



锤上自由锻件机械加工余量与公差的旧国家标准包括:
GB/T 15826.1—1995《锤上钢质自由锻件 机械加工余量与公差 一般要求》
GB/T 15826.2—1995《锤上钢质自由锻件 机械加工余量与公差 盘、柱类》
GB/T 15826.3—1995《锤上钢质自由锻件 机械加工余量与公差 带孔圆盘类》
GB/T 15826.4—1995《锤上钢质自由锻件 机械加工余量与公差 圆环类》
GB/T 15826.5—1995《锤上钢质自由锻件 机械加工余量与公差 套筒类》
GB/T 15826.6—1995《锤上钢质自由锻件 机械加工余量与公差 光轴类》
GB/T 15826.7—1995《锤上钢质自由锻件 机械加工余量与公差 台阶轴类》
GB/T 15826.8—1995《锤上钢质自由锻件 机械加工余量与公差 单拐曲轴类》
GB/T 15826.9—1995《锤上钢质自由锻件 机械加工余量与公差 黑皮锻件》
2008年对上述旧标准作了修订,将原来的9个分标准进行了重新组合。
将GB/T 15826.1—1995修订为:
GB/T 21469—2008《锤上钢质自由锻件机械加工余量与公差 一般要求》
将GB/T 15826.2~.5—1995整合为一个标准:
GB/T 21470—2008《锤上钢质自由锻件机械加工余量与公差 盘、柱、环、筒类》
将GB/T 15826.6~.9—1995整合为一个标准:
GB/T 21471—2008《锤上钢质自由锻件机械加工余量与公差 轴类》
(1)一般要求
GB/T 21469—2008规定了锤上钢质自由锻件的机械加工余量与公差(以下简称余量与公差)及其使用的一般要求。标准适用于含碳量不超过0.9%和其他合金成分总含量不超过4%的碳素钢和合金钢的自由锻件。
凡超越本规定范围的自由锻件,其余量与公差由供需双方协商确定。
1)术语
a)锻件基本尺寸、锻件公差、台阶、凸肩、黑皮锻件和锻件图的定义按GB/T 8541的规定。
b)机械加工余量 为使零件具有一定的加工尺寸和表面粗糙度,在零件表面需要加工的部分,在锻件上留一层供作机械加工用的金属,称为机械加工余量(图11-19)。
c)余块 为简化锻件外形及锻造过程,在锻件的某些地方加添一些大于机械加工余量的金属,这种加添的金属称为余块(图11-19)。
d)法兰 在锻件上的台阶,其长度小于本身直径的0.5倍,而且此直径比其两端邻接的直径均大于1.5倍者,此台阶称为法兰(图11-19)。
e)凹档 锻件某一部分的直径(或非圆形锻件的截面尺寸)小于其邻接两部分的直径(或截面尺寸),该部分称为凹档(图11-19)。
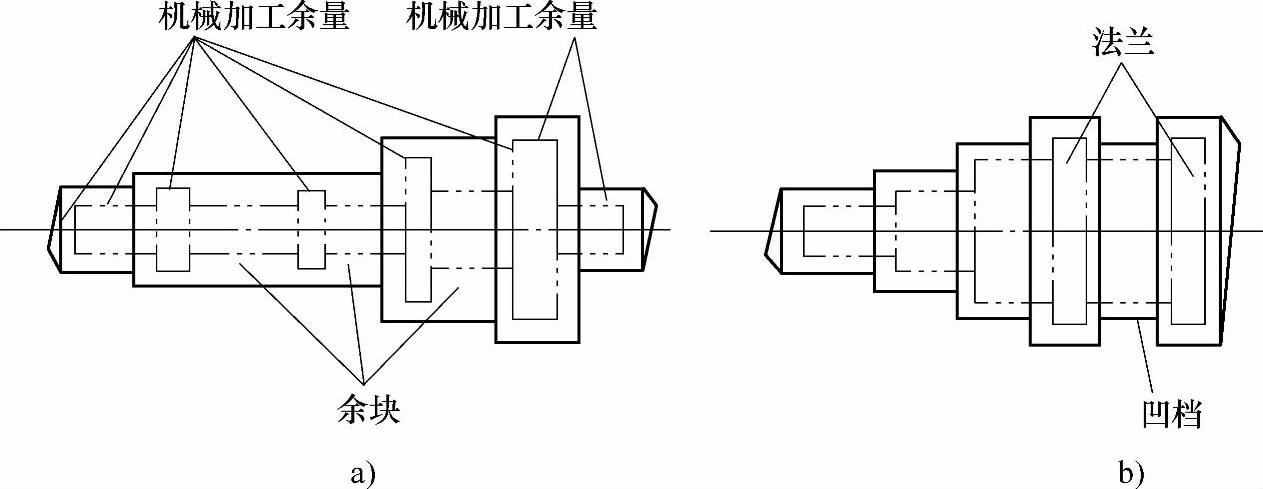
图11-19 机械加工余量
2)技术要求
a)标准规定的机械加工余量与公差分为两个等级。
F级用于一般精度的锻件;E级用于较高精度的锻件。
由于E级往往需要特殊的工具和增加锻造加工费用,因此用于较大批量的生产。
b)自由锻件的形状与位置公差无特殊要求时,均不得大于本标准规定的公差值。
c)规定的机械加工余量与公差适用于轧材锻造的锻件。采用钢锭锻造时,余量与上偏差(内孔和凹档为下偏差)允许按本标准的数值增加50%(不适用于轴类件外径机械加工余量与公差值的确定)。
d)规定的余量不包括机械加工夹头、热处理夹头、理化检验用料及最终热处理(调质等)要求粗加工的余量。这些余量应按需要另外增加。
e)轴类零件(包括光轴、台阶轴和曲轴),锻件的长度尺寸可按2去3入、7退8进的原则,将尾数化整为0和5mm。
f)绘制锻件图样时,锻件的外形用粗实线表示,零件的轮廓线用双点画线表示。锻件的公称尺寸和公差标注在尺寸线上面,零件的尺寸标注在尺寸线下面的括号内(图11-20)。
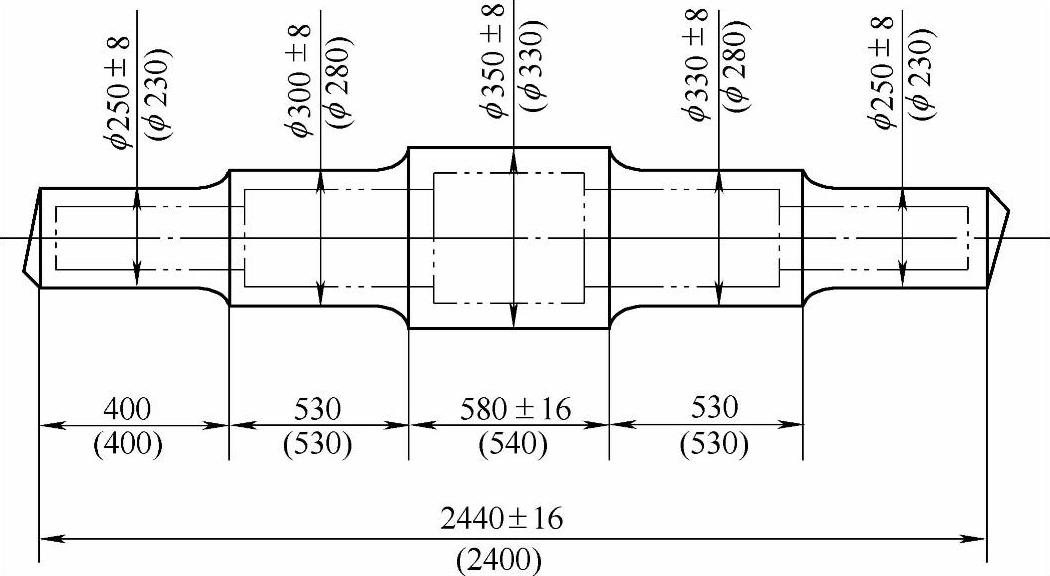
图11-20 锻件图样的绘制方法
(2)盘、柱类锻件的余量与公差
GB/T 21470—2008规定,圆形、矩形(A1/A2≤2.5)、六角形的盘类自由锻件尺寸应符合0.1D≤H≤D(或A1、S);圆形、矩形(A1/A2≤2.5)、六角形的柱类自由锻件尺寸应符合D<H≤2.5D(或A1、S)。
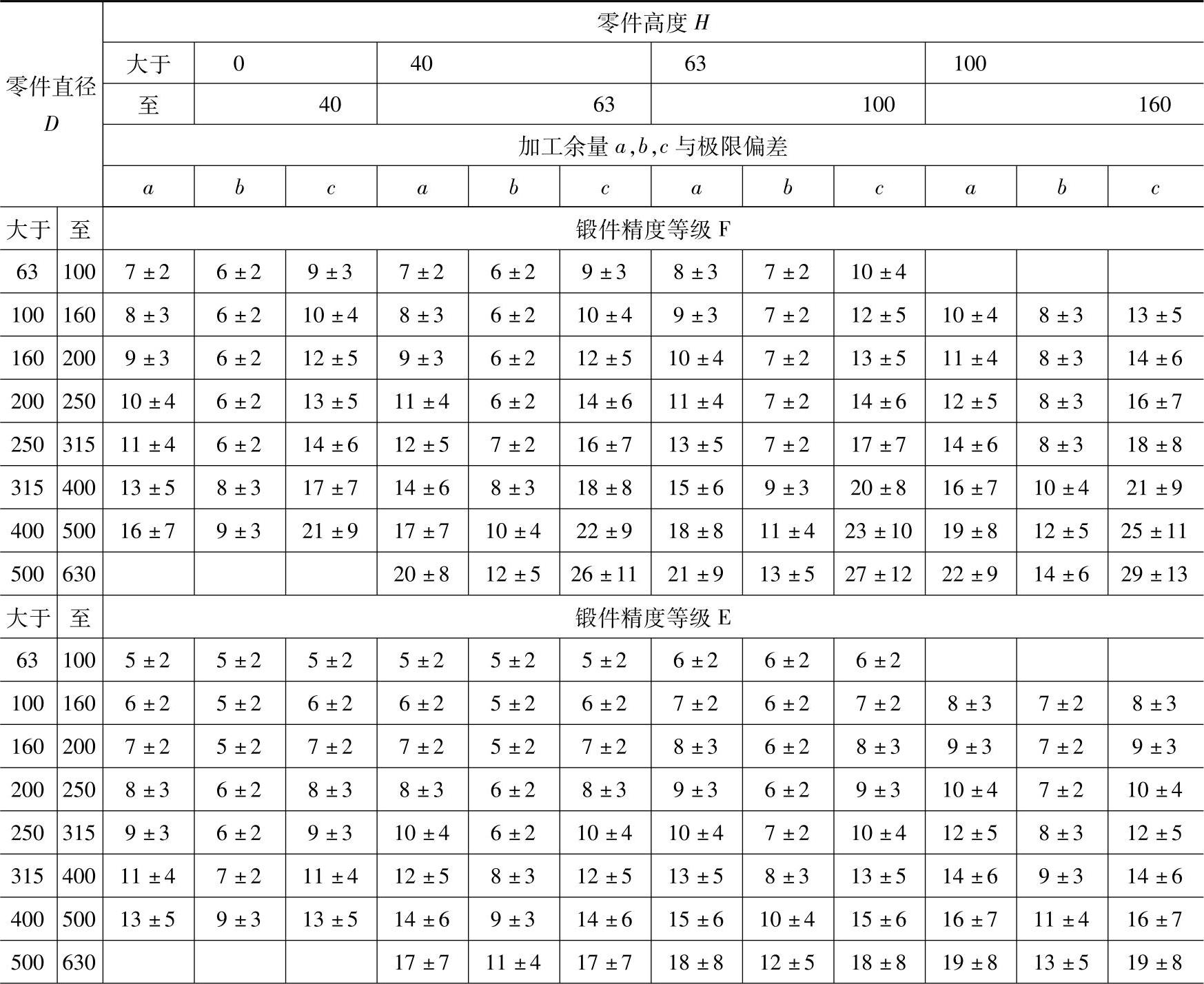
加工余量与公差应符合图11-21和表11-20的规定。
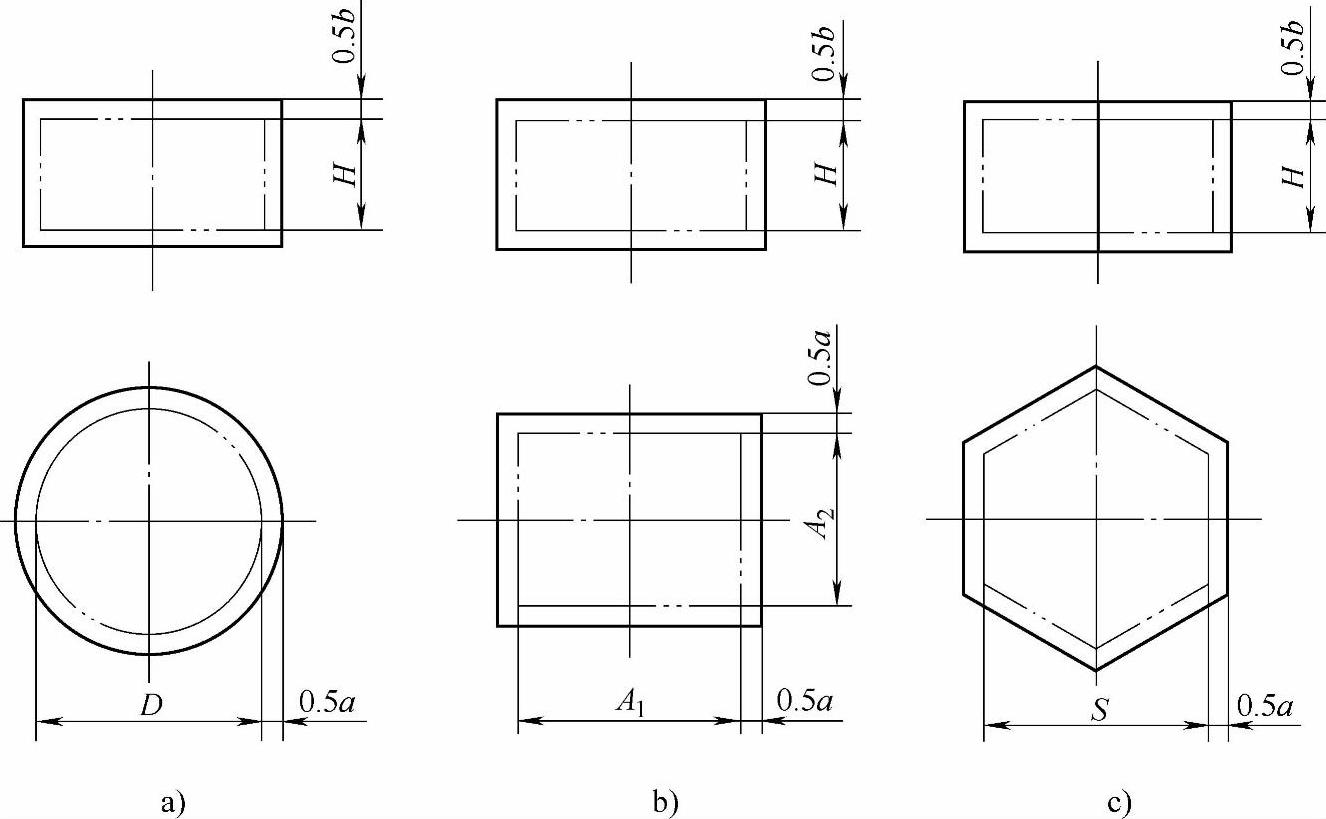
图11-21 盘、柱类自由锻件
表11-20 盘、柱类自由锻件机械加工余量与公差(GB/T 21470—2008) (mm)

(3)带孔圆盘类锻件的余量与公差
标准适用于零件尺寸符合0.1D≤H≤1.5D、d≤0.5D的带孔圆盘类自由锻件。
1)余量与公差 带孔圆盘类自由锻件的机械加工余量与公差应符合图11-22和表11-21的规定。
表11-21 带孔圆盘类自由锻件机械加工余量与公差(GB/T 21470—2008) (mm)

2)一般说明
a)带孔圆盘类自由锻件的最小冲孔直径应符合表11-22的规定。
b)锻件高度与孔径之比大于3时,孔允许不冲出。

图11-22 带孔圆盘类锻件
c)其余应符合GB/T 21469—2008《锤上钢质自由锻件 机械加工余量与公差 一般要求》的规定。
(4)圆环类锻件的余量与公差
标准适用于零件尺寸0.2(D-d)≤H≤D的圆环类自由锻件。
1)余量与公差 圆环类自由锻件的机械加工余量与公差应符合图11-23及表11-23的规定。
2)一般说明
表11-22 最小冲孔直径

表11-23 圆环类自由锻件机械加工余量与公差(GB/T 21470—2008) (mm)
(续)
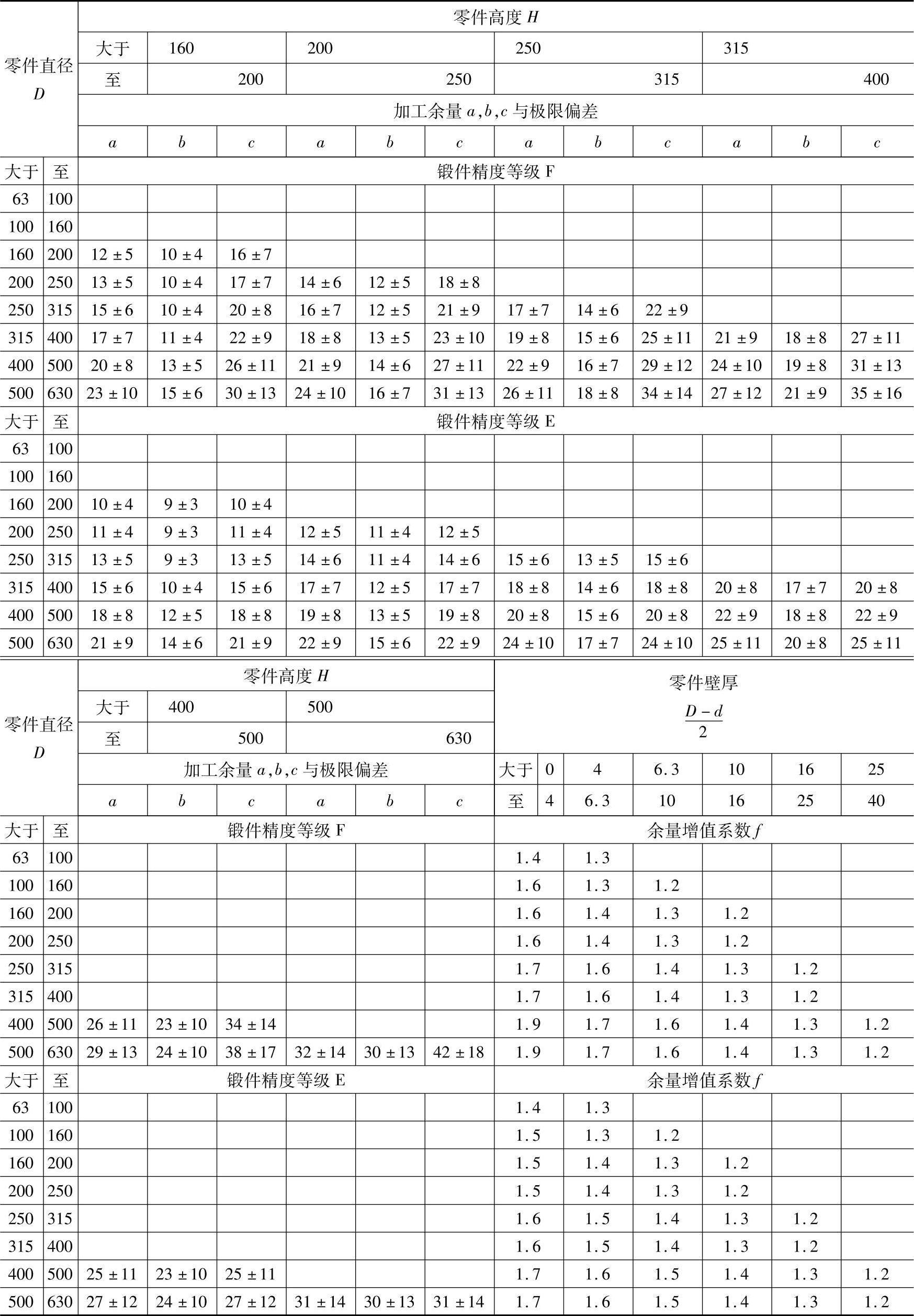
a)薄壁型圆环件,即零件尺寸符合 ≤40mm时,锻件的余量和公差按表11-23查出后,按下列要求适当增加:
≤40mm时,锻件的余量和公差按表11-23查出后,按下列要求适当增加:
i.要求F级锻件精度的零件,按表11-23的余量增值系数f增加其高度H和内径d的余量,而外径的余量和公差不增加。
ii.要求E级锻件精度的零件,按表11-23的余量增值系数f增加其外径D、高度H和内径d的余量。
iii.余量按增值系数增加后的锻件尺寸,公差也要增加,公差的增值系数均为1.2。
上述尺寸增加后的数值均按四舍五入化为整毫米数。

图11-23 圆环类锻件
b)计算举例
i.按F级锻件精度的零件,计算锻件尺寸:
设零件尺寸D=280mm,d=260mm,H=145mm。
查表11-23得a=14±6mm,b=8+3mm,c=18+8mm,壁厚= =
= =10mm。
=10mm。
查表得:余量增值系数f=1.4。计算如下:
外径的余量和公差不增加:a=14±6mm
高度的余量:bf=8×1.4=11.2≈11mm
公差:±3×1.2=±3.6≈±4mm
内径的余量:cf=18×1.4=25.2≈25mm
公差:±8×1.2=±9.6≈10mm
求得锻件尺寸为
D0=(280+14)±6=294±6mm
H0=(145+11)±4=156±4mm
d0=(260-25)±10=235±10mm
ii.按E级锻件精度的零件,计算锻件尺寸:
设零件尺寸D=280mm,d=260mm,H=145mm。
查表得:a=12±5mm,b=8±3mm,c=12±5mm,壁厚= =
= =10mm。
=10mm。
查表得:余量增值系数f=1.4。计算如下:
外径余量:a=af=12×1.4=16.8≈17mm
公差:±5×1.2=±6mm
高度的余量:bf=8×1.4=11.2≈11mm
公差:±3×1.2=±3.6≈±4mm
内径的余量:cf=12×1.4=16.8≈17mm
公差:±5×1.2=±6mm
求得锻件尺寸为
D0=(280+17)±6=297±6mm
H0=(145+11)±4=156±4mm
d0=(260-17)±6=243±6mm
c)其余应符合GB/T 21469—2008《锤上钢质自由锻件机械加工余量与公差 一般要求》的规定。
(5)套筒类锻件的余量与公差
标准适用于零件尺寸符合D<H≤2D、d>0.5D的套筒类自由锻件。
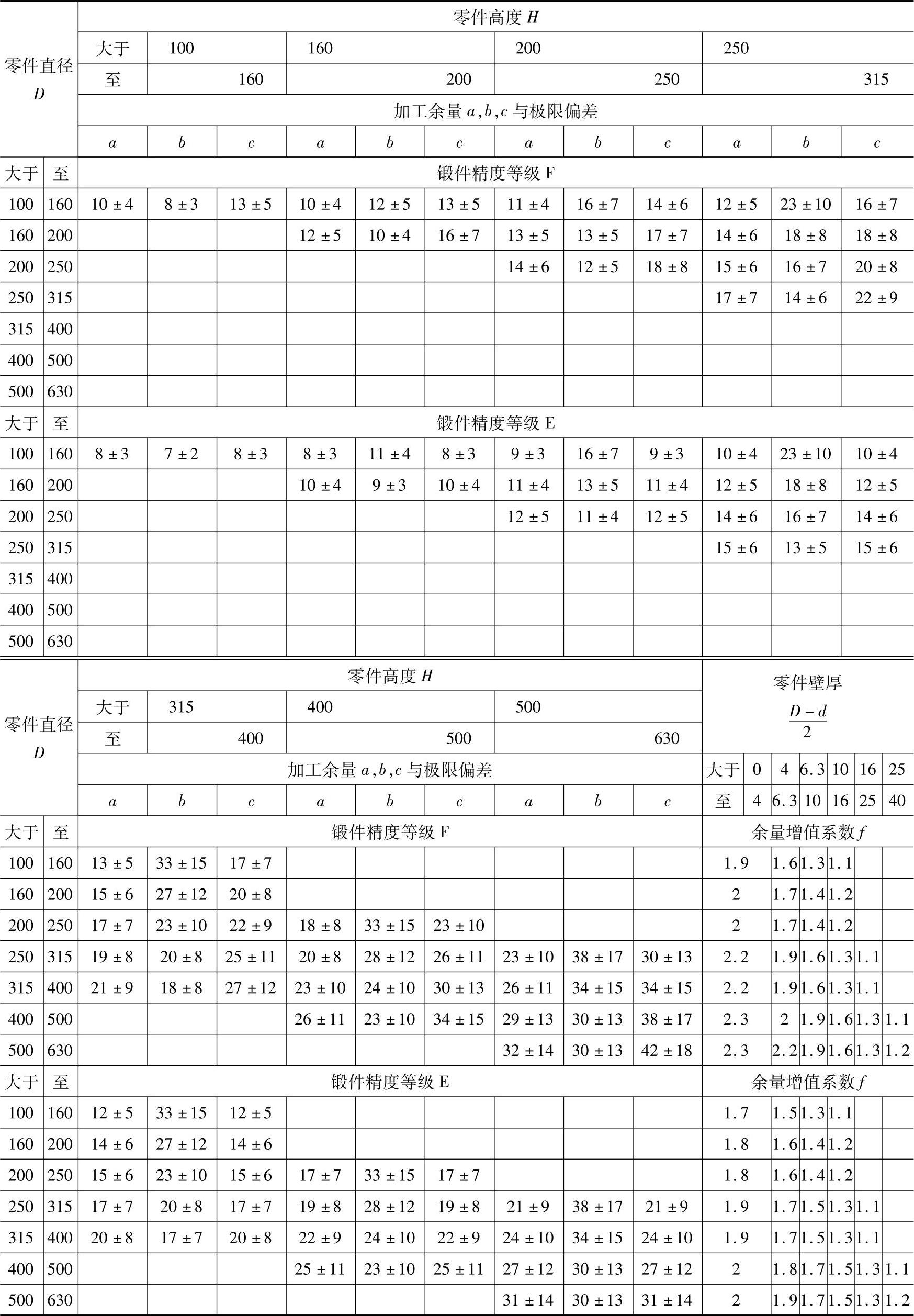
1)余量与公差 套筒类自由锻件的机械加工余量与公差应符合图11-24和表11-24的规定。
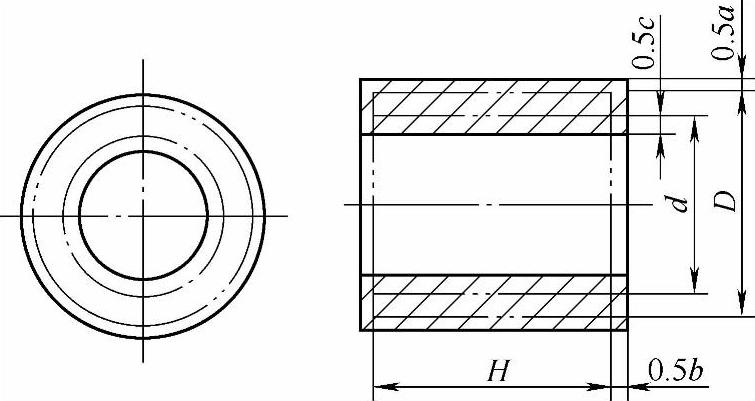
图11-24 套筒类锻件
2)一般说明
a)薄壁型套筒件,即零件壁厚尺寸符合
≤40mm时,锻件的余量和公差按表查11-24出后,按下列要求适当增加:(https://www.xing528.com)
i.要求F级锻件精度的零件,按表11-24的余量增值系数f增加其高度H和内径d的余量,而外径D的余量和公差不增加。
ii.要求E级锻件精度的零件,按表11-24的余量增值系数f增加其外径D、高度H和内径d的余量。
iii.余量按增值系数增加后的锻件尺寸,其公差也要增加,公差的增值系数均为1.3。
上述尺寸增加后的数值,均按四舍五入化为整毫米数。
b)其余应符合GB/T 21469—2008《锤上钢质自由锻件机械加工余量与公差 一般要求》的规定。
c)计算举例
i.按F级精度的零件,计算锻件尺寸。
设零件尺寸:D=280mm,d=260mm,H=380mm。查表11-24得:a=19±8mm,b=20±8mm,c=25±11mm,壁厚= =
= =10mm。
=10mm。
查表得:余量增值系数f=1.6。计算如下:
外径的余量和公差不增加:a=19±8mm
高度的余量:bf=20×1.6=32mm
公差:±8×1.3=±10.4≈±10mm
内径的余量:cf=25×1.6=40mm
公差:±11×1.3=±14.3≈14mm
求得锻件尺寸为
D0=(280+19)±8=299±8mm
H0=(380+32)±10=412±10mm
d0=(260-40)±14=220±14mm
表11-24 套筒类自由锻件机械加工余量与公差(GB/T 21470—2008) (mm)
ii.按E级精度的零件,计算锻件尺寸。
设零件尺寸:D=280mm,d=260mm,H=380mm。查表得:a=17±7mm,b=20±8mm,c=17±7mm,壁厚= =
= =10mm。
=10mm。
查表得:余量增值系数f=1.5。计算如下:
外径余量:af=17×1.5=25.5≈26mm
公差:±7×1.3=±9.1≈±9mm
高度的余量:bf=20×1.5=30mm
公差:±8×1.3=±10.4≈±10mm
内径的余量:cf=17×1.5=25.5≈26mm
公差:±7×1.3=±9.1≈9mm
求得的锻件尺寸为
D0=(280+26)±9=306±9mm
H0=(380+30)±10=410±10mm
d0=(260-26)±9=234±9mm
(6)光轴类锻件的余量与公差
标准适用于零件尺寸L>2.5D(或A、B、S)的光轴类自由锻件,包括截面为圆形、方形、六角形、八角形、矩形(B/H≤5)的光轴类锻件。
1)余量与公差 光轴类自由锻件的机械加工余量与公差应符合图11-25和表11-25的规定。
2)一般说明
a)矩形截面光轴两边长之比B/H>2.5时,H的余量a增加20%。
b)当零件尺寸L/D(或L/B)>20时,余量a增加30%。
c)其余应符合GB/T 21469—2008《锤上自由锻件机械加工余量与公差 一般要求》的规定。
d)矩形截面光轴以较大的一边B和长度L查表11-25得a,以确定L和B的余量。H的余量a则以长度L和计算值 查表11-25确定。
查表11-25确定。
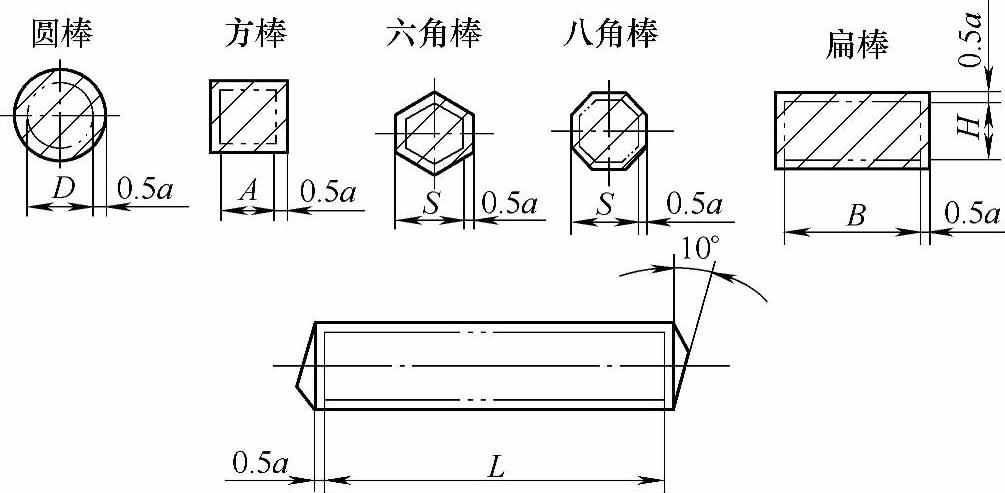
图11-25 光轴类锻件
例:求矩形截面光轴的锻件尺寸。
设零件尺寸B=200mm,H=100mm,L=3500mm,要求锻件精度等级F级。
查表:以B和L查表得a=18±8mm
求得:长度L的余量与极限偏差为2a=36±16mm
宽度B的余量与极限偏差为a=18±8mm
计算:Hp= =
= =150mm
=150mm
查表:以Hp和L查得a=17±7mm
求得锻件尺寸为:
B0=(200+18)±8=218±8mm
H0=(100+17)±7=117±7mm
L0=(3500+36)±16=3536±16mm
表11-25 光轴类自由锻件机械加工余量与公差(GB/T 21471—2008) (mm)

注:矩形截面H的余量,以Hp代替H查表, 。
。
(7)台阶轴类锻件的余量与公差
标准适用于零件总长L与台阶最大直径D之比(L/D)大于2.5的截面为圆形的台阶轴。
1)余量与公差 台阶轴类自由锻件的机械加工余量与公差应符合图11-26和表11-26的规定。
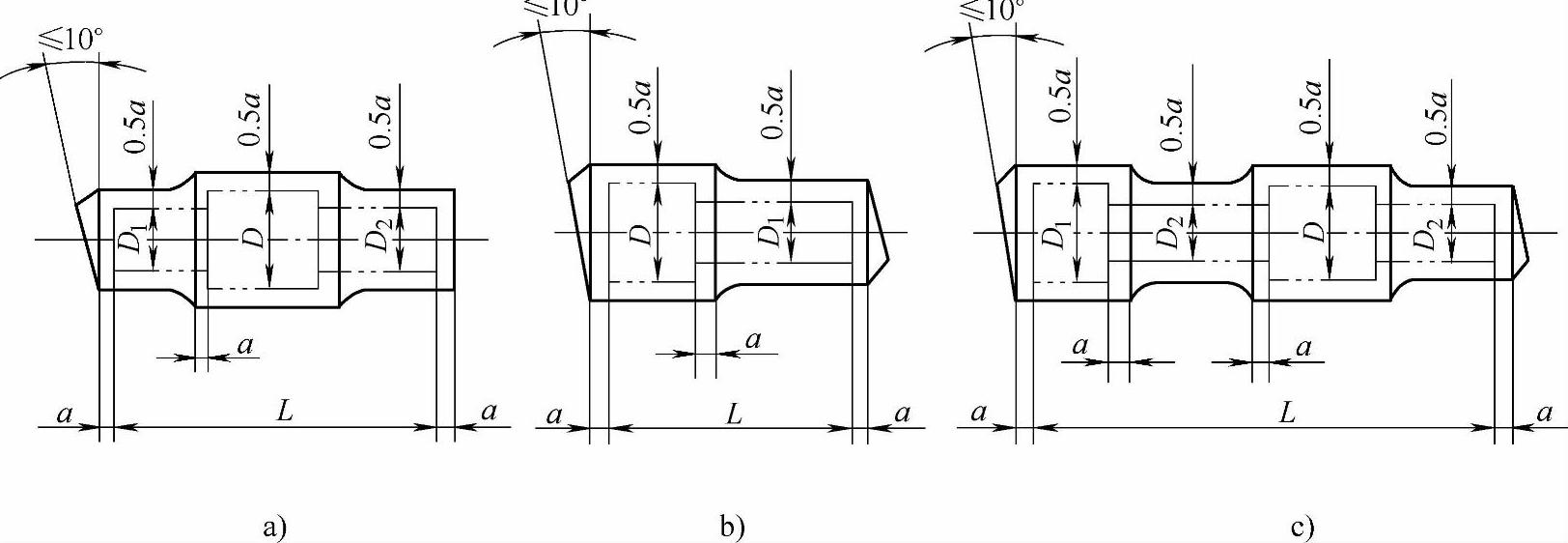
图11-26 台阶轴类锻件
表11-26 台阶轴类自由锻件机械加工余量与公差(GB/T 21471—2008) (mm)

2)一般说明
a)各台阶直径和长度上的余量按零件最大直径D和总长度L确定。
b)当零件某部分的总长度L与直径Di之比L/Di大于20时,该直径Di之余量增加30%。
c)当零件相邻两直径之比大于2.5时,可按节省材料的原则将其中一部分的直径余量增加20%。
d)锻件上台阶或凹档的锻出条件应符合图11-27和表11-27的规定。

图11-27 台阶和凹档锻件
表11-27 台阶和凹档的锻出条件(GB/T 21471—2008) (mm)

(续)
台阶和凹档的锻出条件:
端部台阶长度L1≥L时则应予锻出。
中间各阶长度L2≥0.8L时则应予锻出。
凹档长度L3≥1.5L时则应予锻出。
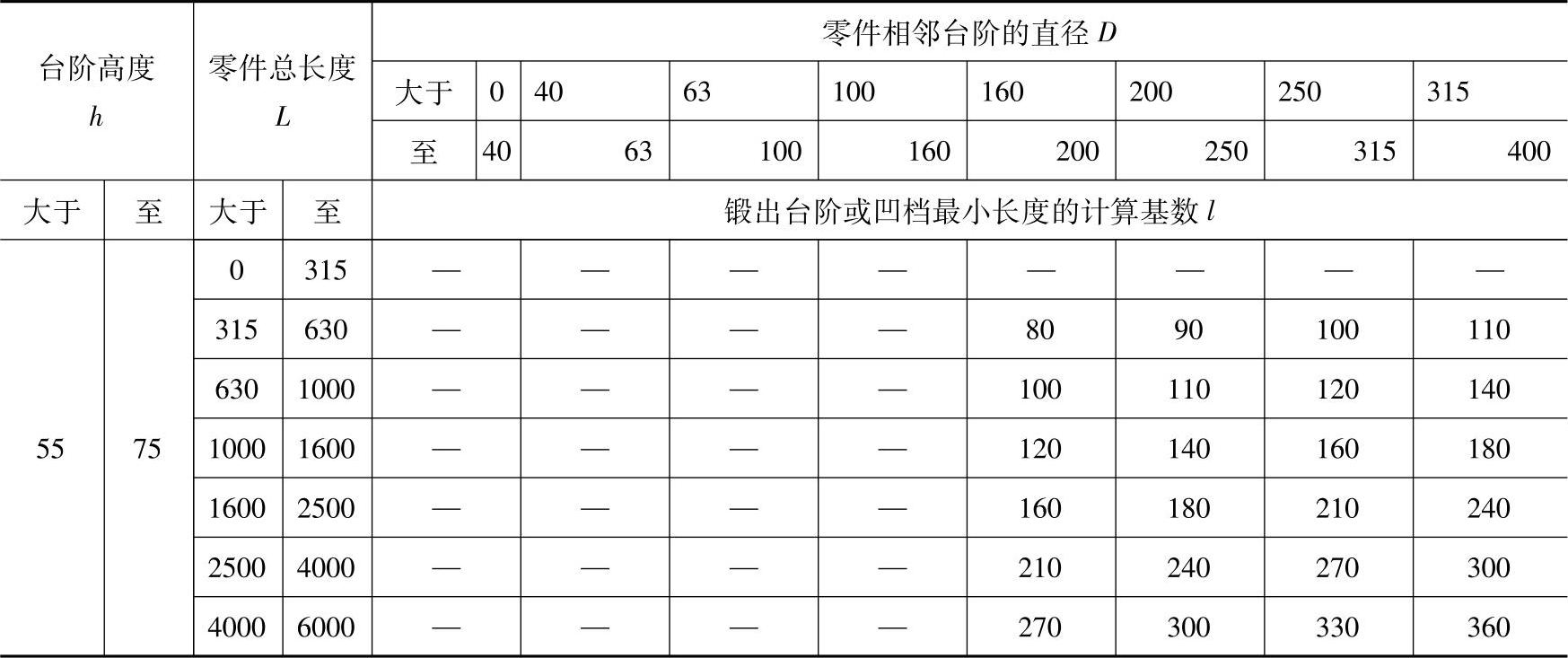
e)锻件上法兰的最小锻出宽度应符合图11-28和表11-28的规定。

图11-28 法兰的最小锻出宽度
a)端部法兰 b)中间法兰
表11-28 法兰的最小锻出宽度(GB/T 21471—2008) (mm)

(续)
注:1.表中分子数值适用于端部法兰,分母数值适用于中间法兰。
2.中间法兰按法兰直径D与相邻较小直径d来确定其最小锻出宽度L。
3.法兰按台阶轴类锻件加放余量后,其宽度值如小于表列数值则可增大至表列数值。
(8)单拐曲轴类锻件的余量与公差
标准适用于曲拐高度H(或D)≤500mm、曲拐长度L≤600mm的单拐曲轴和偏心轴锻件。
1)余量与公差 单拐曲轴和偏心轴锻件的机械加工余量与公差应符合图11-29和表11-29的规定。
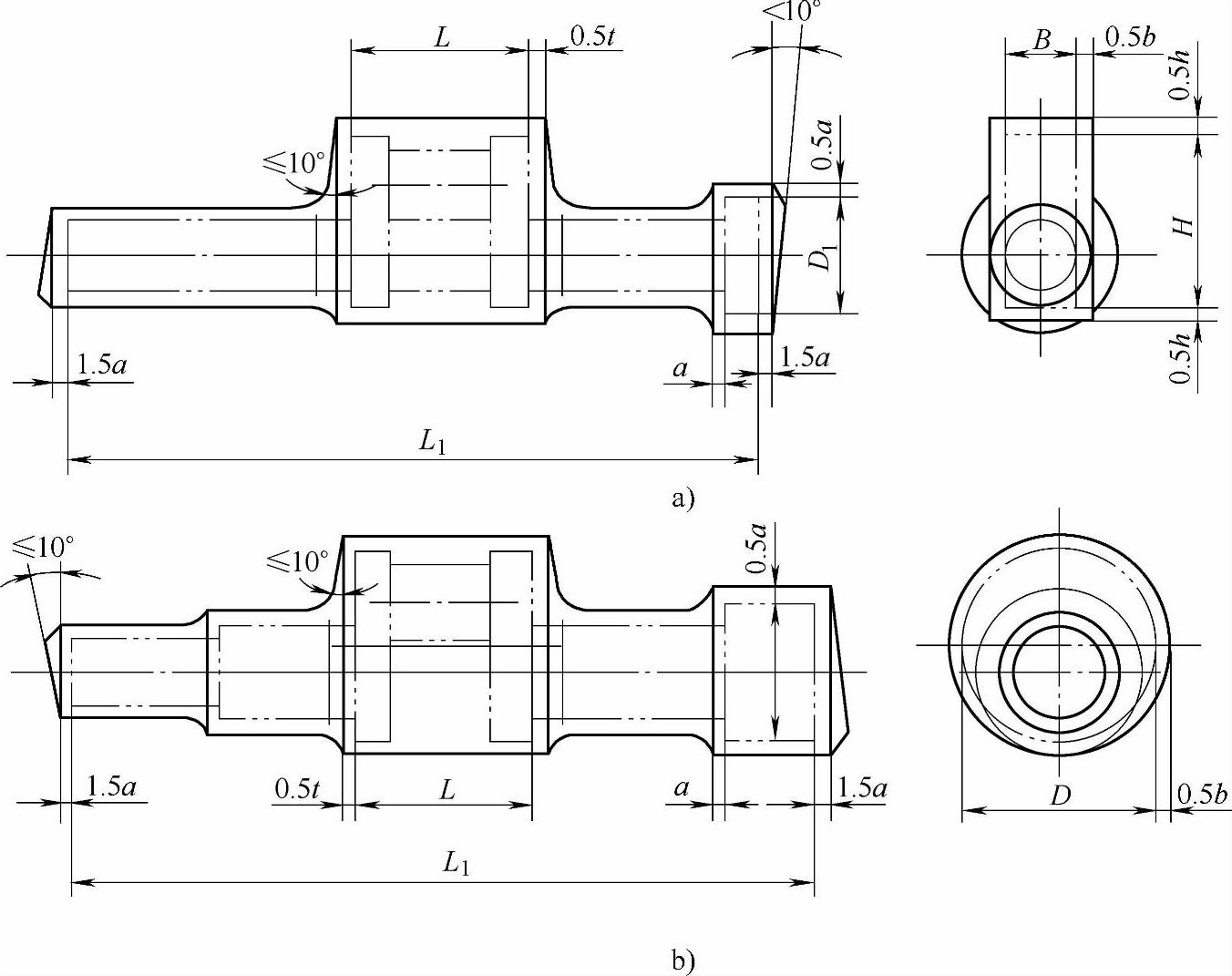
图11-29 单拐曲轴类锻件
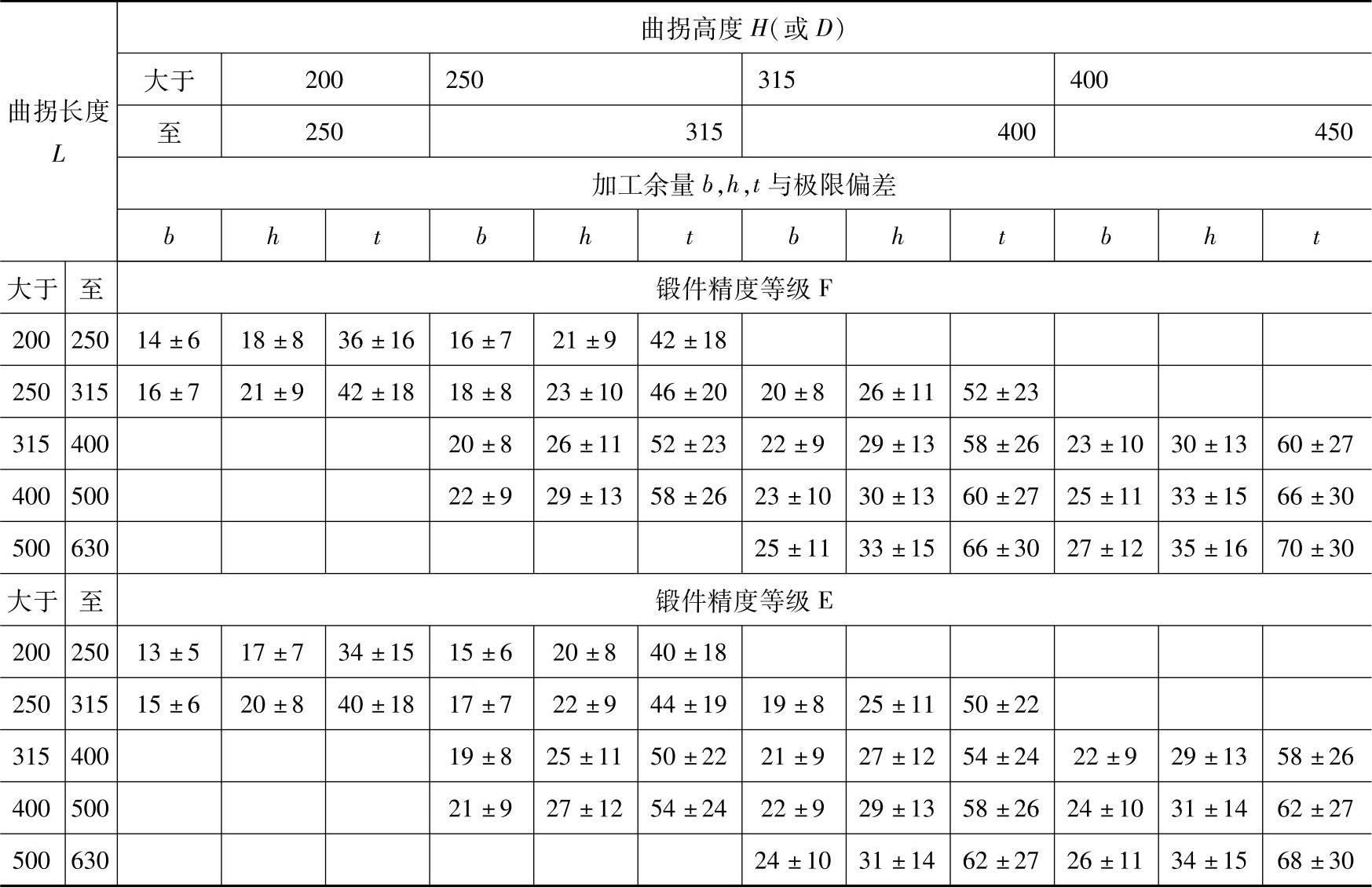
表11-29 单拐曲轴类锻件机械加工余量与公差(GB/T 21471—2008) (mm)
2)一般说明
a)曲拐部分的机械加工余量与公差按曲拐的高度H(或D)和长度L确定。
b)圆柱部分(轴颈、轴尾和法兰)的机械加工余量与公差根据最大直径D和零件总长度L1确定。a按GB/T 21471《锤上钢质自由锻件 机械加工余量与公差 轴类》台阶轴类锻件增大20%。
(9)黑皮锻件的余量与公差
标准适用于全部表面不进行机械加工或部分表面不进行机械加工的锻件。
黑皮锻件的极限偏差,断面直径或高度的极限偏差按表11-30规定,其内孔直径或凹档深度的极限偏差按表11-31规定,其长度的极限偏差按表11-32规定。
表11-30 锻件断面直径或高度的极限偏差(GB/T 21471—2008) (mm)
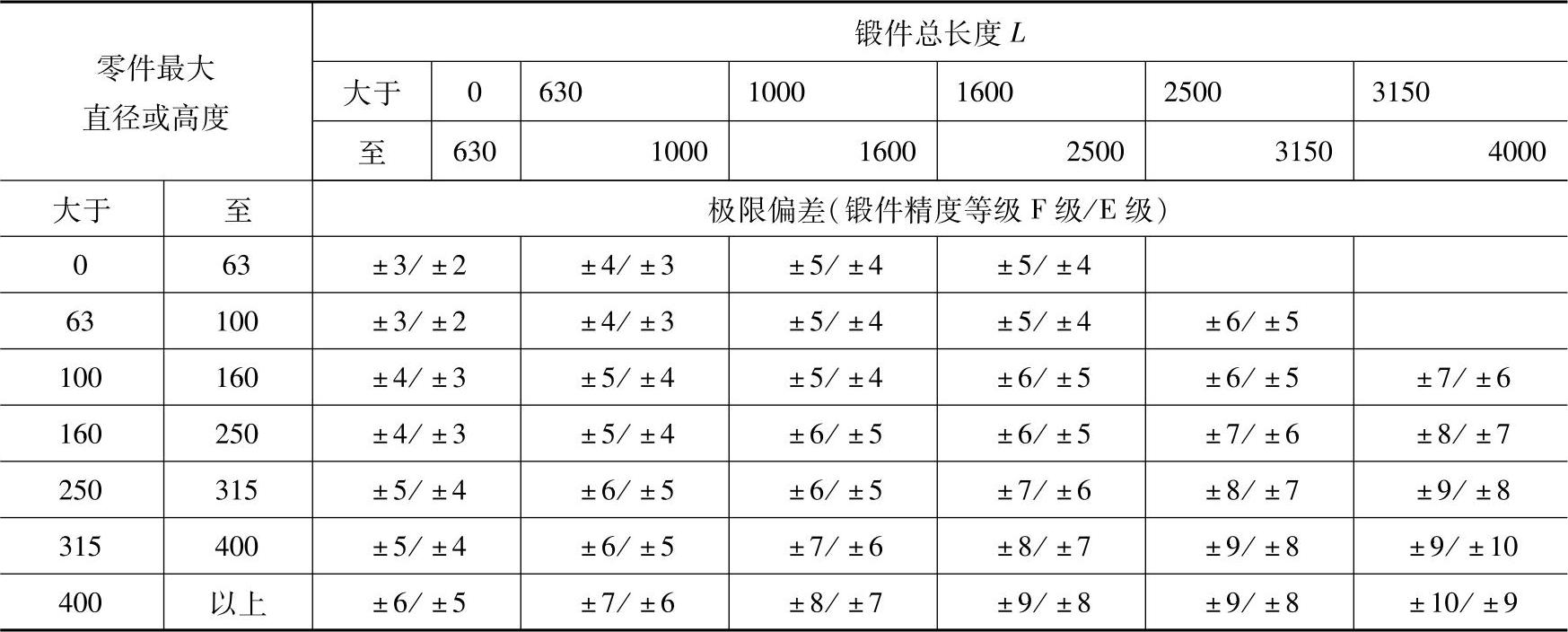
表11-31 锻件内孔直径或凹档深度的极限偏差(GB/T 21471—2008) (mm)

表11-32 锻件长度的极限偏差(GB/T 21471—2008) (mm)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。