



现行国标GB/T 10943—2003适用于检验GB/T 5900.1~5900.3—1997用的1/4圆锥量规。
(1)型式与尺寸
1)1/4圆锥量规的型式
2号1/4圆锥校对量规的型式如图10-37所示。
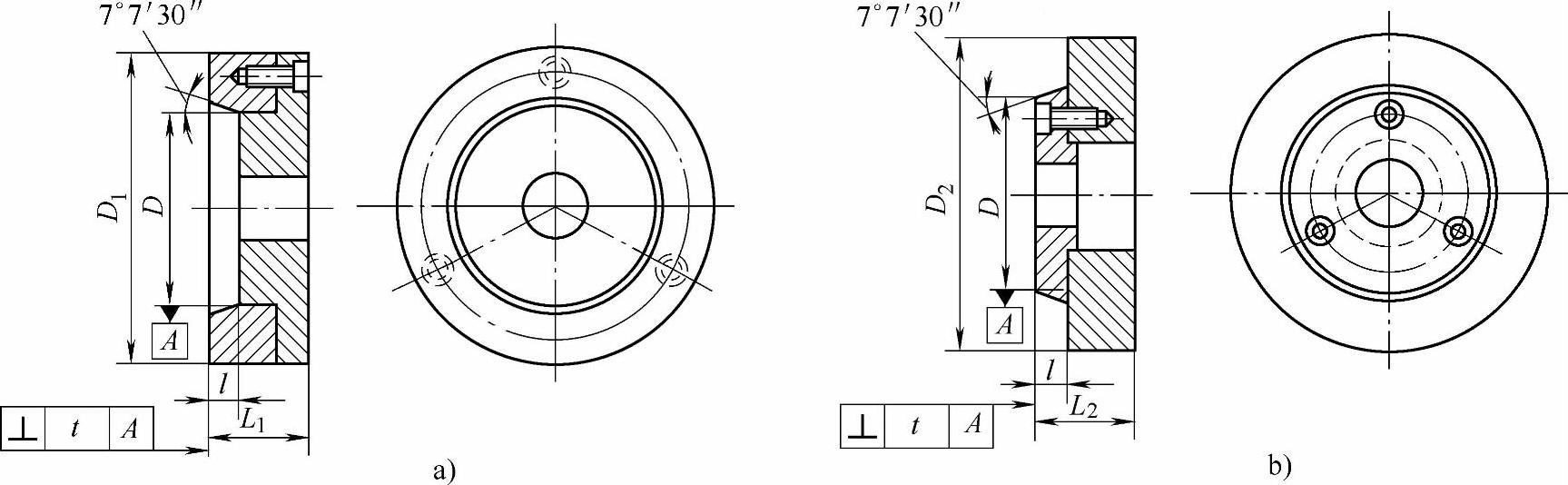
图10-37 2号1/4圆锥校对量规的型式
3至28号1/4圆锥校对量规的型式如图10-38所示。
2号1/4圆锥工作量规的型式如图10-39所示。
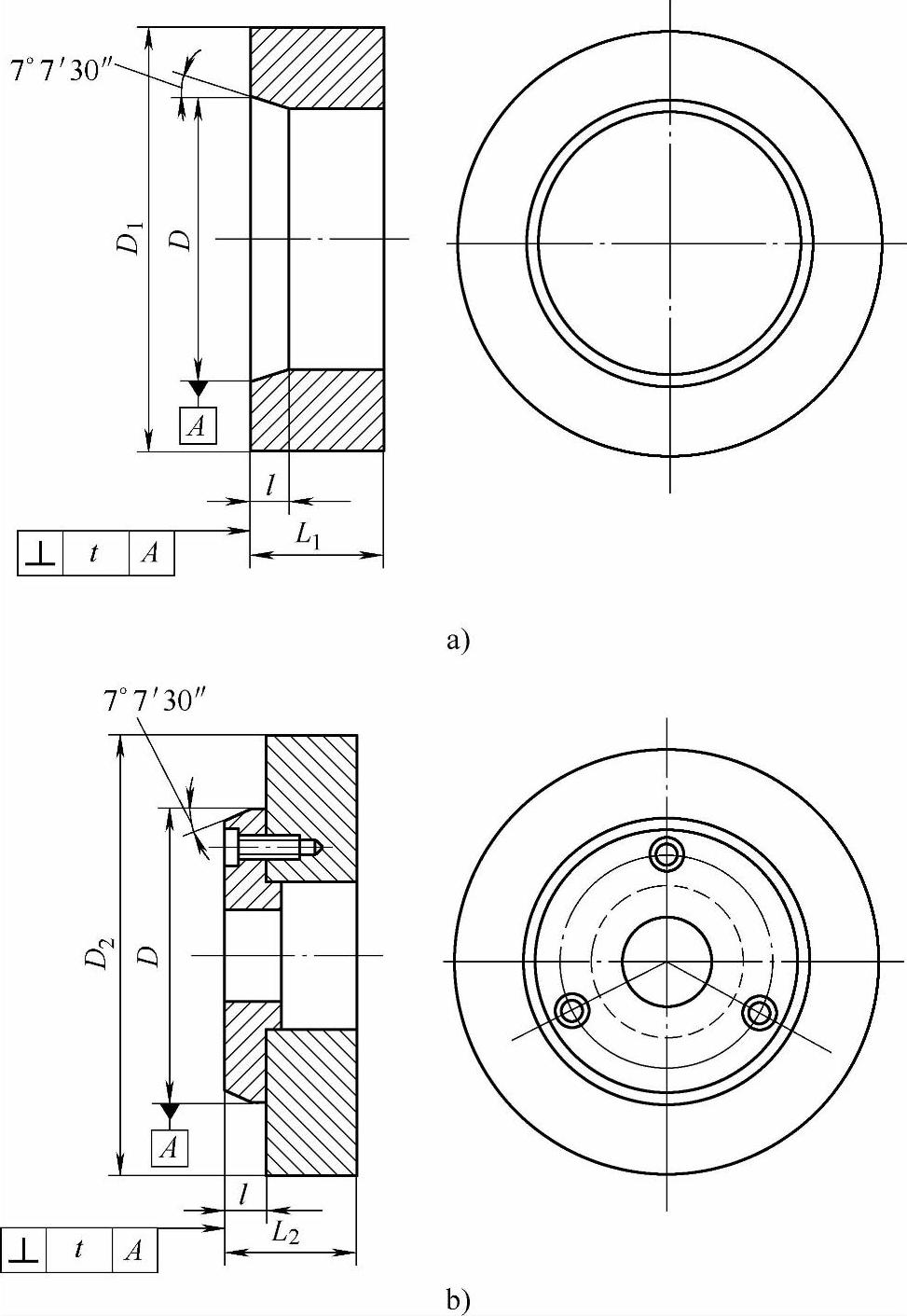
图10-38 3至28号1/4圆锥校对量规的型式
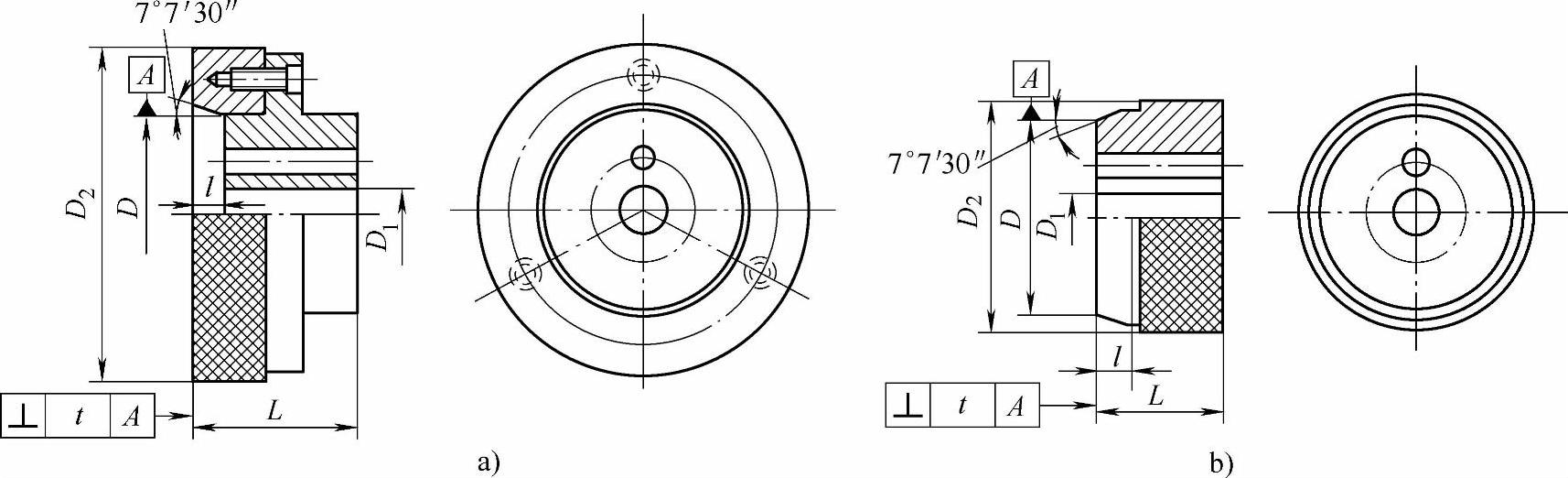
图10-39 2号1/4圆锥工作量规的型式
3至28号1/4圆锥工作量规(固定式)的型式如图10-40所示。
5至28号1/4圆锥工作量规(指针式)的型式如图10-41所示。
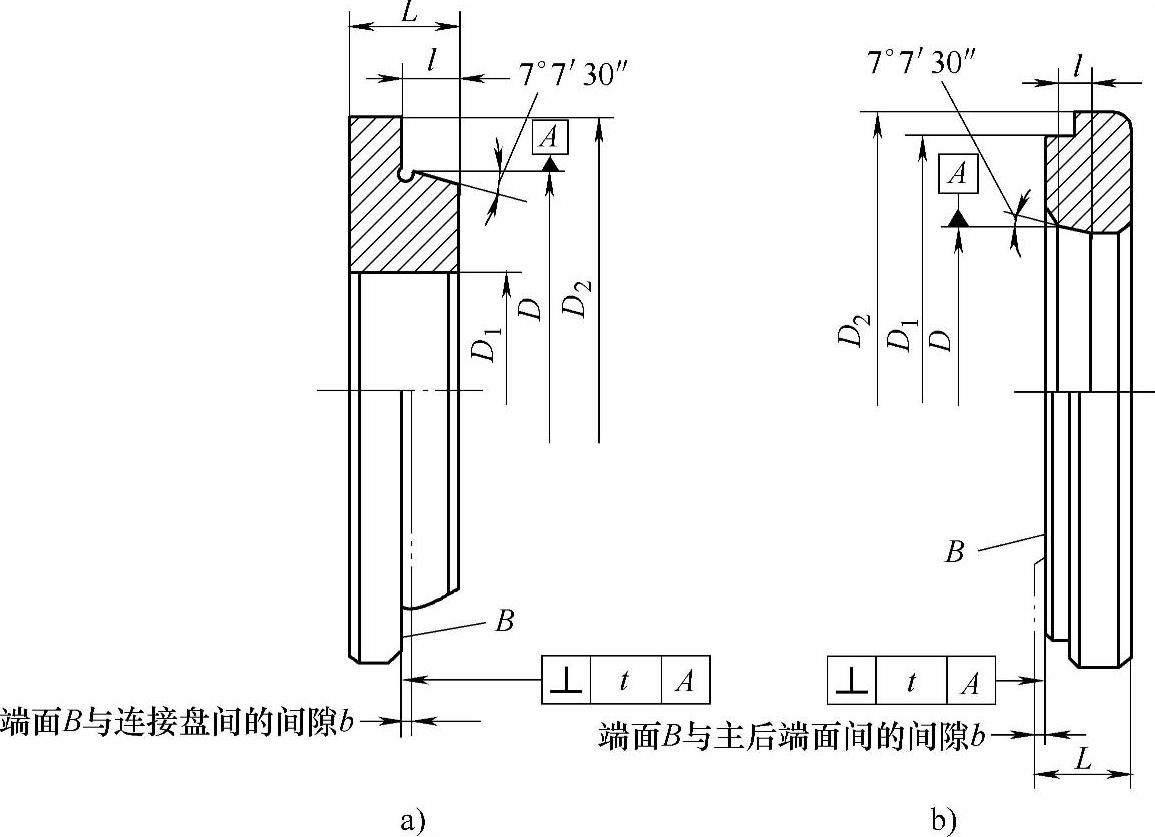
图10-40 3至28号1/4圆锥工作量规(固定式)的型式
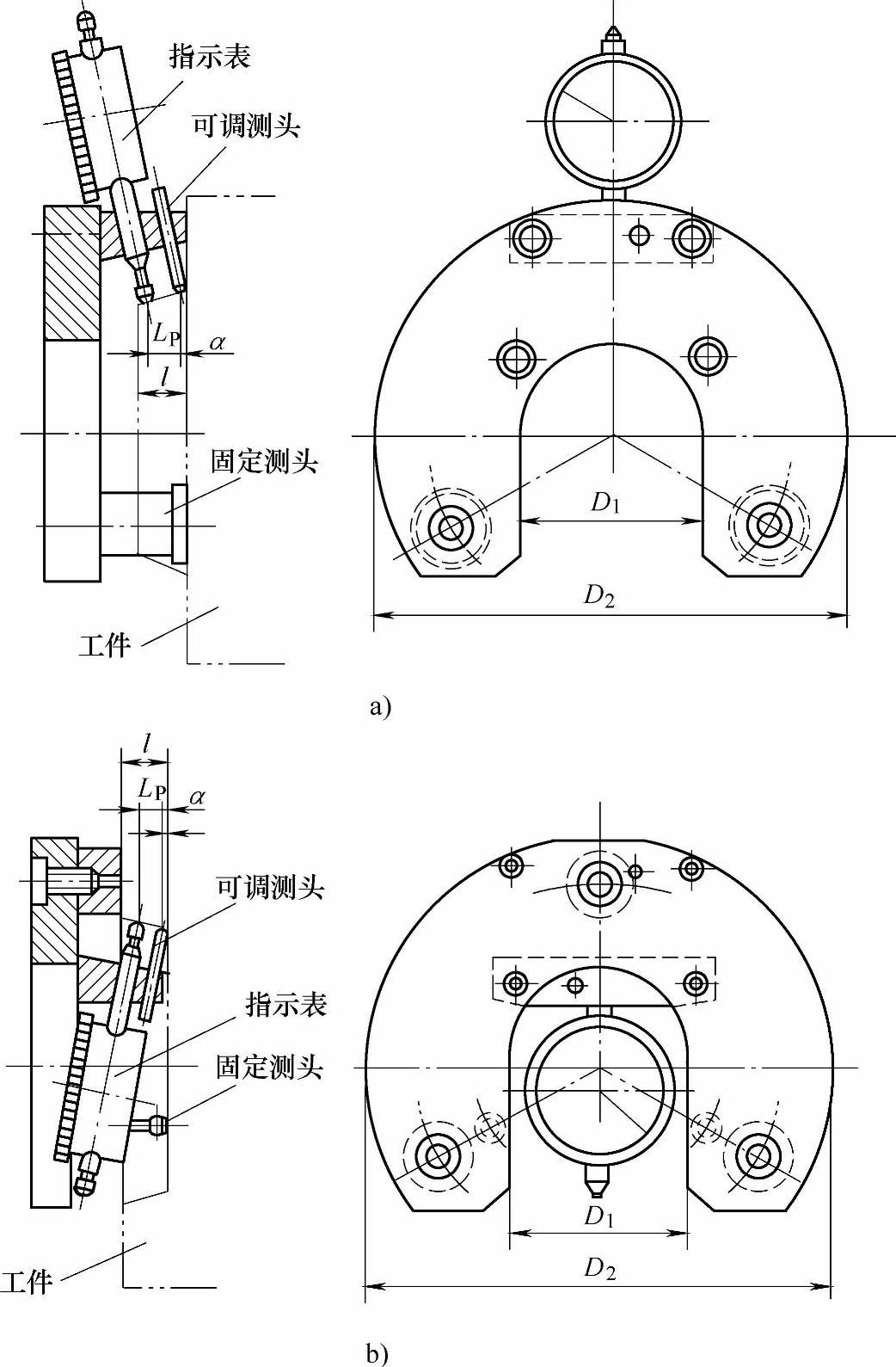
图10-41 5至28号1/4圆锥工作量规(指针式)的型式
2)1/4圆锥量规的尺寸
1/4圆锥校对量规的尺寸列于表10-60。
表10-60 1/4圆锥校对量规的尺寸(GB/T 10943—2003) (mm)

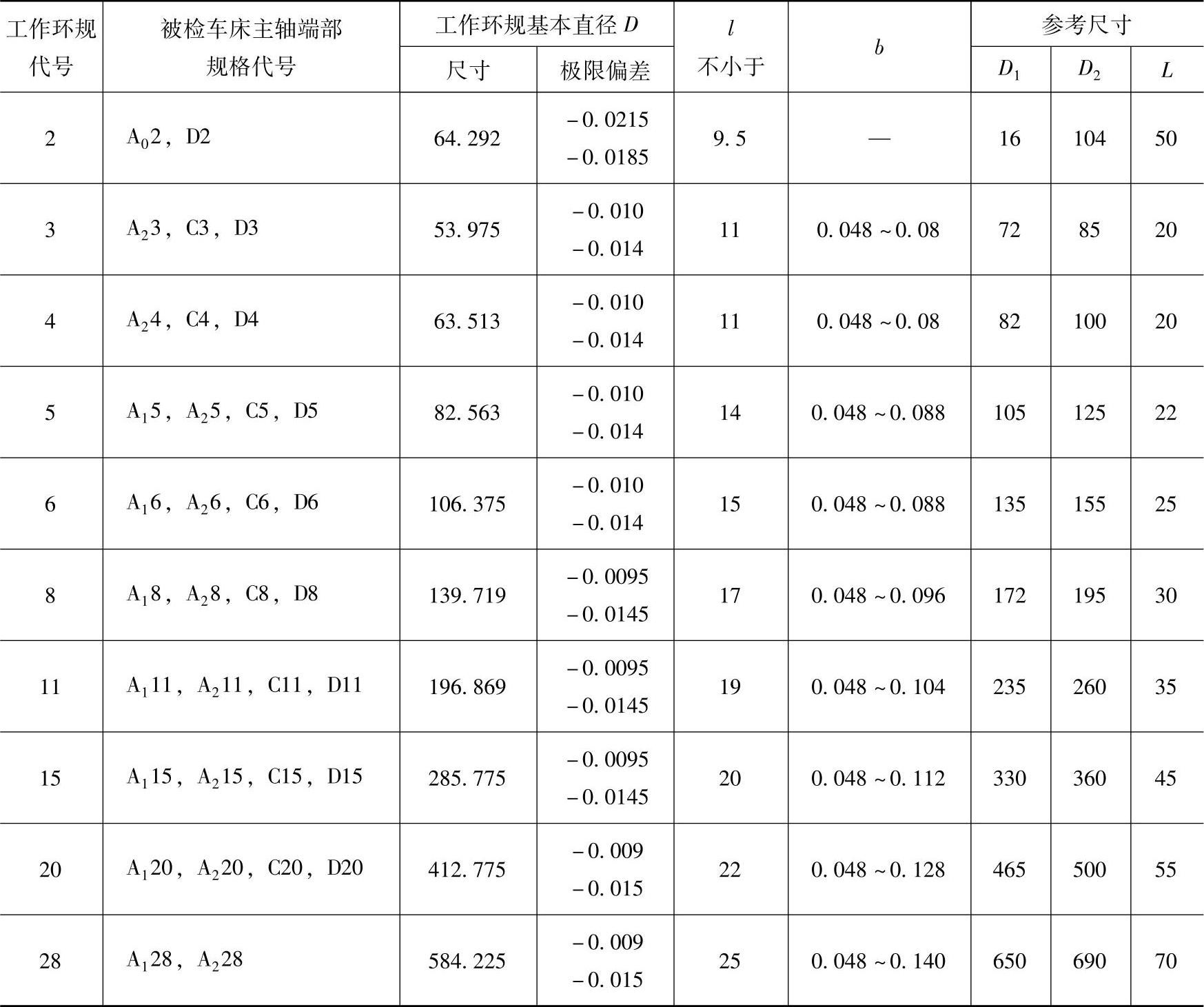
2至28号1/4圆锥工作量规(不含指针式)的尺寸列于表10-61、表10-62。
表10-61 1/4圆锥工作塞规(不含指针式)的尺寸(GB/T 10943—2003) (mm)
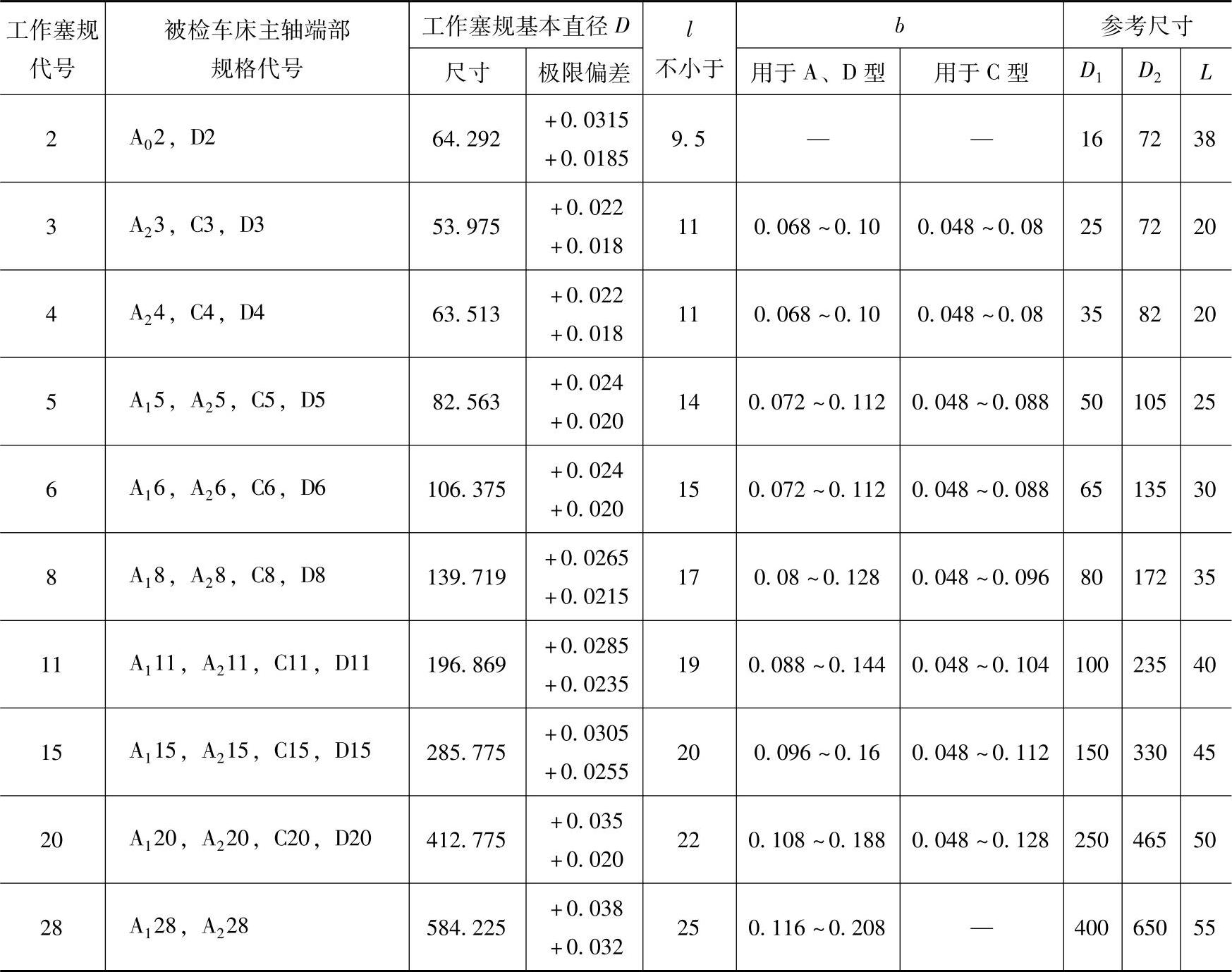
表10-62 1/4圆锥工作环规(不含指针式)的尺寸(GB/T 10943—2003) (mm)
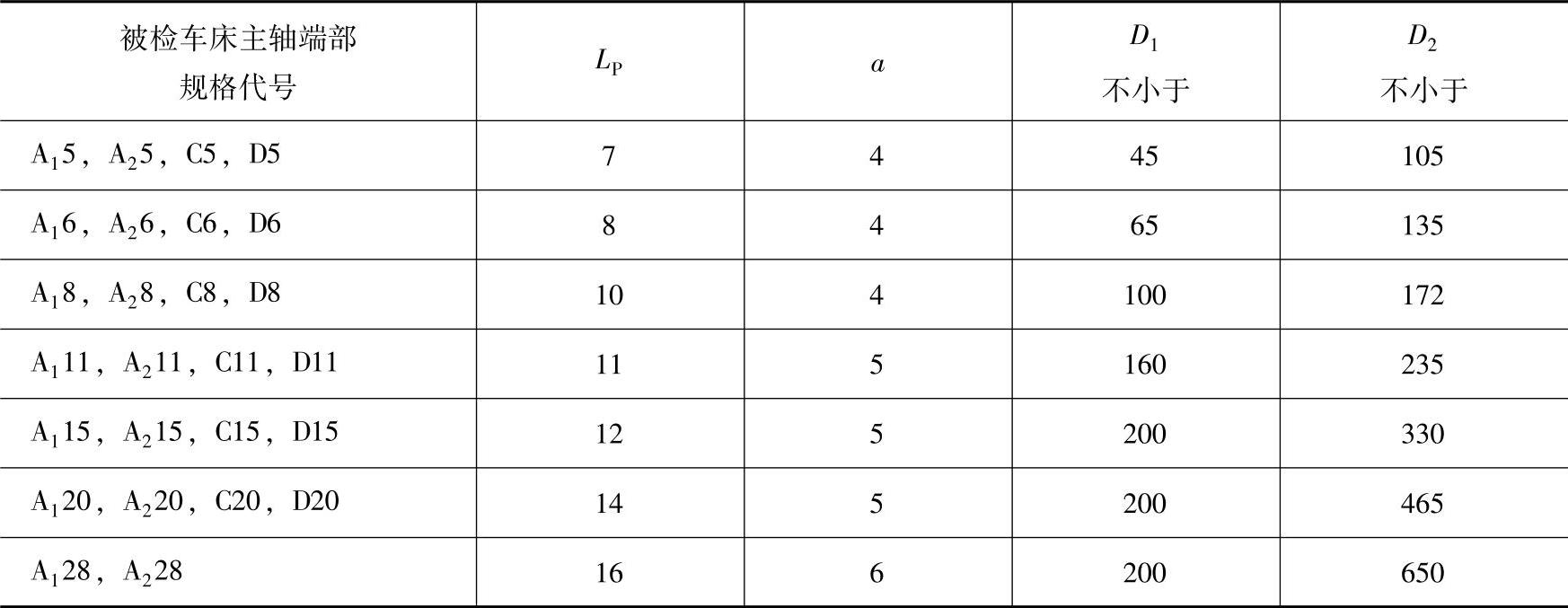
5至28号1/4圆锥工作量规(指针式)的尺寸列于表10-63。
表10-63 1/4圆锥工作量规(指针式)的尺寸(GB/T 10943—2003) (mm)
(2)锥角极限偏差、形状和位置公差
1)1/4圆锥校对量规的锥角极限偏差、形状和位置公差列于表10-64。(https://www.xing528.com)
表10-64 1/4圆锥校对量规的锥角极限偏差、形状和位置公差(GB/T 10943—2003)
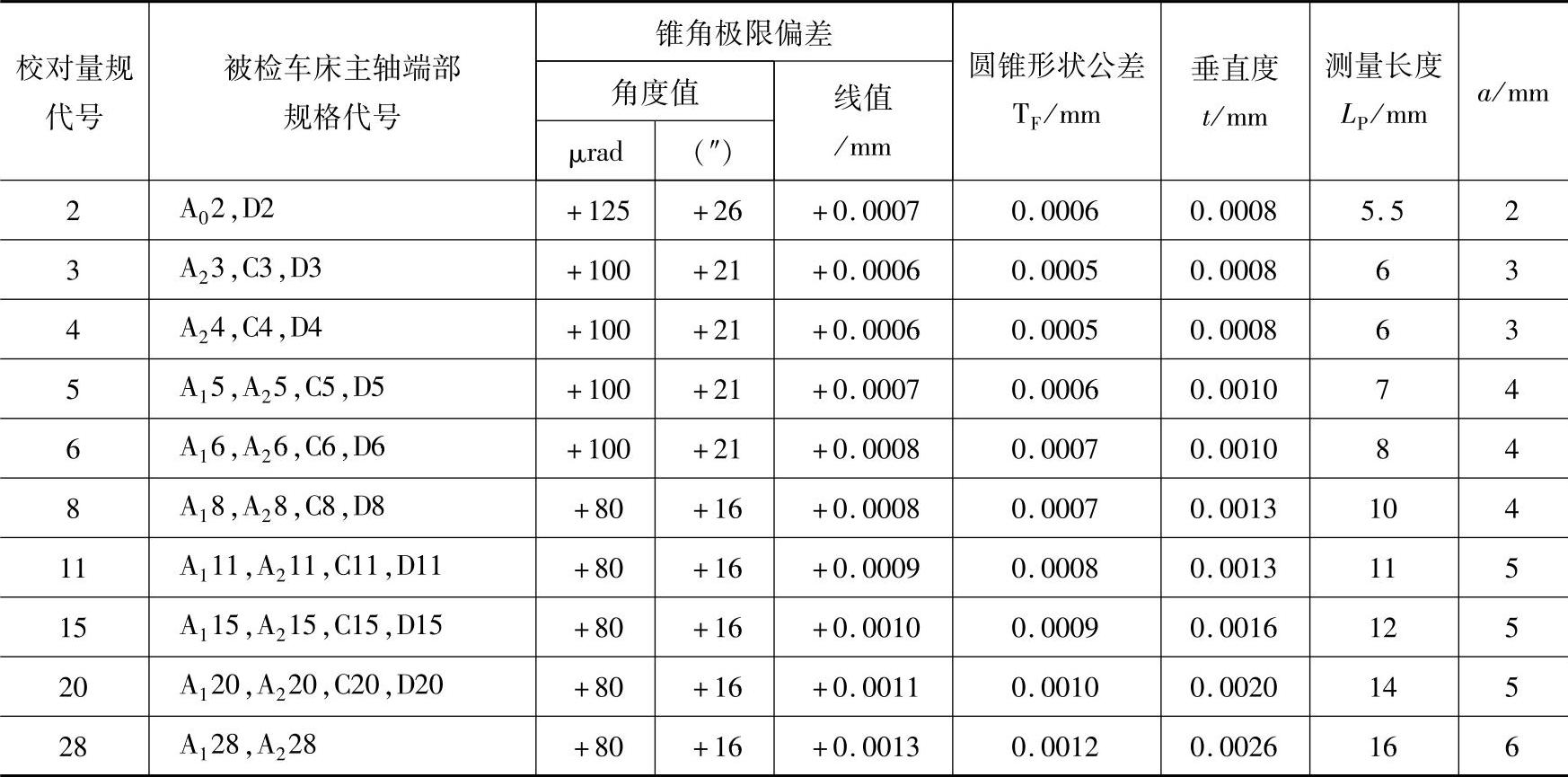
表中测量长度LP按下式计算(图10-42):
LP=∫-(2+a)
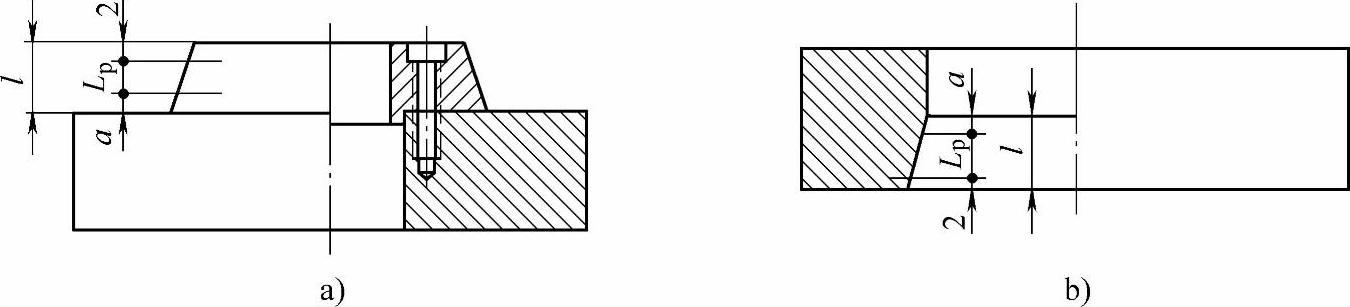
图10-42 测量长度LP
2)1/4圆锥工作量规(不含指针式)的锥角极限偏差、形状和位置公差列于表10-65。
表10-65 1/4圆锥工作量规(不含指针式)的锥角极限偏差、形状和位置公差(GB/T 10943—2003)
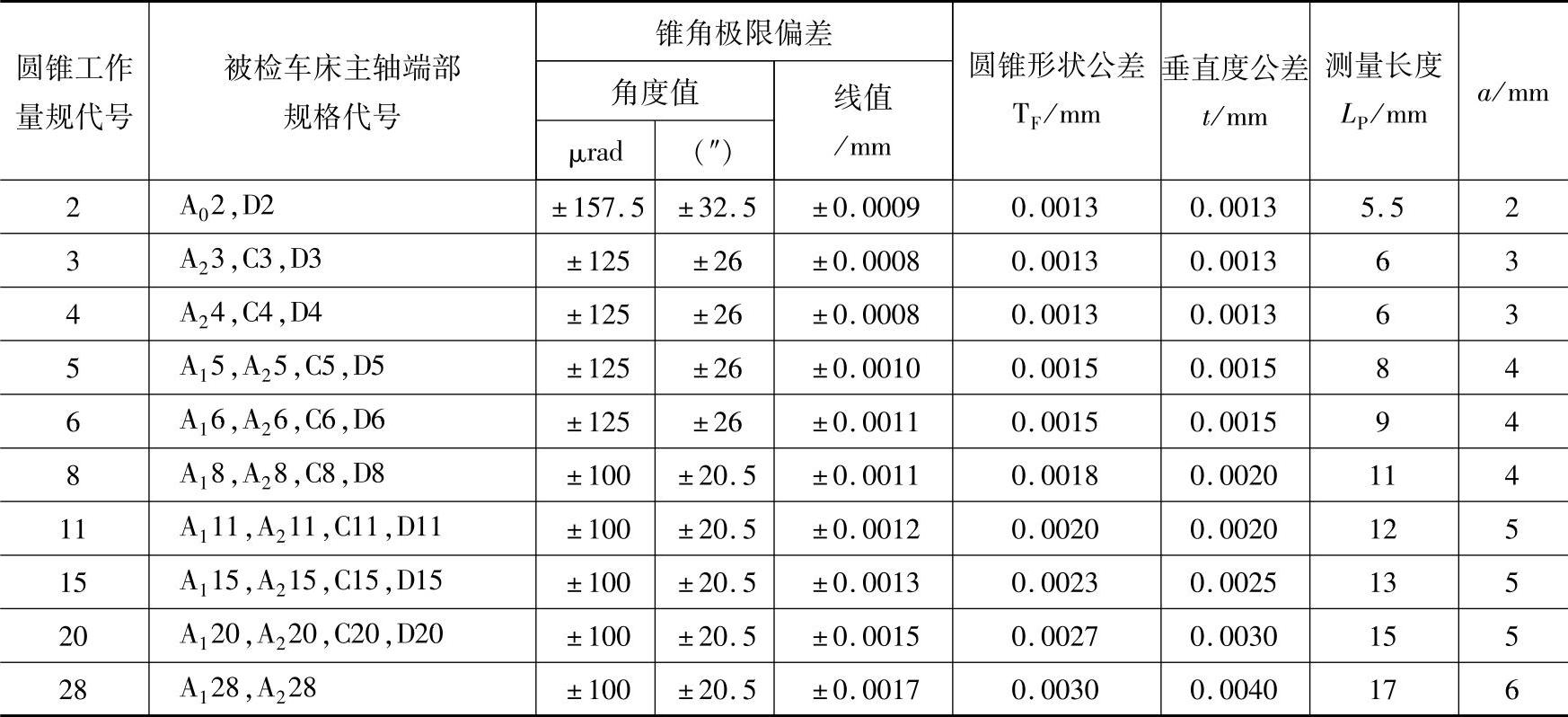
表中测量长度按下式计算(图10-42):
LP=∫-(2+a)
(3)1/4圆锥量规的检验
检验方法符合GB/T 11852—2003《圆锥量规公差与技术条件》中圆锥量规检验的规定。
(4)5至28号1/4圆锥工作量规(指针式)的校对和使用方法
1)5至28号1/4圆锥工作量规(指针式)的校对
取下指示表和可调测头,将工作量规平放在校对量规上,使一个固定测头与校对量规的工作面接触,而另一个固定测头与校对量规的工作面有一个不太大的间隙(大于待加工工件的圆锥部位的加工余量),然后装上可调测头和指示表测头与校对量规的工作面相接触(图10-43a),调节指示表指针旋转一圈左右,紧固指示表并记下此时的读数(A),然后移动校对量规,使两个固定测头同时与校对量规的工作面相接触(图10-43b)所示,再记下此时指示表的读数(B),此时工作量规校对完毕。
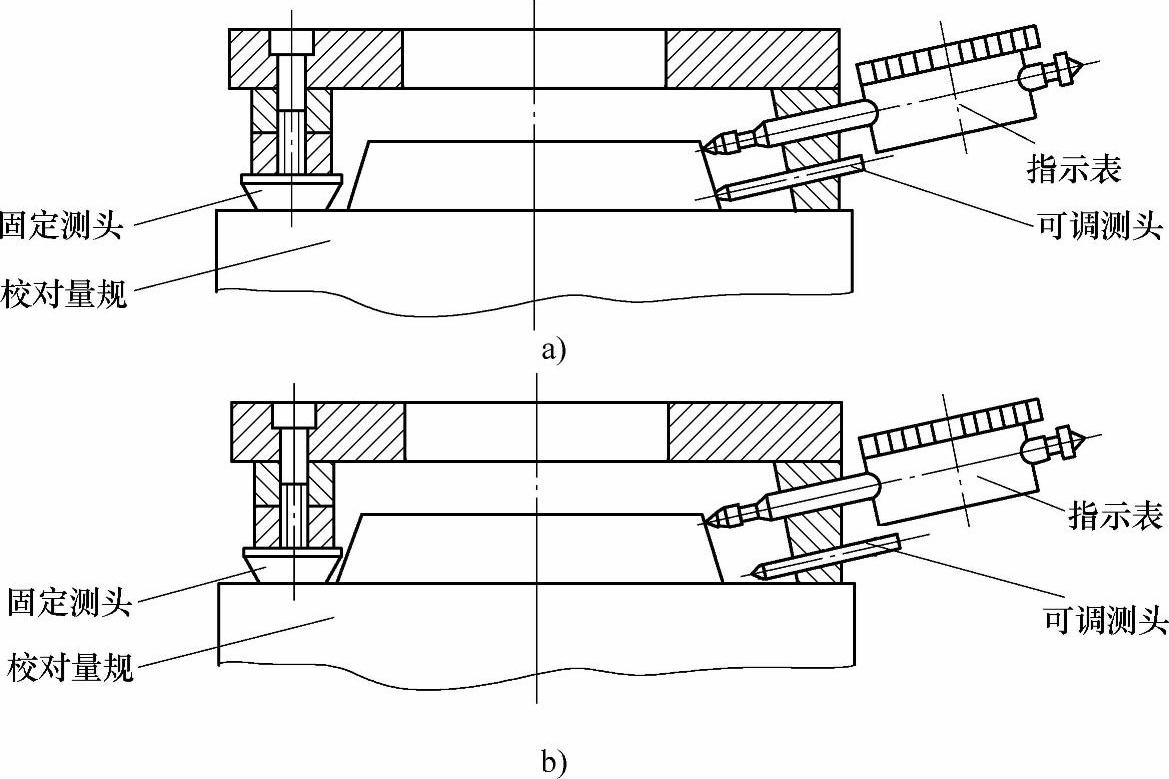
图10-43 5至28号1/4圆锥工作量规(指针式)的校对
注:固定测头是按旋转剖视表示的
2)5至28号1/4圆锥工作量规(指针式)的使用方法
将工作量规平放在工件上,使可调测头,指示表测头(校对时使用的)同时与工件的圆锥表面相接触(图10-44a),在指示表上读出与校对时的读数(A)相比较,得出工件圆锥半角的偏差。然后使工作量规的两个固定测头与工件的圆锥表面相接触(图10-44b),并在指示表上读出与校对时的读数(B)相比较,得出工件圆锥直径的偏差。
用这种结构的工作量规(指针式)测量工件的圆锥直径偏差时,在指示表上所读出的直径数值,大约是工件的圆锥直径偏差值的1.5倍。因此,在测量时应按工件圆锥直径公差的1.5倍来确定指示上的正确读数值。
(5)1/4圆锥量规的技术要求
1)1/4圆锥量规的测量面可用优质碳素工具钢、合金工具钢、轴承钢等,或具有与这些材料性能同等以上材料制造。
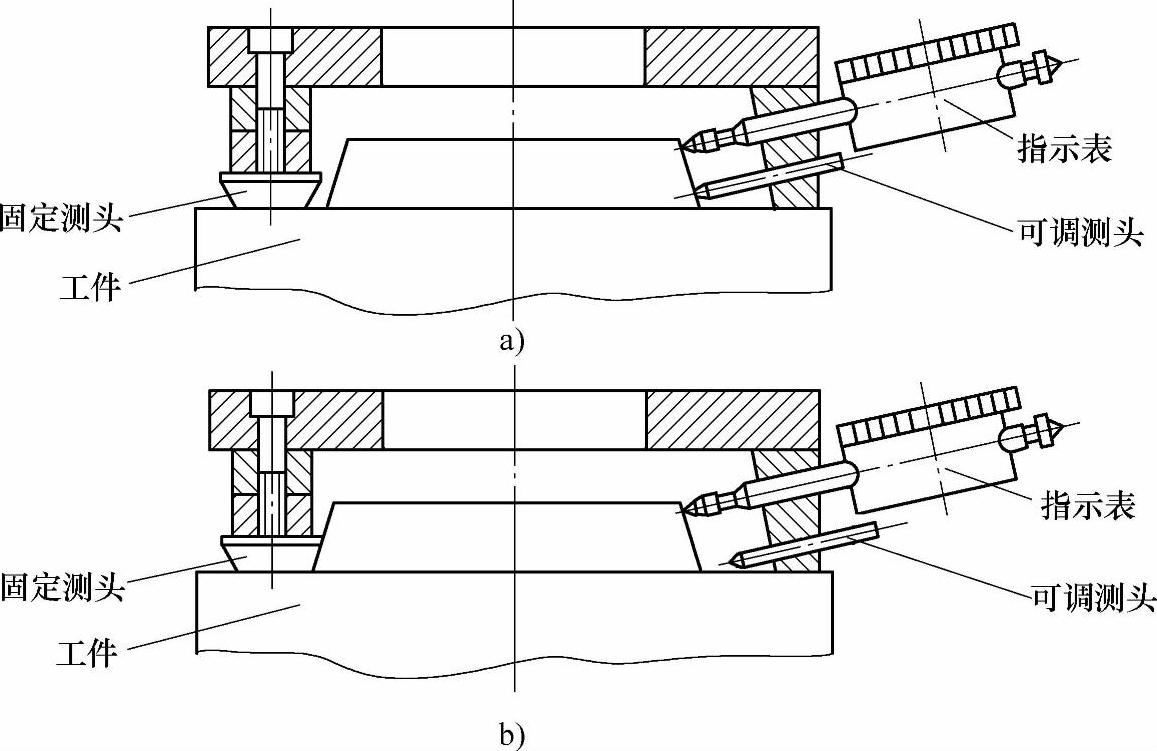
图10-44 5至28号1/4圆锥工作量规(指针式)的使用方法
注:固定测头是按旋转剖视表示的
2)1/4圆锥量规测量面的硬度应不低于713HV(或60HRC)。
3)1/4圆锥量规测量面的表面粗糙度按轮廓算术平均偏差Ra值应不大于0.1μm。
4)5至28号1/4圆锥工作量规(指针式)的示值变动量应不超过校对量规的直径公差值。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。