



电铸成型是通过电解使金属离子沉积在电铸模具表面,来复制金属制品的过程。它是利用金属的电解沉积原理来精确复制某些复杂或特殊形状工件的特种加工方法,是电镀技术的特殊应用。
电铸是在芯模表面电沉积金属,然后使两者分离来制取零件的工艺。其基本原理与电镀相同,区别在于电镀层要与基材牢固结合,而电铸层要与基材(芯模)分离;电镀层的厚度一般只有几微米到几十微米,而电铸层有零点几毫米到几毫米。
1.电铸成型的基本原理及工艺流程
图2-87为电铸工艺的基本原理。把预先按所需形状制成的电铸模作为阴极,用电铸材料作为阳极,一同放入与阳极材料相同的金属盐溶液中,通以直流电。在电解作用下,电铸模表面逐渐沉积出金属电铸层,达到所需的厚度后从溶液中取出,将电铸层与原模分离,便获得与原模形状相对应的金属复制件。
电铸成型的工艺流程因母模为金属和非金属而不同,具体如下:
金属母模脱脂—弱浸蚀—制备分离层(用于多次使用的母模)—镀裹紧层—电铸—机加工—加固—脱模—热处理(用于内应力大和需提高塑性的电铸层)。
非金属母模涂防水层(用于易吸水的材料)—脱脂—镀导电层—镀裹紧层—电铸—机加工—加固—脱模—热处理(用于内应力大和需提高塑性的电铸层)。
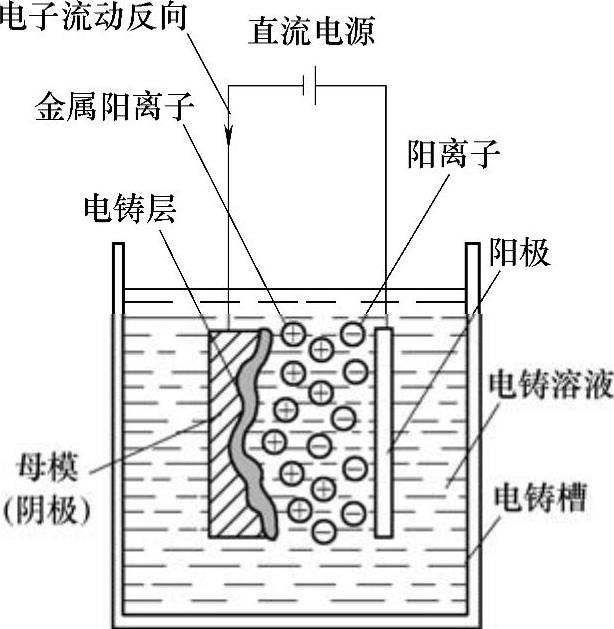
图2-87 电铸工艺的基本原理
2.电铸成型的特点
作为一种金属增材成型加工的工艺方法,电铸成型具有下述优点:
1)能准确地复制出芯模的表面形貌。如用电铸镍制造压制唱片或光盘的压膜。
2)可将难以甚至不能进行的内型面加工转变为容易进行的外型面加工,从而可大大提高加工零件的精度。如电铸生产特殊型面的波导管、气切割嘴、塑料注射成型模具型腔等。
3)容易得到由不同金属或金属与非金属组合的多层结构件。如在芯模上电沉积薄的金、银、铜层后再缠绕碳纤维、环氧复合材料来制作轻型波导。
4)可电铸连接某些不能或不便于焊接的材料。这是电铸加工的一种延伸,如可电铸连接不锈钢—铝(或钛、铍)接头。
5)对电铸零件的尺寸原则上没有限制。如可电铸长达5m、电铸层厚约10mm的风洞喷管内壁,在不锈钢芯模上电铸出连续的、厚度约10μm的镍箔。
电铸成型的主要缺点是:
1)在复杂型面的芯模表面难以得到厚度均匀的电铸层,但可通过对其表面进行机加工的方式予以补偿。
2)由于电铸层对芯模表面的复制性好,其表面上的划伤等缺陷也会复制到电铸产品上。
3)生产周期长(薄壁件除外)。一般沉积速度为:铜0.04~0.2mm/h、镍0.02~0.1mm/h、铁0.02~0.15mm/h。
原则上,凡能电沉积的金属或合金均可用于电铸,但从其性能、成本和工艺上考虑,只有铜、镍、铁、镍钴合金等少数几种有实用价值。目前在工业中广泛应用的只有铜和镍。
3.电铸成型的注意事项及其应用(https://www.xing528.com)
电铸成型有如下几点注意事项:
1)浮雕或隆起部分边缘处应留有拔模斜度,一般要求10°~15°,最小不小于5°,并随产品高度增加,拔模斜度也相应增大。字体的拔模斜度应在15°以上。边缘接合处应采用圆弧过渡。
2)铭牌的理想高度在3mm以下,浮雕或凸起部分在0.4~0.7mm。字体的高度或深度不超过0.3mm。若采用激光效果则高度或深度不超过0.15mm。平面的字符厚度最少0.06mm,一般厚度为0.1mm。
3)孔径最小应在0.6mm以上,孔边距在0.8mm以上。长孔或者异形孔宽度应大于0.6mm。主要是考虑批量生产时冲头所能承受的强度,防止冲头过度疲劳而断裂。
4)铭牌表面效果可采用磨砂面、拉丝面、光面、激光面相结合的方式。光面多用于图案或者产品的边缘,产品表面应该避免大面积的光面,否则易造成划伤。磨砂面和拉丝面多用于铭牌底面,粗细可进行调整。在实际的生产中,磨砂面的产品要比拉丝面的产品不良率低,但是开发周期长一些。激光面多用于字体和图案,也可用于产品底面。
电铸成型主要用于精确复制微细、复杂和某些难以用其他方法加工的特殊形状的工件,广泛应用于手机、电话、计算机、照相机等电子产品上,如在手机上的应用主要有制作Logo、摄像头装饰件、功能键、小的装饰片等。图2-88给出了部分电铸成型的应用实例。
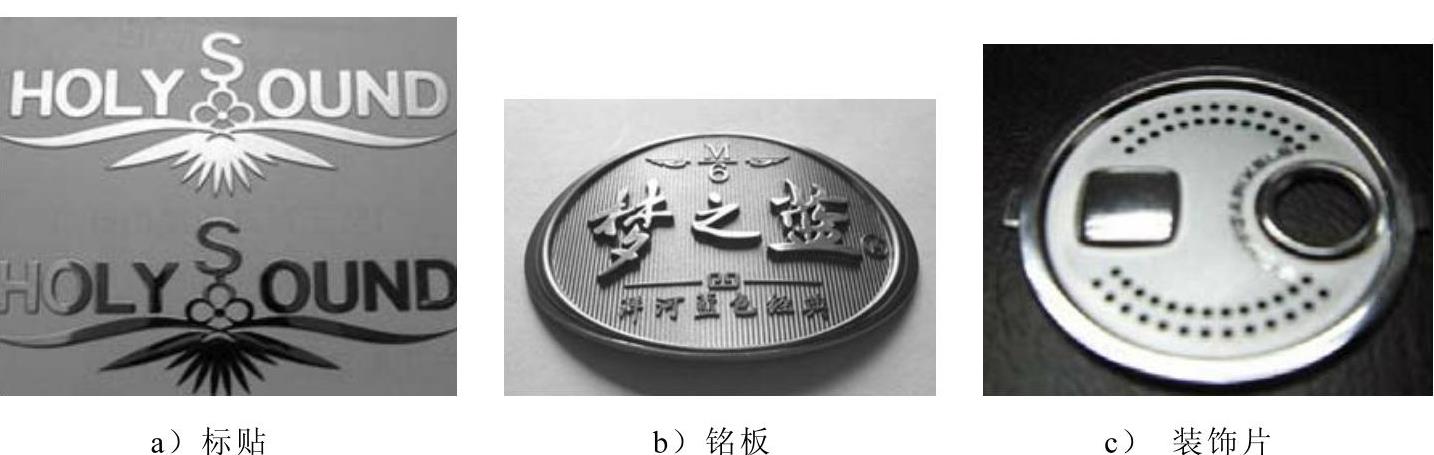
图2-88 电铸成型的应用图例
电铸成型在注塑成型背衬模具的模壳制造方面取得了成功应用。美国CEMCOM公司开发了一种电铸镍壳—陶瓷背衬模技术(Nickel Ceramic Composite,NCC Tooling)。
NCC Tooling的具体工艺流程如下:
1)成型母模原型。由CAD模型,通过增材成型机制作母模原型。
2)电铸镍壳。根据原型,用电铸工艺在原型的正面与反面成型镍壳。
3)高强度化学粘接陶瓷做背衬材料。
4)模具后处理与装配。对镍壳进行抛光,并钻推料孔,加工注射浇道,构成NCC模具的上模与下模。其中镍壳的厚度为1~5mm。该厚度小于通常电铸壳体所需的厚度是因为,在较薄的区域,陶瓷背衬会提供必需的支撑,直到加入背衬之前,都不必从原型上拆除镍壳,于是能在数天内(不是数周)形成镍壳。通常从接到工件的CAD模型至提供NCC模的时间为3~6周。图2-89所示为安装于模架内的NCC模。
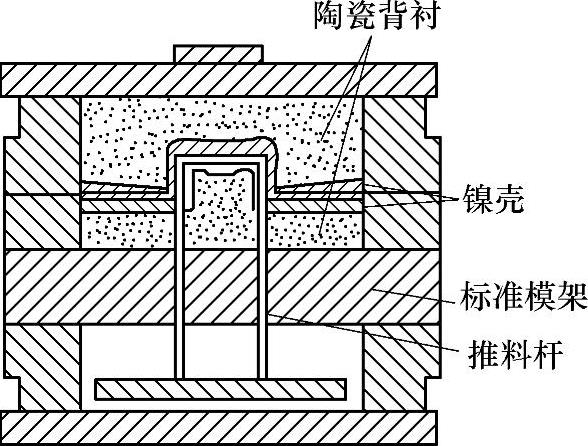
图2-89 安装于模架内的NCC模
根据Kodak公司对小型NCC注塑模的试验,可在镍壳与钢模架之间设置冷却管。当注射压力为38MPa,型腔与型芯的表面稳定温度分别为50℃及60℃时,用NCC模注塑聚苯乙烯工件,不增设特别的冷却系统,循环时间为40s(用钢模时间为30s),注塑5000个工件后,模具尚无任何磨损。
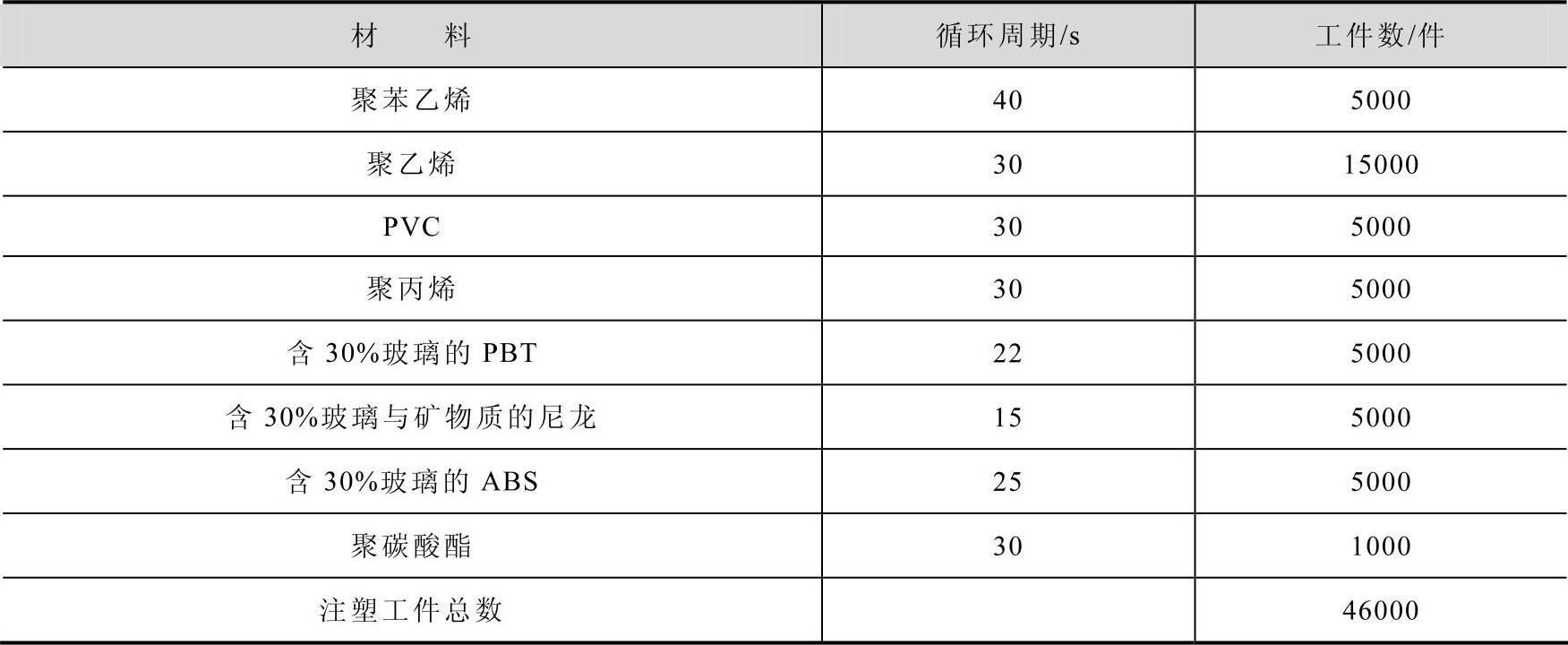
表2-5给出了用NCC模注塑一些材料的循环周期与注塑工件数。从此表可见,NCC模制作工艺使注塑模达到了合理的生产量。其他一些公司的试验表明,NCC模也适用于注塑大型工件。
目前的测试表明,NCC模的寿命是:对于小型模具,可高于45000件;对于大型、复杂注塑模,已超过10000件。
表2-5 用NCC模注塑一些材料的循环周期与注塑工件数对照表
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。