



电子束的发现至今已有一百多年的历史,阴极射线(Cathode-ray)的名称出现甚至还在人们了解电子的性能之前。1907年,Marcello Von Pirani进一步发现了电子束作为高能量密度热源的可能性,第一次用电子束做了熔化金属的试验,成功地熔炼了钽。
高能量密度电子束加工时将电子束的动能在材料表面转换成热能,能量密度高达106~109W/cm2,功率可达到100kW。由于能量与能量密度都非常高,电子束足以使任何材料迅速熔化或汽化。因此,电子束不仅可加工钨、钼、钽等难熔金属及其合金,还可对陶瓷、石英等材料进行加工。此外,电子束的高能量密度使得它在生产过程中的加工效率也非常高。
1.电子束加工的特点
电子束加工的特点如下:
1)电子束能够极其微细地聚焦,甚至能聚焦到0.1μm。所以加工面积可以很小,是一种精密微细的加工方法。
2)电子束能量密度很高,属非接触式加工,可加工材料范围很广,对脆性、韧性、导体、非导体及半导体材料都可加工。
3)电子束的能量密度高,因而加工生产效率很高。例如,每秒钟可在2.5mm厚的钢板上钻50个直径为0.4mm的孔。
4)由于电子束加工是在真空中进行,因而污染少,加工表面不氧化,特别适用于加工易氧化的金属及合金材料,以及纯度要求极高的半导体材料。
5)电子束加工需要一整套专用设备和真空系统,价格较贵,生产应用有一定局限性。
与激光束相比,电子束具有如下诸多的优点:
1)能量利用率高。电子束的能量转换效率一般为75%以上,比激光的要高很多。
2)无反射,加工材料广泛。金、银、铜、铝等对激光的反射率很高,且熔化潜热很高,不易熔化,而电子束加工不受材料反射的影响,很易加工激光加工难加工的材料。
3)功率高。电子束可以很容易地做到几千瓦级的输出,而大多数激光器功率在1~5kW之间。
4)对焦方便。激光束对焦时,由于透镜的焦距是固定的,所以必须移动工作台;而电子束则是通过调节聚束透镜的电流来对焦,因而可在任意位置上对焦。
5)加工速度更快。电子束设备靠磁偏转线圈操纵电子束的移动来进行二维扫描,扫描频率可达20kHz,不需要运动部件;而激光束设备必须转动反射镜或依靠数控工作台的运动来实现该功能。
6)运行成本低。据国外统计,电子束运行成本是激光束运行成本的一半。激光器在使用过程中要消耗气体,如N2、CO2、He等,尤其是He的价格较高;电子束一般不消耗气体,仅消耗价格不算很高的灯丝,且消耗量不大。
7)设备可维护性好。电子束加工设备零部件少的特点使得其维护非常方便,通常只需更换灯丝;激光器拥有的光学系统则需经常进行人工调整和擦拭,以便其发挥最大功率。
电子束熔炼技术(Electron Beam Melting)简称EBM,是近年来一种新兴的先进金属成型制造技术,其过程是将零件的三维实体模型数据导入EBM设备,然后在EBM设备的工作舱内平铺一层微细金属粉末薄层,利用高能电子束经偏转聚焦后在焦点所产生的高密度能量使被扫描到的金属粉末层在局部微小区域产生高温,导致金属微粒熔融,电子束连续扫描将使一个个微小的金属熔池相互融合并凝固,连接形成线状和面状金属层。
2.电子束成型原理及特点(https://www.xing528.com)
电子束成型是在真空条件下,利用聚焦后能量密度极高(106~109W/cm2)的电子束,以极高的速度冲击到工件表面极小面积上,在极短的时间(几分之一微秒)内,其能量的大部分转变为热能,使被冲击部分的工件材料达到几千摄氏度以上的高温,从而引起材料的局部熔化和汽化,汽化的部分被真空系统抽走。其原理图如图2-71所示,首先在铺粉平面上铺展一层粉末并压实,然后电子束通过加热到2500℃以上高温的丝极被释放出来,然后通过阳极加速到光速的一半,聚焦线圈控制电子束聚焦,偏转线圈在计算机控制下控制电子束偏转按照截面轮廓信息进行扫描,轰击在金属粉末表层上的电子束的动能转化为热能,上千摄氏度的高温瞬间将金属粉末熔化而随后冷却成型。电子束能量通过电流来控制,扫描速度可到1000m/s,精确度可达±0.05mm,粉层厚度一般在0.05~0.20mm之间。
与SLS相比,电子束快速制造技术在真空环境下成型,金属氧化的程度大大降低;同时真空环境也提供了一个良好的热平衡系统,从而加大了成型稳定性,零件的热平衡得到较好的控制;另外成型速度得到较大提高。
与传统工艺相比,电子束快速制造技术零件材料利用率高,未熔化粉末可重新利用,无需工具、模具,节省了制造成本,并减少了开发时间。
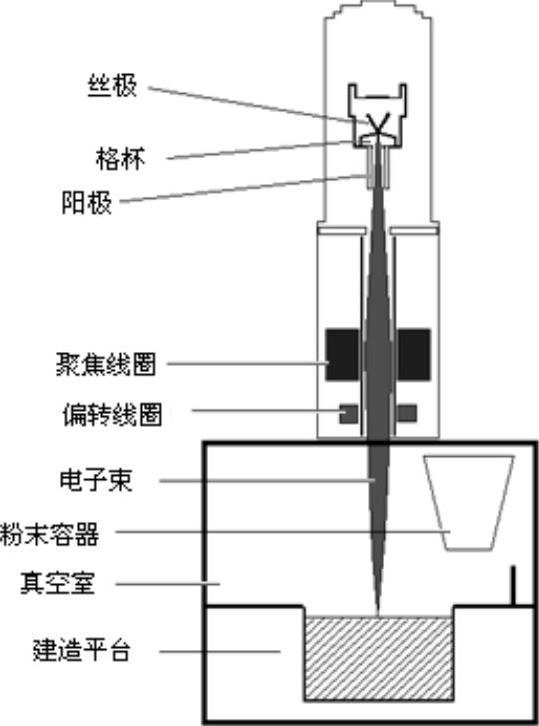
图2-71 电子束成型原理
3.EBM的制造过程及其应用
与SLS及SLM的成型过程类似,EBM的制造过程也是首先需要构件的3D数据,通过STL格式并继而处理成SLC层片数据,输送给专用设备进行构件制造。图2-72给出的是采用瑞典Arcam公司推出的电子束熔炼快速制造设备EBM S12的某一金属构件的制作过程。
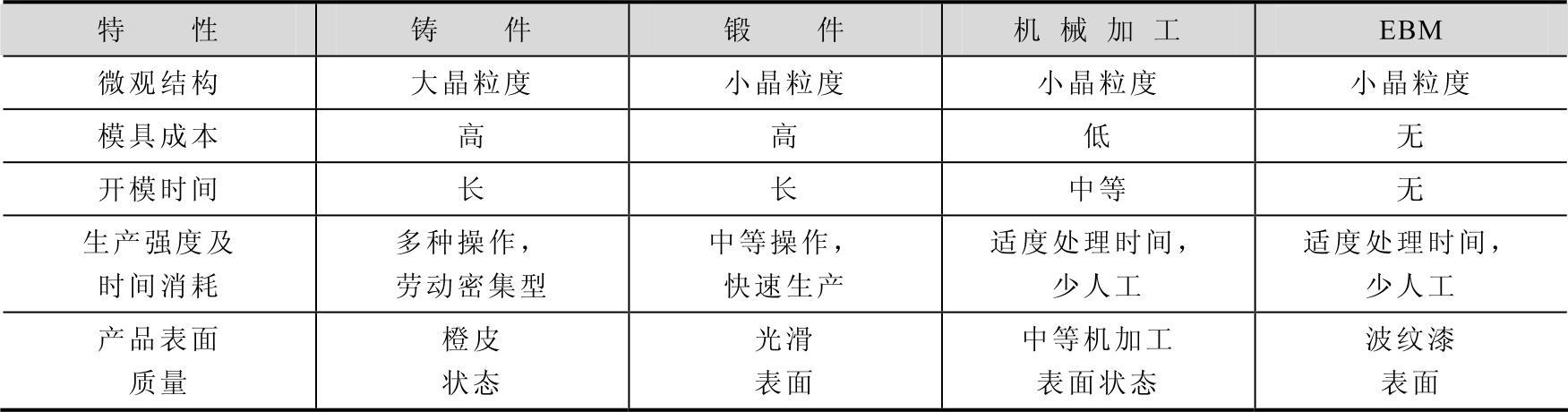
电子束成型的结构件多用于航空航天领域难变形合金结构件的制造、医疗领域定制的钛合金植入体的制造以及汽车领域变速箱体等复杂结构件的制造等。EBM工艺的材料多为航空航天及医疗领域常用的钛合金材料,如Ti6Al4V,还有钴铬合金ASTM F75及高温铜合金GRCop-84等。Ti6Al4V粉末材料经过电子束加工可获得均匀的细晶结构,明显优于铸造组织片状α相大尺寸β晶粒结构,如图2-73所示。图2-74为采用EBM工艺制作的Ti6Al4V起落架部件中的某构件,质量为4.5kg。图2-75为采用EBM制造的钛合金多孔隙支架。表2-3给出的是EBM成型结构件与常见的几种结构件制造方法在微观结构、模具成本及产品表面质量等方面的比较。
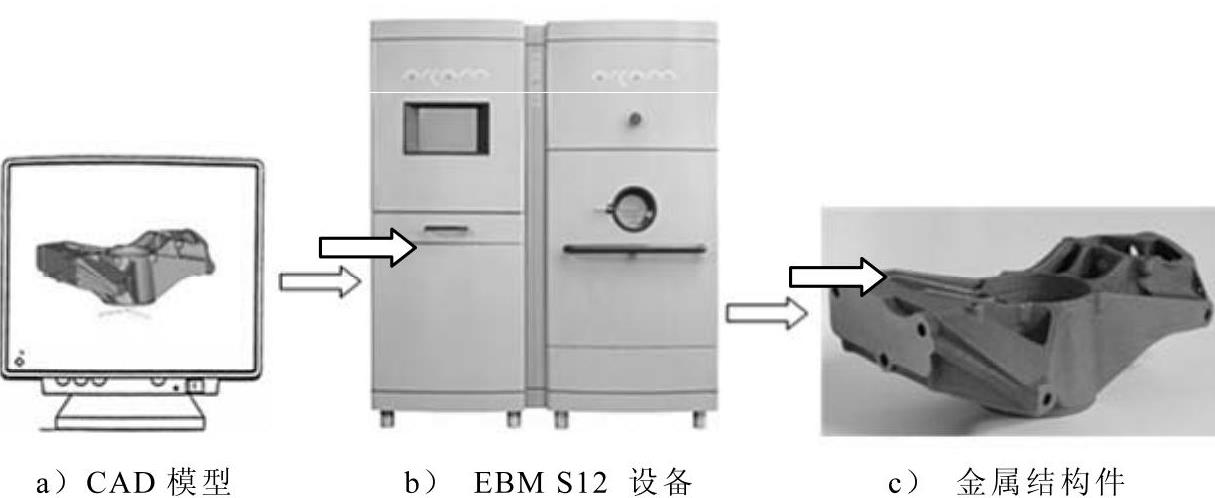
图2-72 EBM的工艺流程
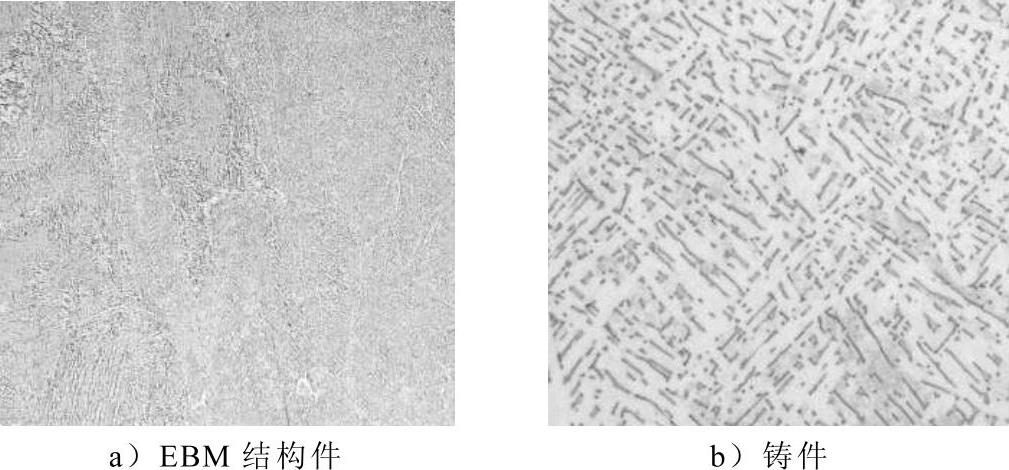
图2-73 EBM结构件与铸件的微观形貌对比

图2-74 EBM制造的钛合金飞机起落架上的构件
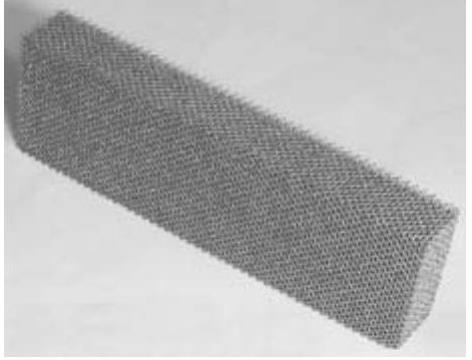
图2-75 EBM制造的钛合金多孔隙支架
表2-3 EBM工艺与其他常用工艺方法比较
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。