



(1)总则
一般情况下,要求的机械加工余量(RMA)适用于整个毛坯铸件,即对所有的机械加工表面只需规定一个值,且该值应根据最终机械加工后成品铸件的最大轮廓尺寸,根据相应的尺寸范围选取(图11-31)。
铸件某一部位在铸态下的最大尺寸应不超过成品尺寸与要求的加工余量及铸造总公差之和(见表11-36图2、图4、图5及图11-32、图11-33),当采用斜度时,斜度应另外考虑,如图11-30所示。
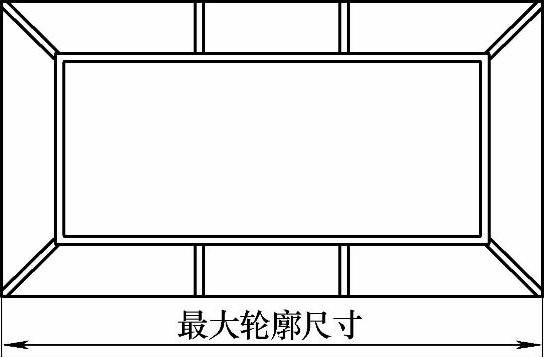
图11-31 最终机械加工后铸件的最大轮廓尺寸
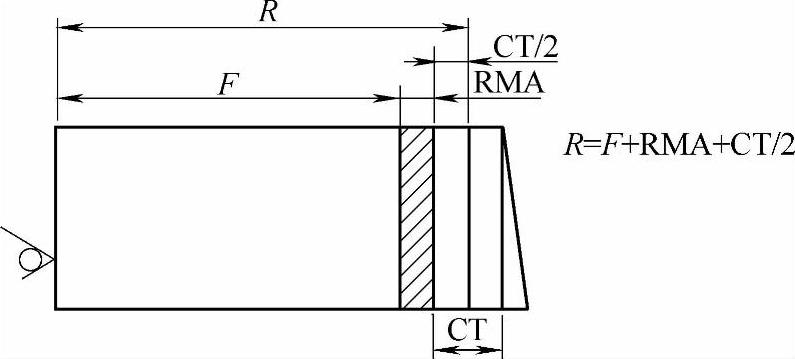
图11-32 在铸件某一部分一侧做机械加工
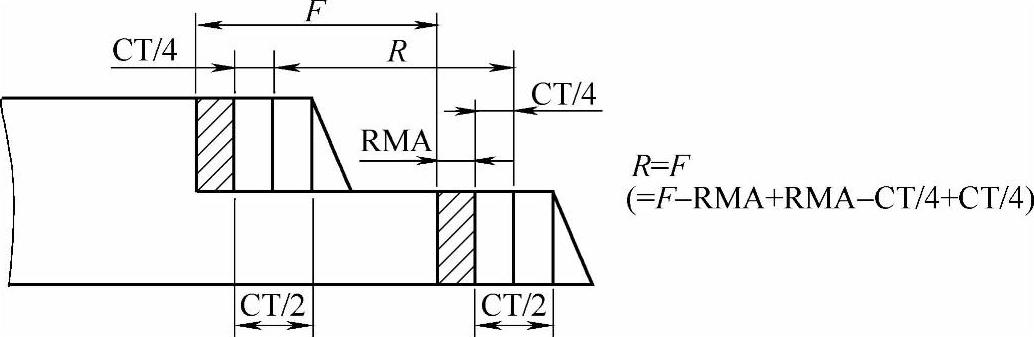
图11-33 台阶尺寸做机械加工
如需要铸造厂预机械加工时,需在图样上规定由铸造厂进行预机械加工表面和为进行最终机械加工所需的机械加工余量。预机械加工余量与表11-39无关,由铸造厂负责确定。
(2)余量等级
要求的机械加工余量分为10级,即A、B、C、D、E、F、G、H、J、K级,见表11-40。
表11-40 毛坯铸件典型的机械加工余量等级
注:本标准还适用于本表未列出的由铸造厂和采购方之间协议商定的工艺和材料。(https://www.xing528.com)
(3)图样上的标注
应在图样上标出需机械加工的表面和要求的机械加工余量值,并在括号内标出要求的机械加工余量等级。当制造模样或金属型装备时应考虑这些要求。
1)用公差和要求的机械加工余量代号统一标注 例如,对于轮廓最大尺寸在400~630mm范围内的铸件,要求的机械加工余量等级为H,要求机械加工余量值为6mm,铸件的一般公差为GB/T 6414—CT12,标注为
“GB/T 6414-CT12-RMA6(H)”
注:允许在图样上直接标注经计算后得出的尺寸值。
2)如有需要个别要求的机械加工余量,应标注在图样的特定表面上(图11-34)。
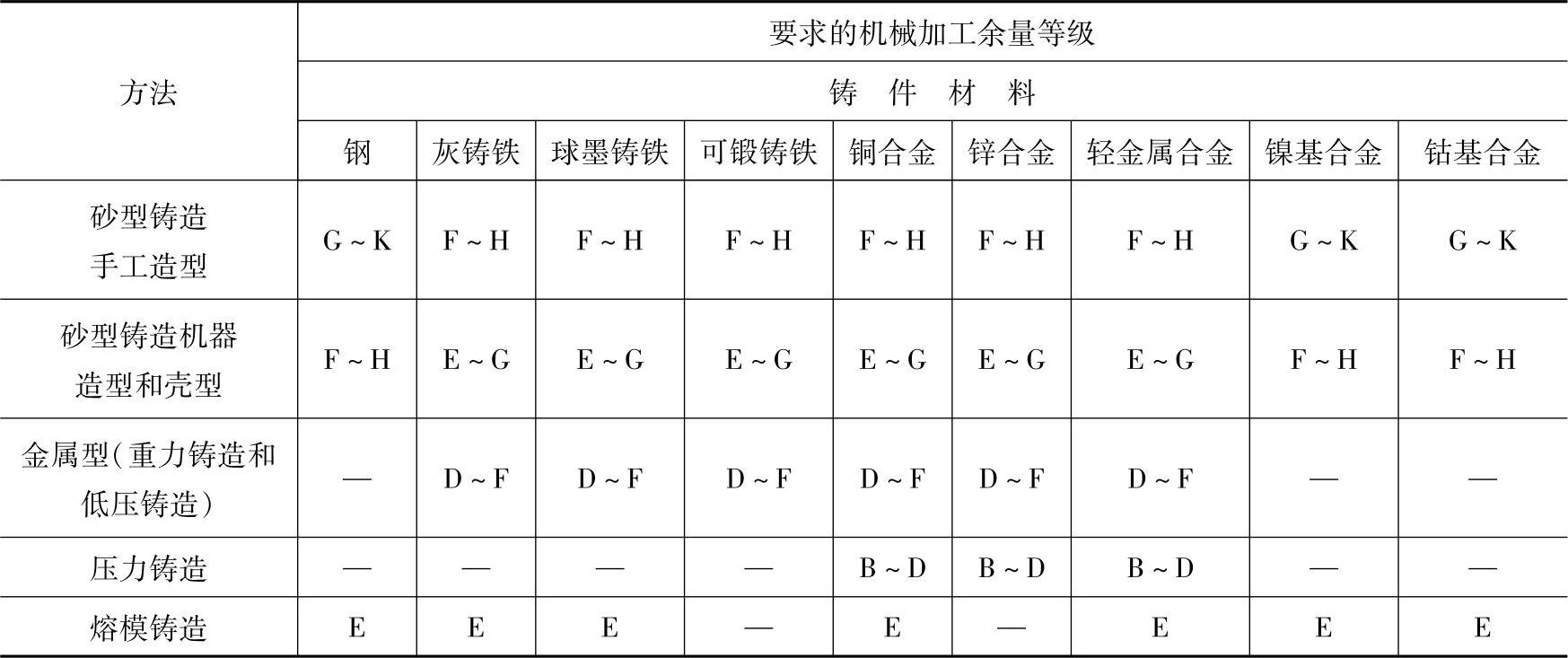
(4)RAM等级的选用
表11-41列出了各种铸造合金和铸造方法RMA等级的荐用级别,供参考。
图11-34 要求的机械加工余量在特定表面上的标注
表11-41 要求的铸件机械加工余量(RMA) (mm)

① 最终机械加工后铸件的最大轮廓尺寸。
② 等级A和B仅用于特殊场合,例如,在采购方与铸造厂已就夹持面和基准面或基准目标商定模样装备、铸造工艺和机械加工工艺的成批生产情况下。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。