



(1)概述
现行国标GB/T 5106—1985《圆柱直齿渐开线花键量规》是根据国际标准化组织建议草案ISO/DP 4156/3《圆柱直齿渐开线花键 米制模数、齿侧定心 概论、尺寸和检验 第3部分:检验》结合我国实际情况制订的。适用于检验GB/T 3478.1—2008《圆柱直齿渐开线花键(齿侧配合)模数 基准齿形 公差》中规定的工件花键的圆柱直齿渐开线花键量规。是GB/T 3478.1—2008的技术保证。
(2)圆柱直齿渐开线花键量规的种类与代号
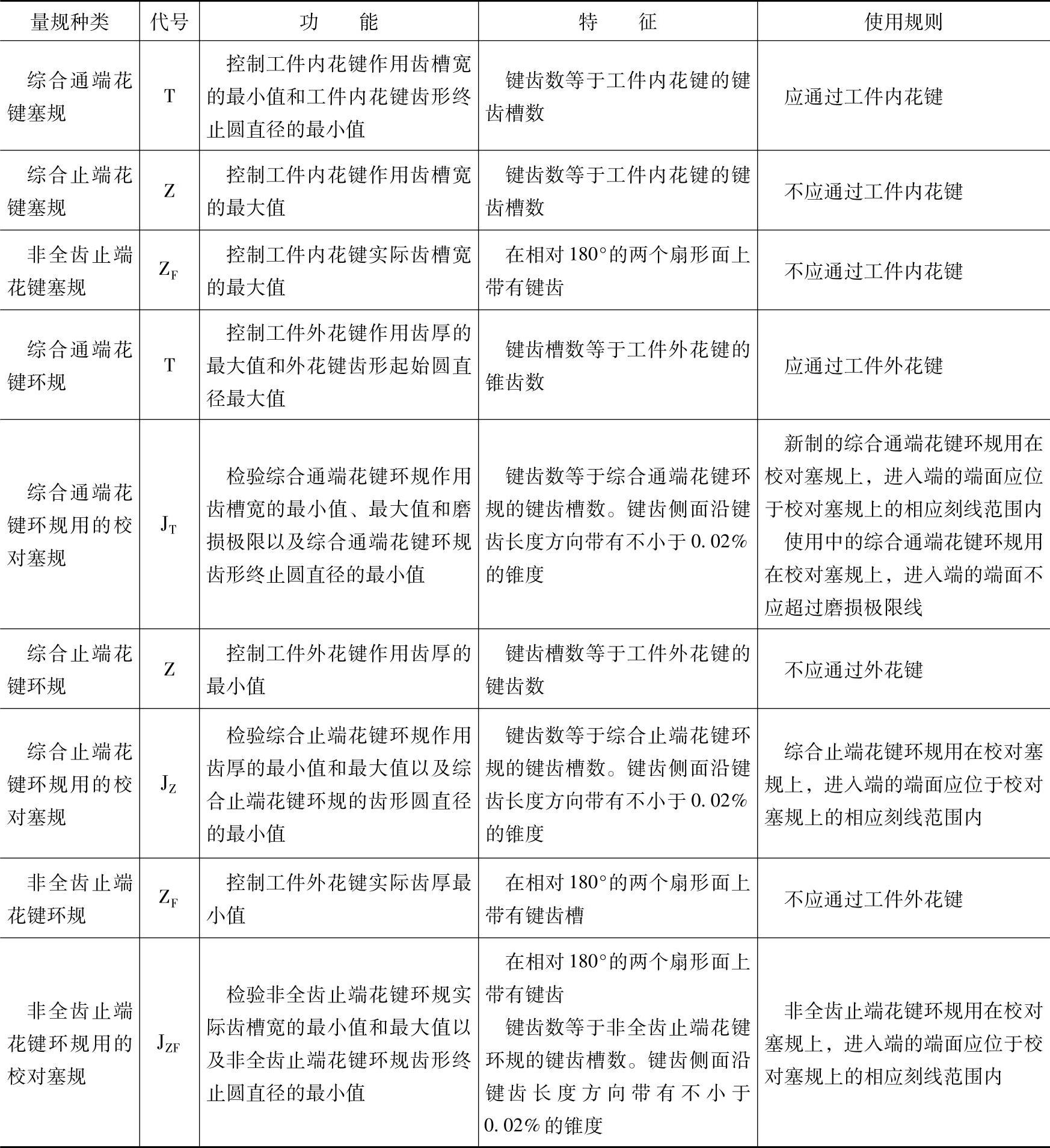
圆柱直齿渐开线花键量规的名称、代号、功能、特征与使用规则列于表10-73。
表10-73 圆柱直齿渐开线花键量规的种类、代号、功能、特征与使用规则(GB/T 5106—1985)
(3)圆柱直齿渐开线花键量规公差
1)圆柱直齿渐开线花键塞规的齿厚和花键环规的齿槽宽尺寸公差带如图10-48所示。
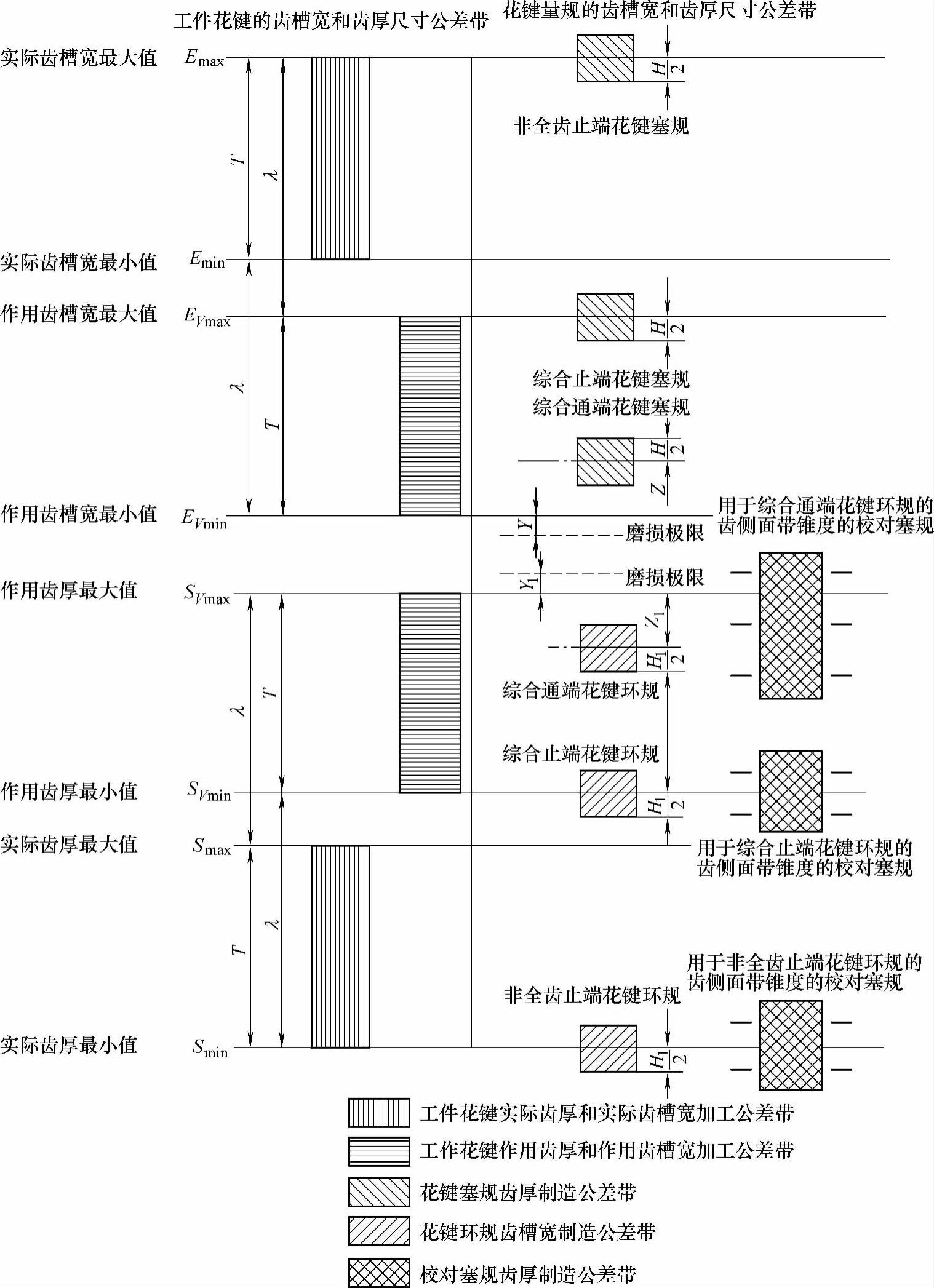
图10-48 圆柱直齿渐开线花键塞规的齿厚和花键环规齿槽宽尺寸公差带
Emax、 Emin—实际齿槽宽的最大值和最小值 EVmax、EVmin—作用齿槽宽最大值和最小值 Smax、Smin—实际齿厚的最大值和最小值 SVmax、SVmin—作用齿厚的最大值和最小值 T—工件花键的齿厚和齿槽宽的加工公差 λ—工件花键的形状和位置综合公差 H、H1—花键塞规齿厚和花键环规齿槽宽的制造公差 Z、Z1—综合通端花键塞规齿厚制造公差带的中心线到工件内花键最大实体尺寸的距离和综合通端花键环规齿槽宽制造公差带的中心线到工件外花键最大实体尺寸的距离 Y、Y1—综合通端花键塞规和综合通端花键环规的磨损极限超越工件最大实体尺寸的裕度
在实际应用中,不必按图来设计全部的花键量规,使用者可以由GB/T 3478.1—1983(现已更新为GB/T 3478—2008《圆柱直齿渐开线花键》)规定的检验方法中,按所选定检验方法的需要来设计量规。
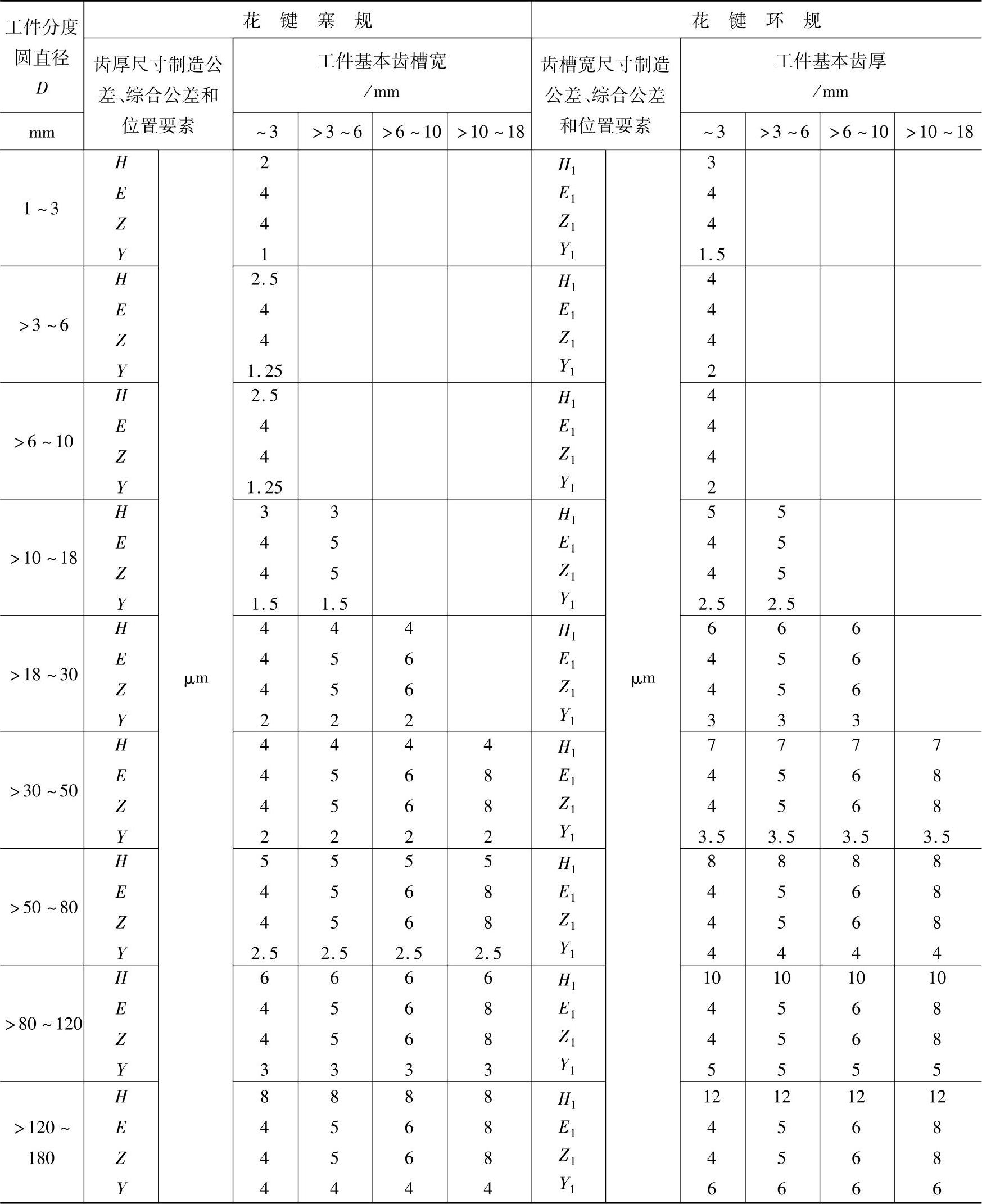
2)4、5、6和7级工件圆柱直齿渐开线花键所用花键量规的制造公差H、H1形状和位置综合公差E、E1以及位置要素Z、Z1、Y、Y1列于表10-74。
表10-74 4、5、6和7级工件圆柱直齿渐开线花键所用花键量规的制造公差、形状和位置综合公差与位置要素(GB/T 5106—1985)
3)4、5级工件花键所用相应等级花键量规制造公差、形状和位置综合与位置要素列于表10-75。
表10-75 圆柱直齿渐开线花键量规制造公差、形状和位置综合公差与位置要素(GB/T 5106—1985)
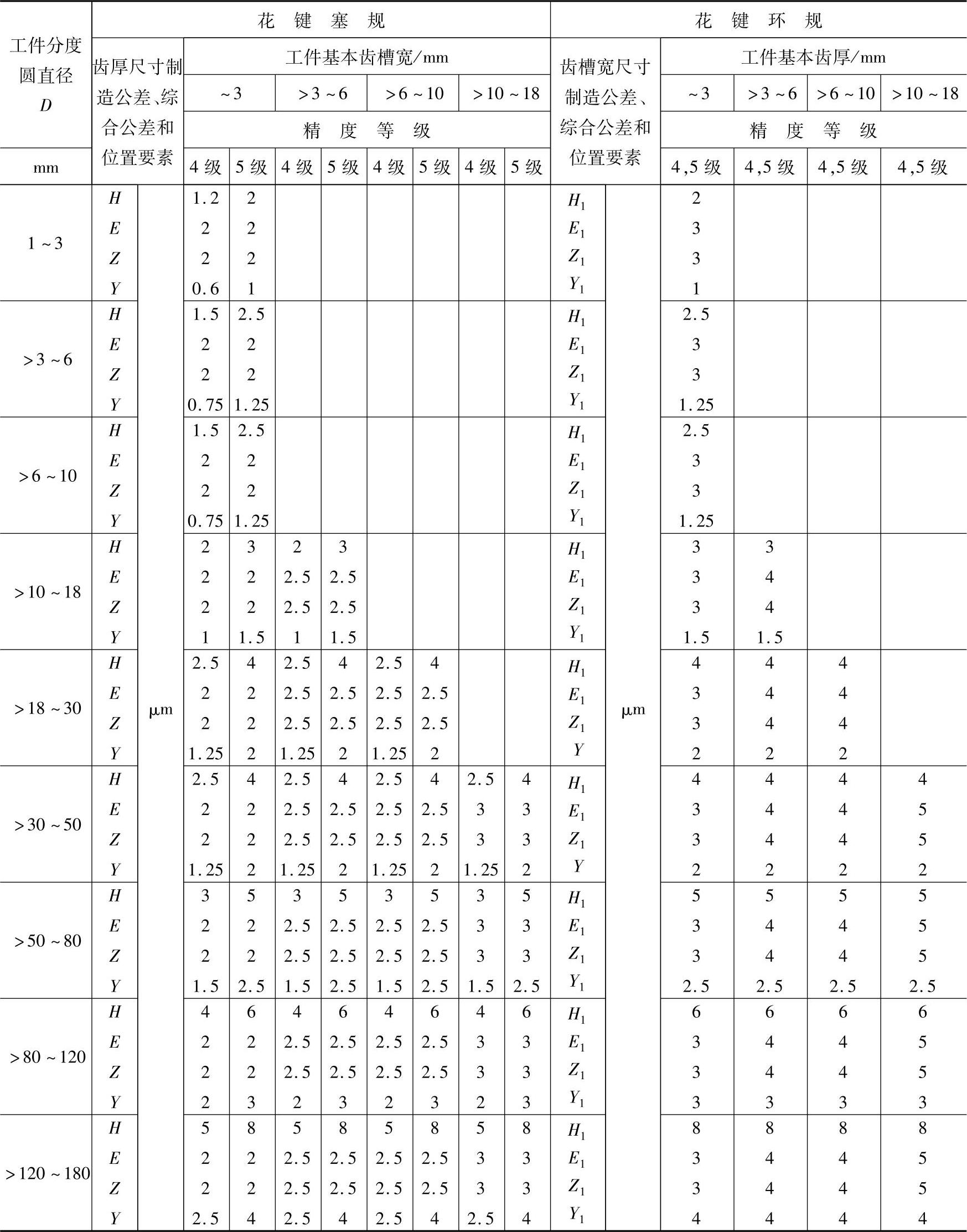
注:为增大4、5级工件花键的生产公差,用户与制造厂经协商后,可按表规定的H、H1、E、E1、Z、Z1、Y、Y1来制造相应等级的圆柱直齿渐开线花键量规。(https://www.xing528.com)
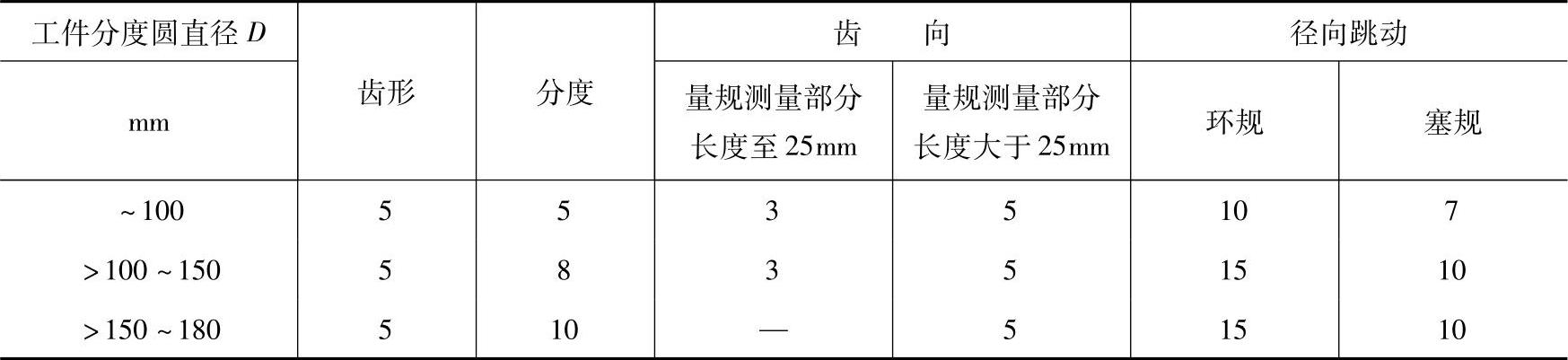
4)圆柱直齿渐开线花键量规的形状和位置公差列于表10-76。
表10-76 圆柱直齿渐开线花键量规形状和位置公差(GB/T 5106—1985) (μm)
5)圆柱直齿渐开线花键量规大径、花键塞规齿形起始圆直径、花键环规齿形终止圆直径和小径的计算公式列于表10-77,花键环规齿槽宽和花键塞规齿厚的计算公式列于表10-78。
表10-77 圆柱直齿渐开线花键量规大径、花键塞规齿形起始圆直径、花键环规齿形终止圆直径和小径的计算公式(GB/T 5106—1985)
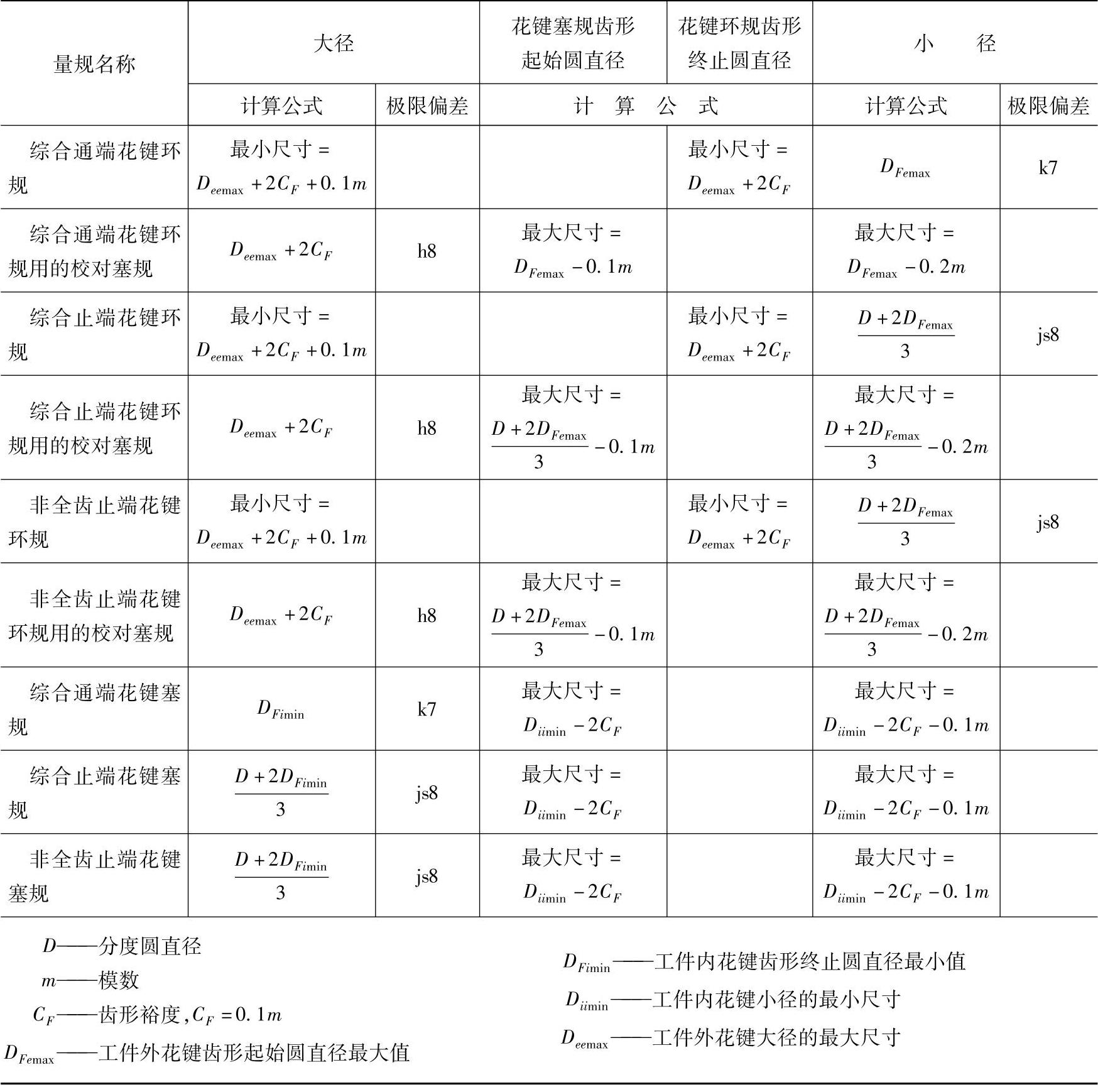
表10-78 圆柱直齿渐开线花键环规齿槽宽和花键塞规齿厚的计算公式(GB/T 5106—1985)
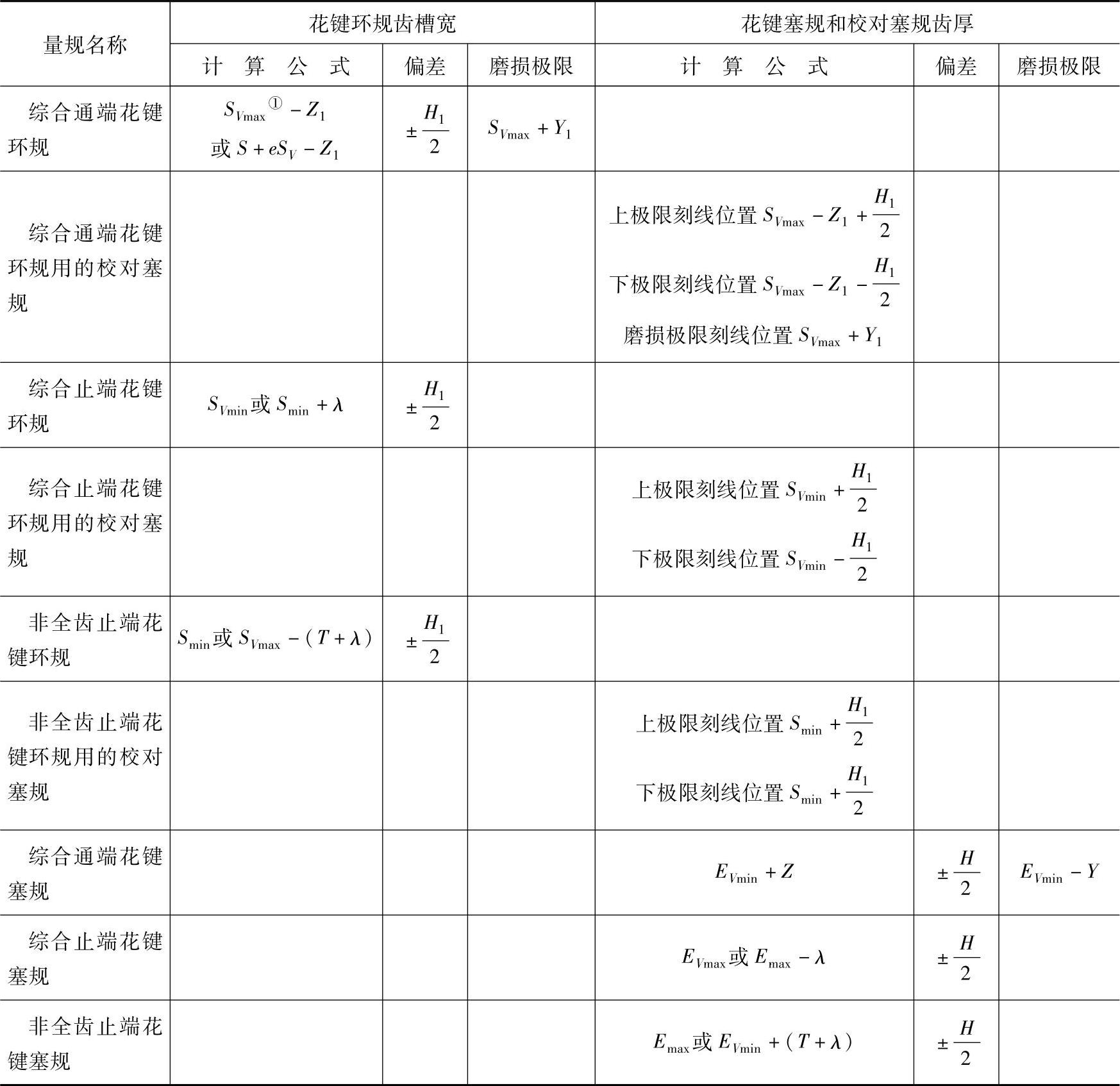
① SVmax=S+eSV,S为基本齿厚,eSV为作用齿厚SV的上偏差。
(4)圆柱直齿渐开线花键量规的技术要求
1)圆柱直齿渐开线花键量规测量面不应有黑斑、划痕等明显影响外观和使用质量的缺陷,其他表面不应有锈迹、裂纹和毛刺。
2)花键塞规的测头与手柄的联结应牢固可靠,在使用过程中不应松动脱落。
3)圆柱直齿渐开线花键量规应用合金工具钢或其他耐磨材料制造。
4)花键量规测量面的硬度应为664~825HV(58~64HRC)。
5)花键量规测量面的表面粗糙度Ra值应不大于0.32μm。
6)圆柱直齿渐开线花键量规应经稳定性处理。
7)标记被检花键代号和圆柱直齿渐开线花键量规代号(按表10-73)。
[1]国标GB/T 11852—2003中原文如此,而圆度是无需基准面的形状公差——编者注。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。