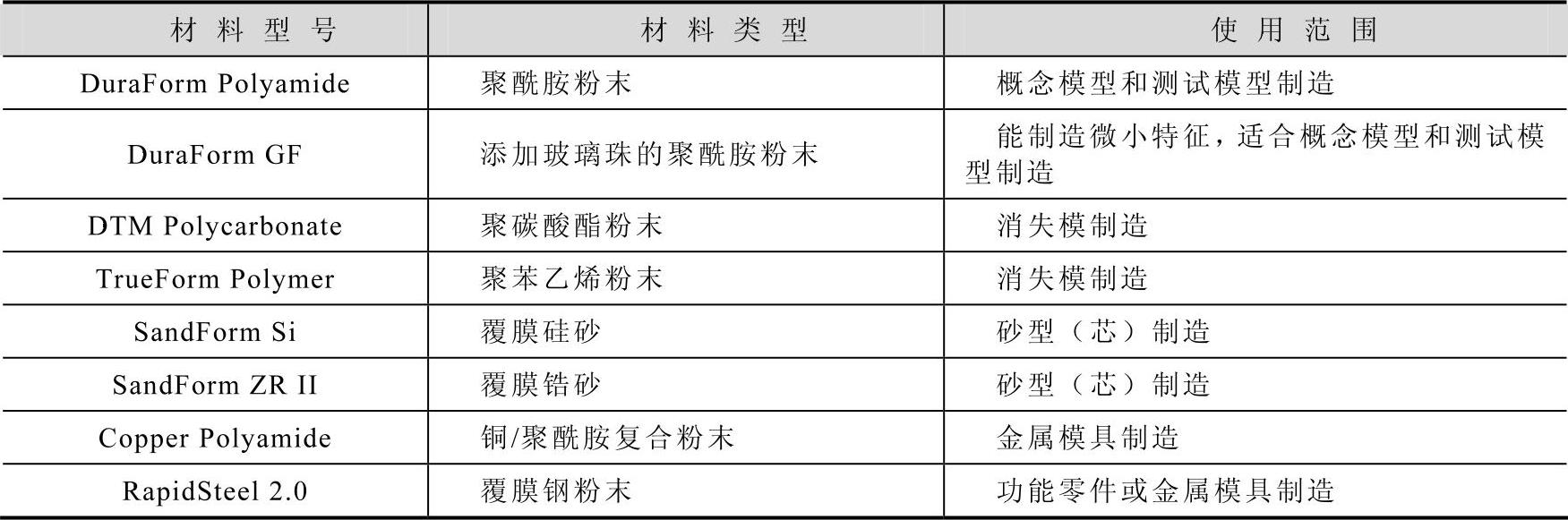
表3-7 部分DuraForm系列粉末材料型号及性能
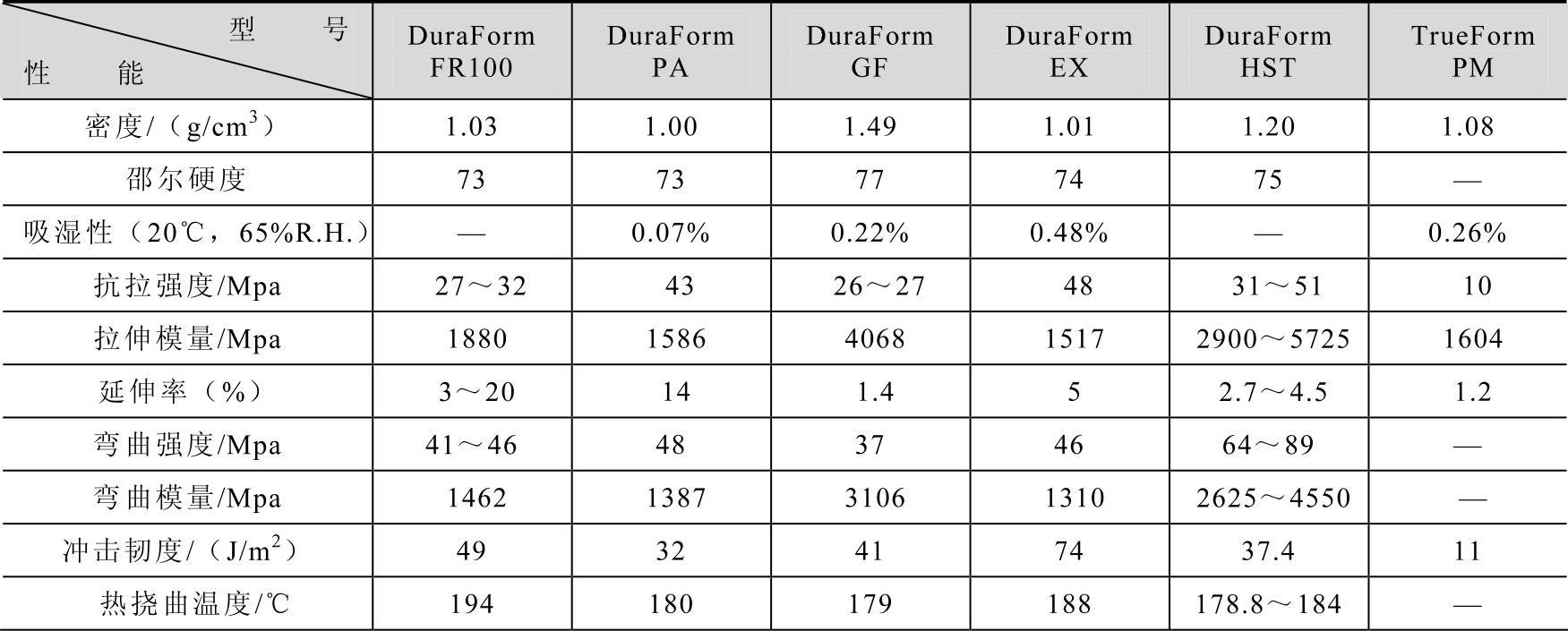
(续)

表3-8 DTM公司开发的部分金属粉末及树脂砂粉末的型号及性能(https://www.xing528.com)
同样,粉末烧结成型设备著名开发商德国EOS公司也开发了系列粉末烧结材料,表3-9给出的是EOS公司开发的用于金属结构件SLM工艺的金属粉末材料的型号及性能,表3-10给出的是EOS公司开发的用于塑料件SLS工艺的粉末材料的型号及性能。
激光熔覆与SLM工艺一样,也是采用粉末材料熔化堆积成型。LENS工艺装备著名制造商Optomec推出的金属3D打印机LENS 450、LENS MR7、LENS 750、LENS 850等,使用的粉末材料有不锈钢304L/316L、工具钢H13、钛合金Ti-6-4、耐热合金IN625/718等,其部分材料的性能指标见表3-11。
我国对增材制造工艺中的粉末材料的研究与开发相对于工艺设备的研究与开发显得比较滞后,目前还处在起步阶段,与国外相比存在较大差距。虽然国内有多家研究与开发单位对粉末材料和工艺进行了研究和开发工作,但还没有专门的成型材料生产和销售单位。国内几家主要研究单位开发的粉末材料见表3-12。
表3-9 EOS公司开发的部分SLM用金属粉末材料的型号及性能
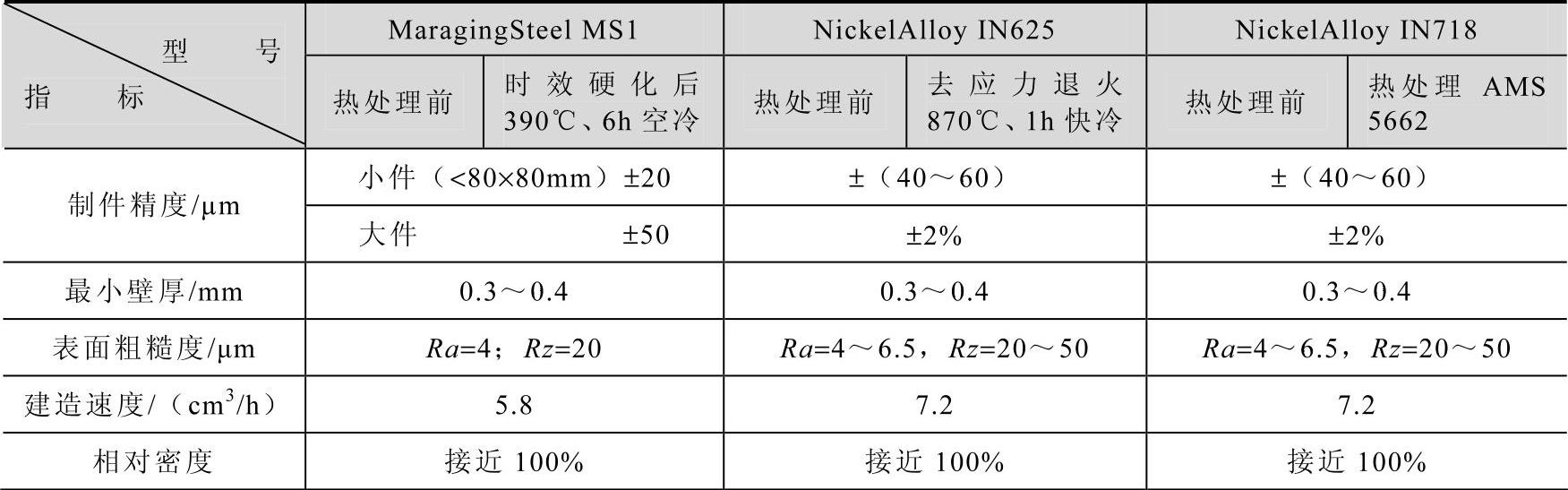
(续)
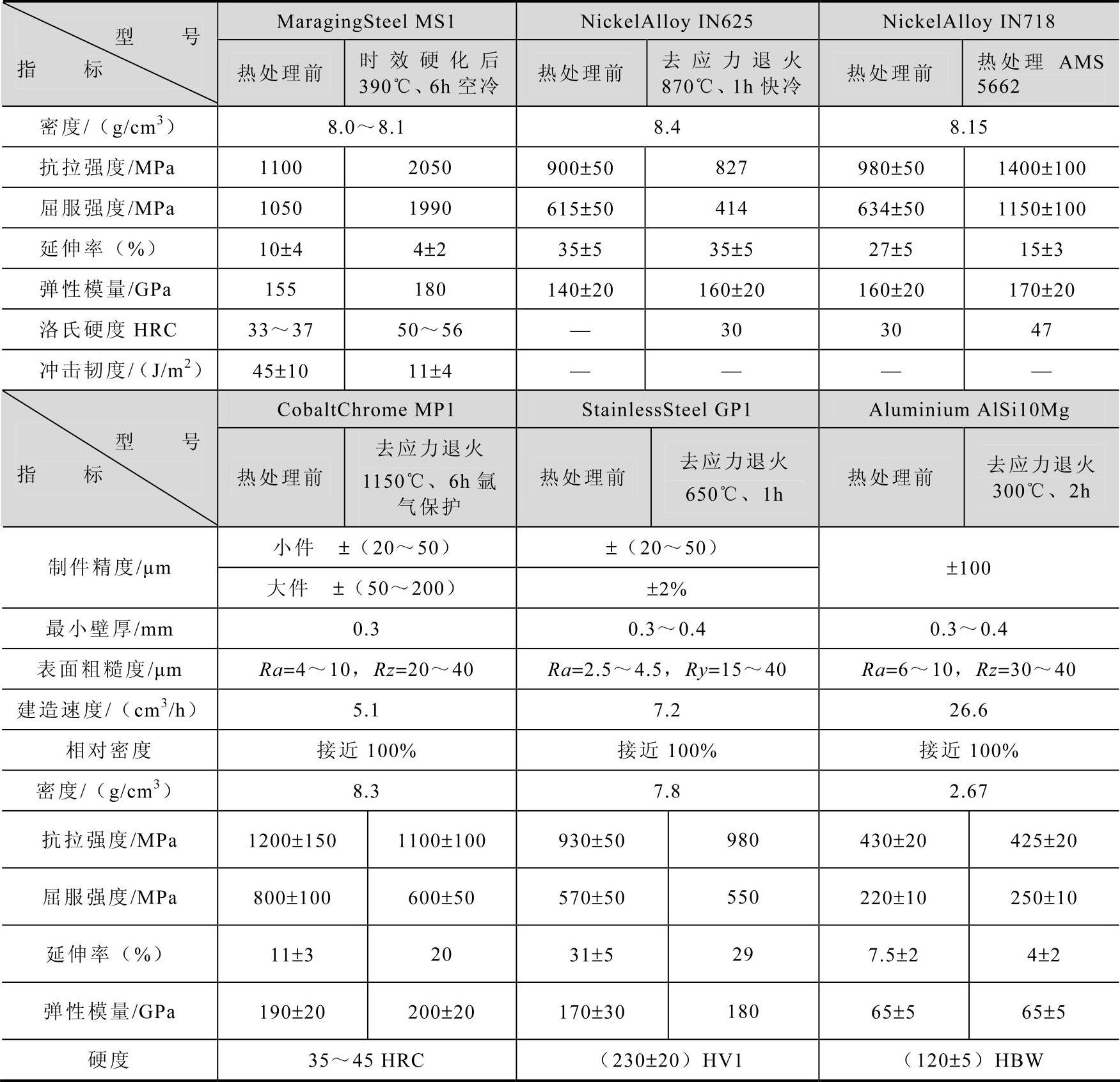
表3-10 EOS公司开发的部分SLS用高分子粉末材料型号及性能
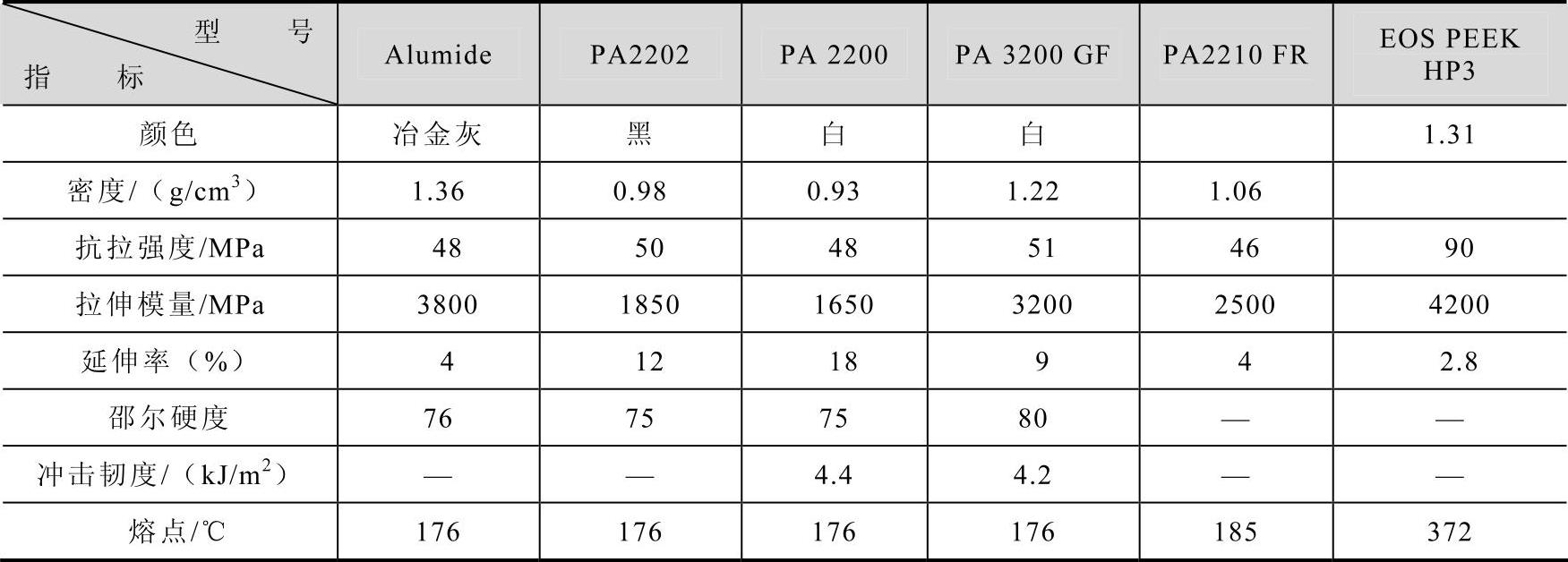
表3-11 Optomec公司用于LENS工艺的部分成型材料及力学性能
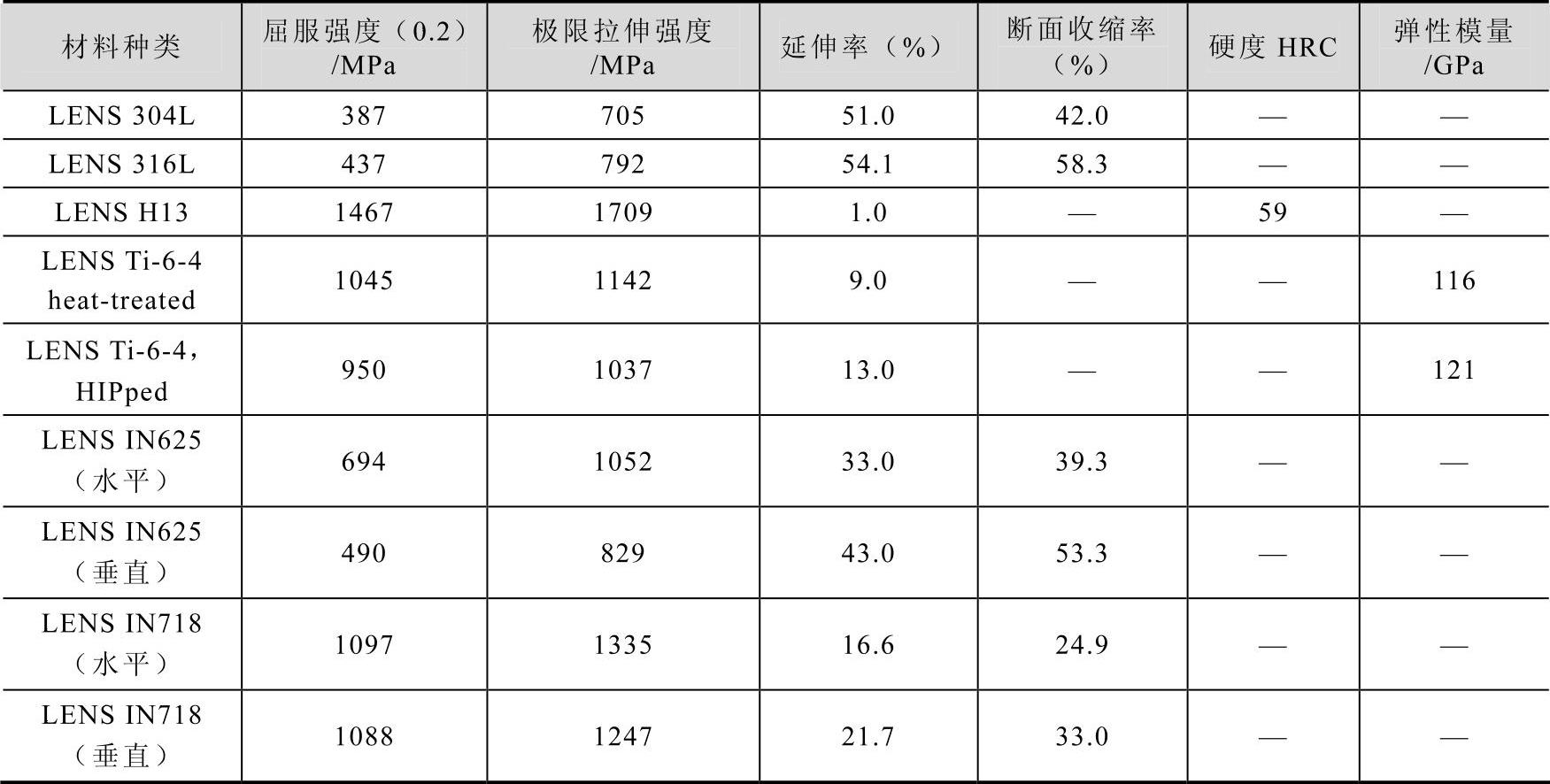
表3-12 国内各单位开发的粉末材料

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。