



堆焊(Overlay Welding,OW)是为增大或恢复零件尺寸,或使零件表面获得具有特殊性能的熔敷金属而进行的焊接。堆焊工艺是采用电焊或气焊法把金属熔化,堆在工具或机器零件上的焊接法,通常用来修复磨损和崩裂部分(见图2-84a)。堆焊是焊接工艺方法的一种特殊应用。它的目的不是为了连接零件,而是借用焊接的手段改变金属材料厚度和表面的材质,即在零件上堆敷一层或几层所希望性能的材料(见图2-84b)。
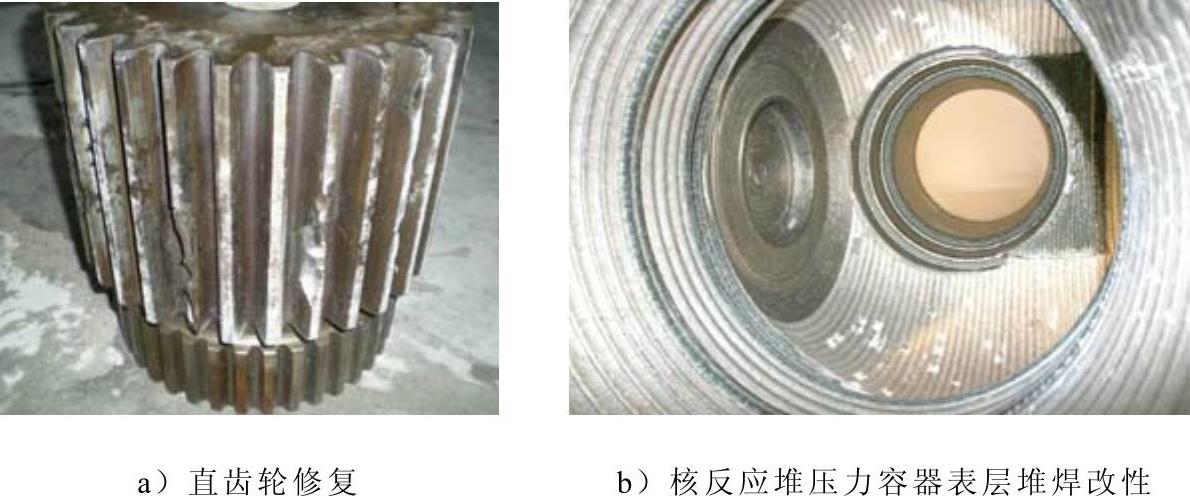
图2-84 堆焊用于表层改性和修复实例
堆焊主要用在以下两个方面:
(1)制造新零件 用堆焊工艺制成双金属零件。采用不同于基体的堆焊材料使表层性能优化,获得具有耐磨、耐热、耐腐蚀等性能的工作表面。不仅保证了零件有很长的使用寿命,而且大大减少了贵重合金消耗,使设备的成本降低。
(2)修复旧零件 选择合适的堆焊合金材料对已磨损的零件进行堆焊,可恢复尺寸或同时进一步提高工作面的使用性能,这对降低生产成本、节约材料、提高使用寿命、减少配件消耗等具有重要价值。
熔焊、钎焊、热喷涂、喷熔等方法都可用于堆焊,而各种熔焊方法的应用在堆焊工作中占据的比例最大。选择堆焊方法时,应该考虑以下几点:
1)有低的稀释率。
2)有高的熔敷速度。
3)考虑工件尺寸、形状复杂程度和批量大小。
4)力求成本较低。
1.冷焊堆焊技术及其应用
冷焊堆焊技术是利用高频电火花放电原理,对工件进行无热堆焊,来修补金属工件的表面缺陷与磨损,能保证工件的完好性;也可以利用其强化功能对工件进行强化处理,实现工件的耐磨性、耐热性、耐蚀性等。
冷焊堆焊设备对金属制品工件修补后不变形、不退火、熔接强度高、耐磨性好,同时焊材与基体的冶金结合保证了焊接的牢固性。常用于精密铸件的针孔、气孔、毛刺、飞边、磕碰、划伤、崩角、塌角、砂眼、裂纹、磨损、内陷、制造错误、制造缺陷、焊接缺陷的修复与机械表面强化。
冷焊堆焊技术常用于以下各种领域:
(1)模具制造行业 塑料模表面打毛以增加美感和使用寿命;头盔塑料模具分型面堆焊修复;铝合金压铸模具分流锥表面强化;模具型腔超差、磨损、划伤等修复与强化。
(2)塑料橡胶工业 橡塑机械零部件修复,橡胶、塑料件用的模具超差、磨损与修补等。
(3)航空、航天业 飞机发动机零部件、涡轮、涡轮轴修复或修补,火箭喷嘴表面强化修理,飞机外板部件修复,人造卫星外壳强化或修复,钛合金件的局部渗碳强化,铁基高温合金件的局部渗碳强化,镁合金的表面渗铝等防腐蚀涂层,镁合金件局部缺陷堆焊修补,镍基/钴基高温合金叶片局部堆焊修复等。(https://www.xing528.com)
(4)汽车与机车的制造与维修行业 汽车制造和维修工业中,用于凸轮、曲轴、活塞、汽缸、刹车盘、叶轮、轮毂,离合器、摩擦片、排气阀等补差和修复,汽车车体表面焊道缺陷补平修正等。
(5)船舶、电力行业 曲轴、轴套、轴瓦、电气元件、电阻器等修复,电气铁路机车车轮与底线轨道连接片的焊接等。
(6)机械工业 修正超差工件和修复机床导轨、各种轴、凸轮、水压机、油压机柱塞、气缸壁、轴颈、扎辊、齿轮、带轮、芯轴、塞规、环规、各类辊、杆、柱、锁、轴承等。
(7)铸造工业 铁、铜、铝铸件砂眼、气孔等缺陷的修补,铝模型磨损修复等。
2.堆焊在轧辊修复中的应用
在轧制过程中,轧辊承受着不同的交变应力的作用,从而使辊面产生不均匀磨损、裂纹、掉皮、压痕、凹坑等缺陷,这些缺陷直接影响到产品质量,增加辊耗。采用堆焊的方法修复报废的轧辊,可节约大量资金,降低生产成本。
修复的工艺流程如下:
(1)工件的准备 轧辊堆焊前必须用车削加工除去其表面的全部缺陷,保证修复表面为致密的金属表面,可采用超声波探伤进行质量检查。
(2)轧辊预热 由于轧辊的材质和表面堆焊用的材质均是含碳量和合金元素比较高的材料,为了预防裂纹和气孔,改善焊层与母材的融合,减少焊不透的现象,必须在堆焊前对轧辊进行预热。预热温度应该在Ms点以上。
(3)堆焊 对于辊芯含碳量高的轧辊堆焊,必须采用过渡层材料,这是为了避免从辊芯向堆焊金属层形成裂纹。焊接参数在焊接中不要随意变动。
(4)冷却与消除内应力 堆焊完成后,将轧辊均匀加热到焊前的预热温度,并缓慢冷却,然后粗磨,再经磁力探伤检查。
(5)表面加工 表面硬度不高时可用硬质合金刀具车削,硬度高则用磨削加工,合格后送精磨。图2-85为缺损轧辊堆焊修复现场,图2-86为修复后机加工复原的轧辊。

图2-85 堆焊成型用于修复的现场
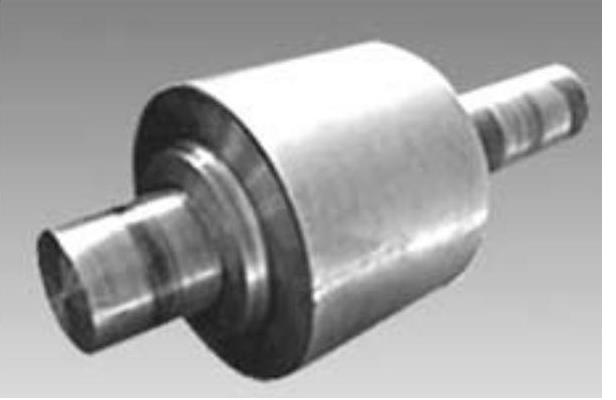
图2-86 堆焊修复后经机加工复原的轧辊
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。