



GB/T 5847—2004《尺寸链 计算方法》还对装配尺寸链问题作了如下规定:
(1)达到装配尺寸链封闭环公差要求的方法(附录A)
按照产品设计要求、结构特征、公差大小与生产条件,可用互换法、分组法、修配法和调整法等方法达到装配尺寸链封闭环公差要求。
1)互换法 按照互换程度的不同,分为完全互换法和大数互换法。
a)完全互换法 在全部产品中,装配时各组成环不需挑选或改变其大小或位置,装入后即能达到封闭环的公差要求。该方法采用极值公差公式计算。
b)大数互换法 此法与“完全互换法”的区别,在于本法用“在绝大多数产品中”,而非“全部产品中”。即在绝大多数产品中,装配时各组成环不需挑选或改变其大小或位置,装入后即能达到封闭环的公差要求。该方法采取统计公差公式计算。
大数互换法是以一定置信水平为依据的。通常封闭环趋近正态分布,取置信水平P=99.73%,此时相对分布系数k0=1,在有些生产条件较差时,要求适当放大组成环公差,可取较低的P值。但是,在采取该法时,应有适当的工艺措施保证,以排除个别产品超出公差范围或极限偏差。P与k0相对应数值见下表:

2)分组法 将各组成环按其实际尺寸大小分为若干组,各对应组进行装配,同组零件具有互换性。该方法通常采用极值公差公式计算。(https://www.xing528.com)
3)修配法 装配时去除补偿环的部分材料以改变其实际尺寸,使封闭环达到其公差与极限偏差的要求。该方法通常采用极值公差公式计算。
4)调整法 装配时用调整的方法改变补偿环的实际尺寸或位置,使封闭环达到其公差与极限偏差要求。一般螺栓、斜面、挡环、垫片或孔轴联接中的间隙等作为补偿环。该方法通常采用极值公差公式计算。
(2)装配尺寸链计算顺序(附录B)
装配尺寸链的计算顺序如图12-11所示。图中既表示了公称尺寸计算(a)与公差设计计算(b)、公差校核计算(c)三种计算的主从关系,又表示出原始资料(如产品装配图、零件图和产品技术标准等)和计算方法(极值法、统计法)与各计算步骤之间的关系。
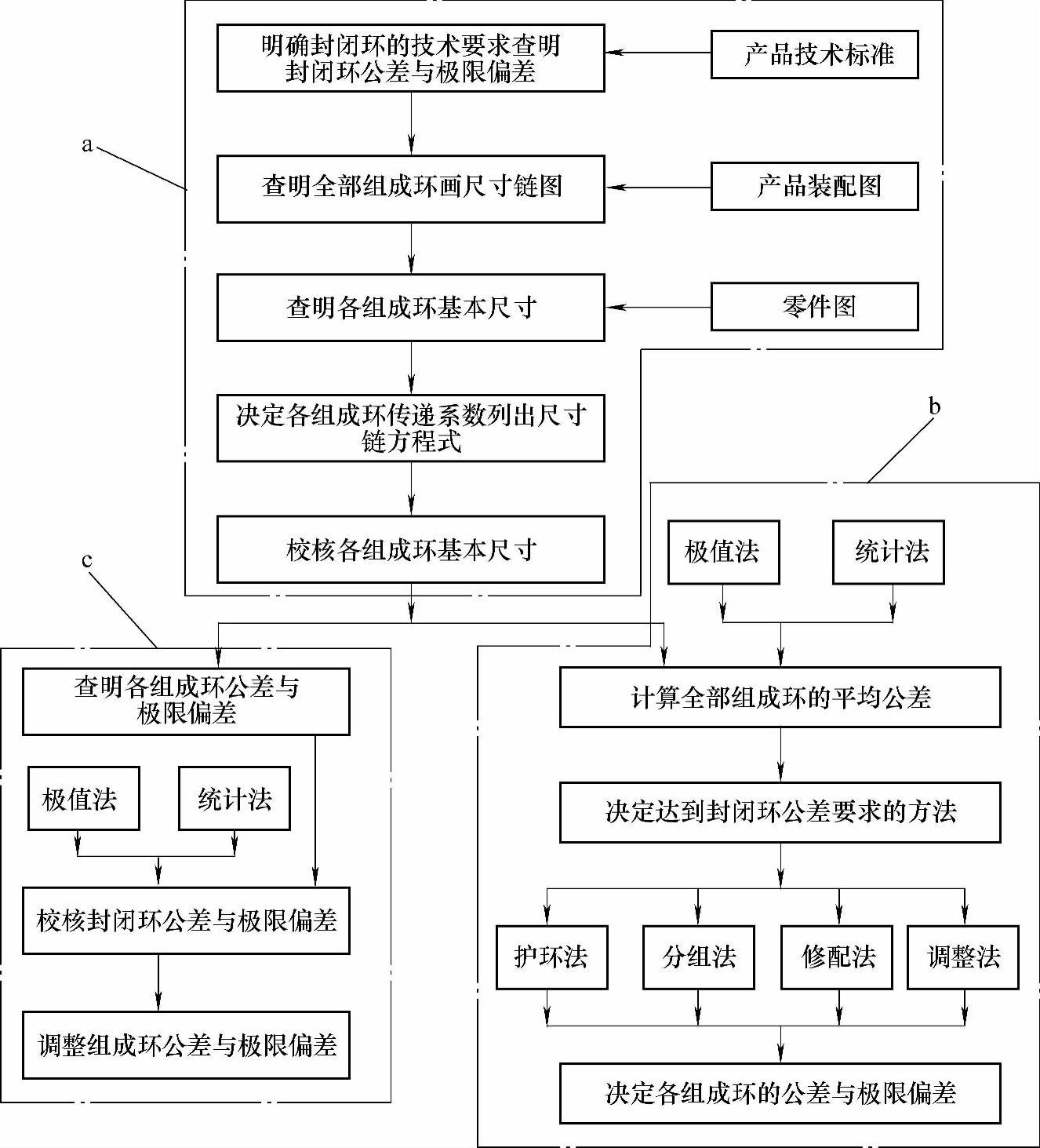
图12-11 装配尺寸链的计算顺序框图
a—公称尺寸计算 b—公差设计计算 c—公差校核计算
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。