



(1)概述
现行国标GB/T 8124—2004《梯形螺纹量规 技术条件》代替GB/T 8124—1987《梯形螺纹量规 技术条件》。与GB/T 8124—1987相比,主要变化是修改了螺纹牙型间隙槽宽度尺寸,增加了牙型间隙槽宽度的对称度公差,增加了检验要求,删除了通、止端螺纹卡规的调整塞规要求,检验工件螺纹用的光滑极限量规的要求,止端螺纹环规的牙型高度、螺纹的判定等纳入附录。该标准适用于检验GB/T 5796—1986规定的单线梯形螺纹。
(2)术语与定义
1)梯形螺纹量规的种类和代号
梯形螺纹量规按使用性能分为工作螺纹量规和校对螺纹量规。
工作螺纹量规是在制造工件螺纹过程中所用的梯形螺纹量规。
校对螺纹量规是制造工作螺纹环规或检验使用中的工作螺纹环规是否已磨损所用的梯形螺纹量规。
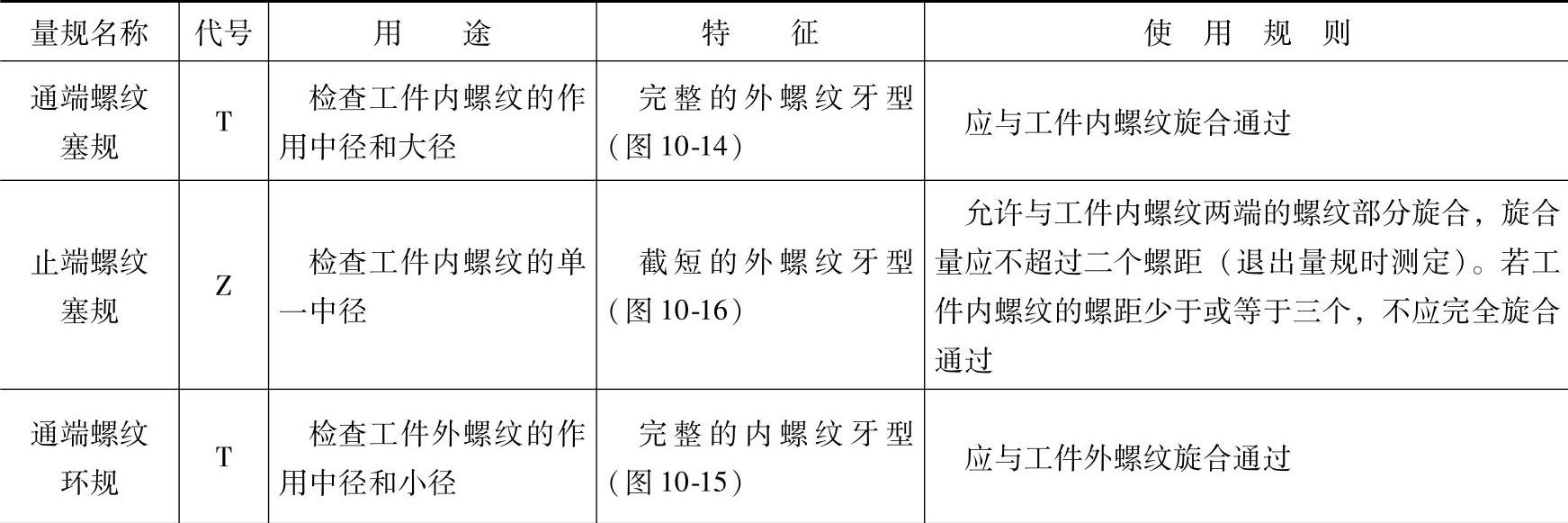
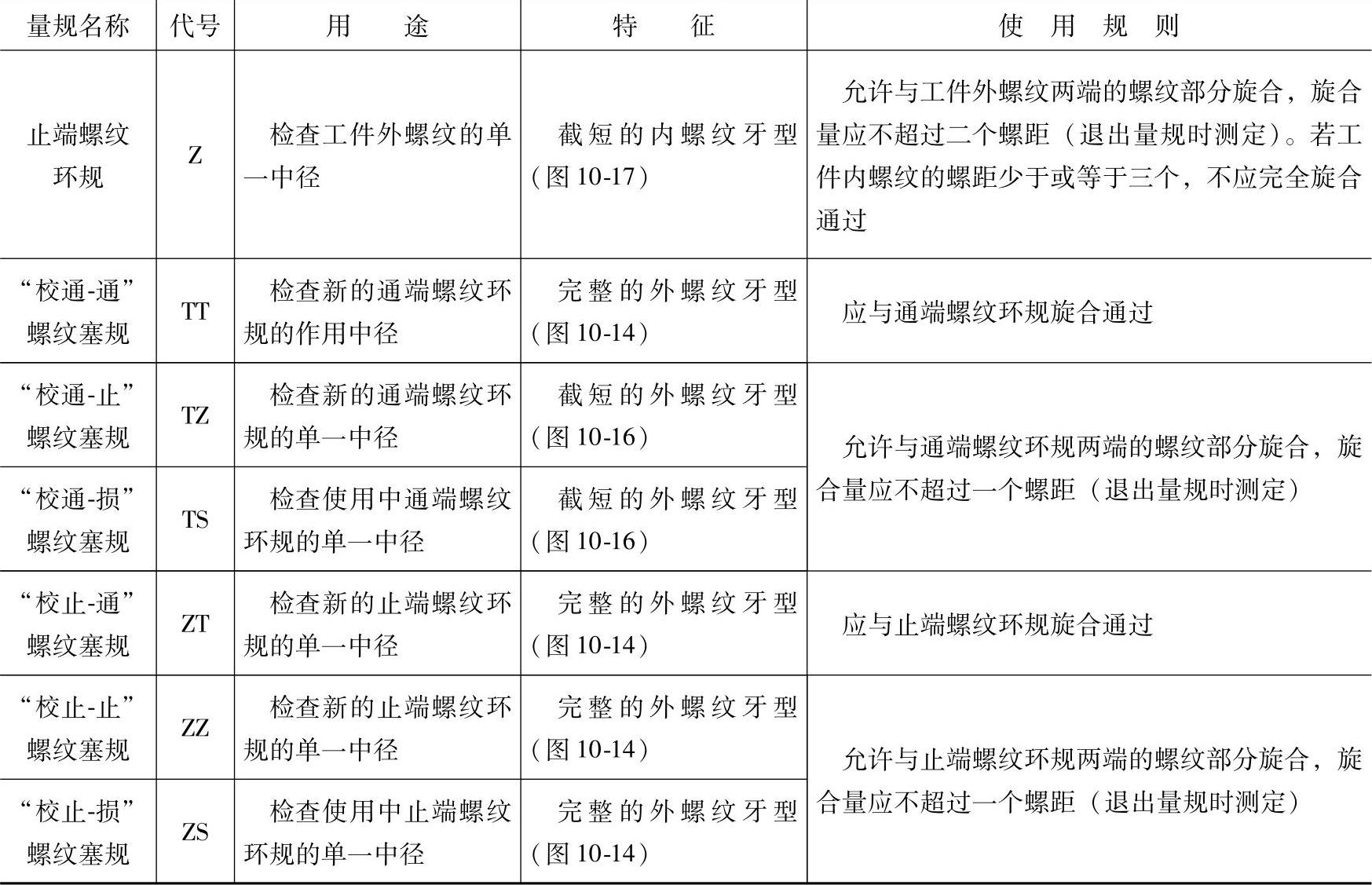
梯形螺纹量规的名称、代号、用途、特征和使用规则列于表10-20。
表10-20 梯形螺纹量规的名称、代号、用途特征和使用规则(GB/T 8124—2004)
(续)
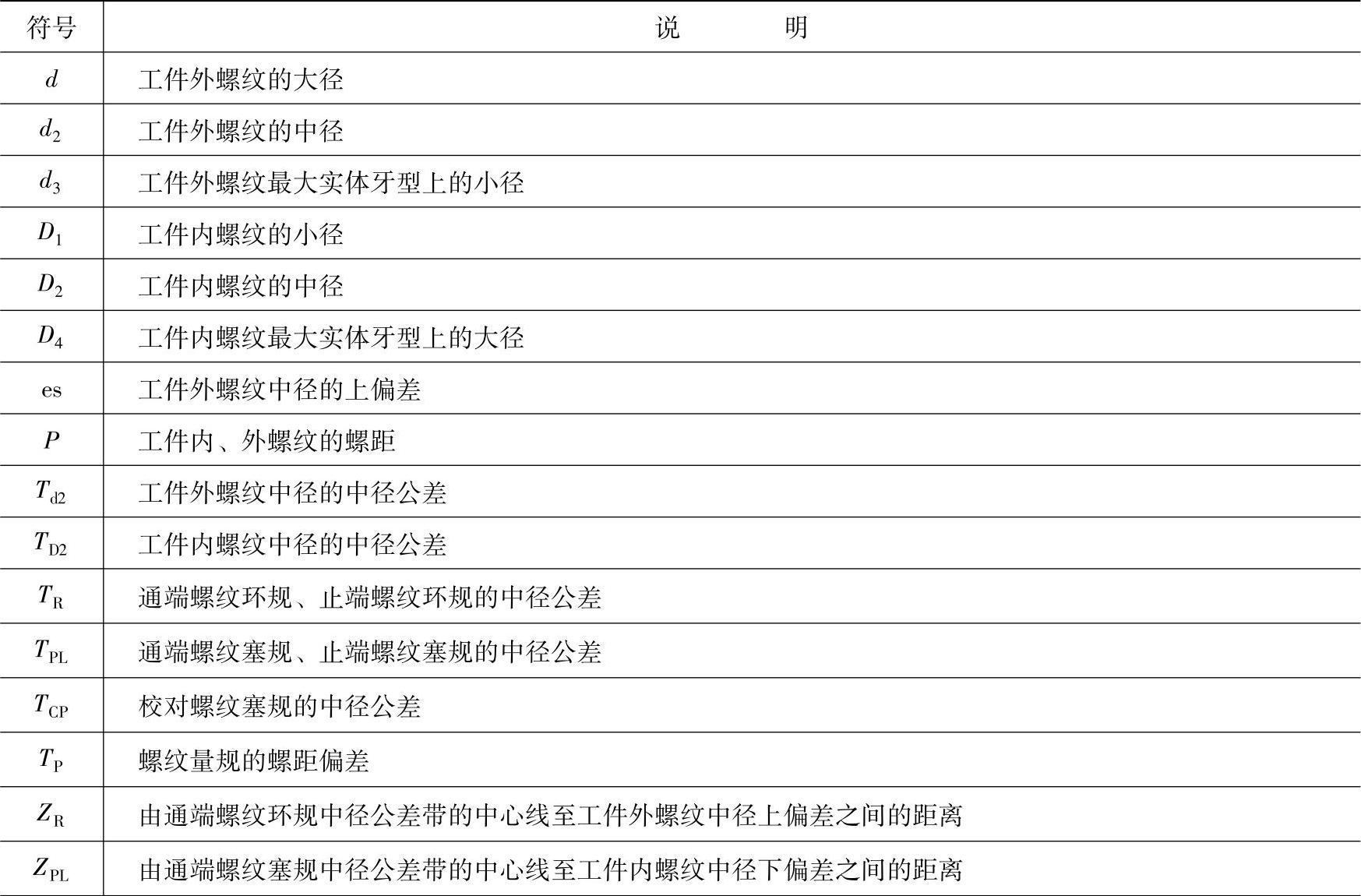
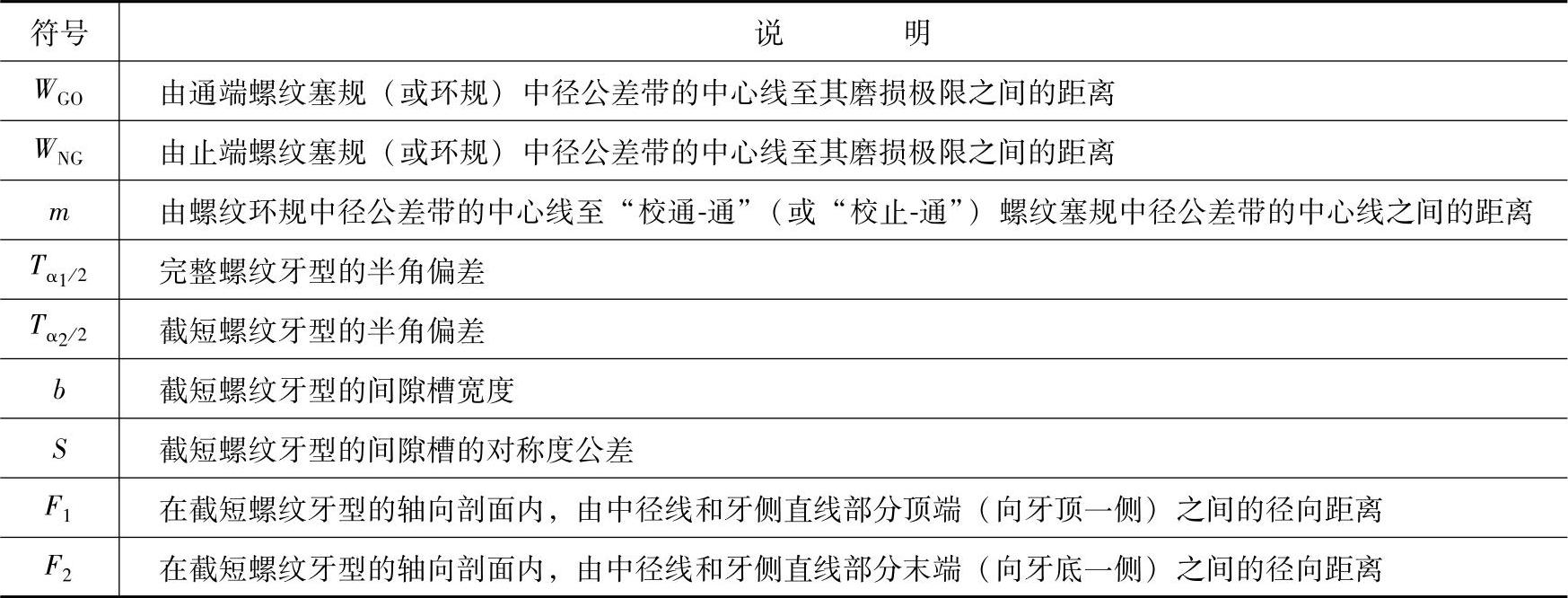
2)梯形螺纹量规用的代号及说明见表10-21。
表10-21 梯形螺纹量规用的代号(GB/T 8124—2004)
(续)
(3)梯形螺纹量规的螺纹牙型
1)完整的螺纹牙型(图10-14、图10-15)图10-14所示的螺纹牙型用于:
a)通端梯形螺纹塞规;
b)“校通-通”梯形螺纹塞规;
c)“校止-通”梯形螺纹塞规;
d)“校止-止”梯形螺纹塞规;
e)“校止-损”梯形螺纹塞规。
图10-15的螺纹牙型用于通端螺纹环规。
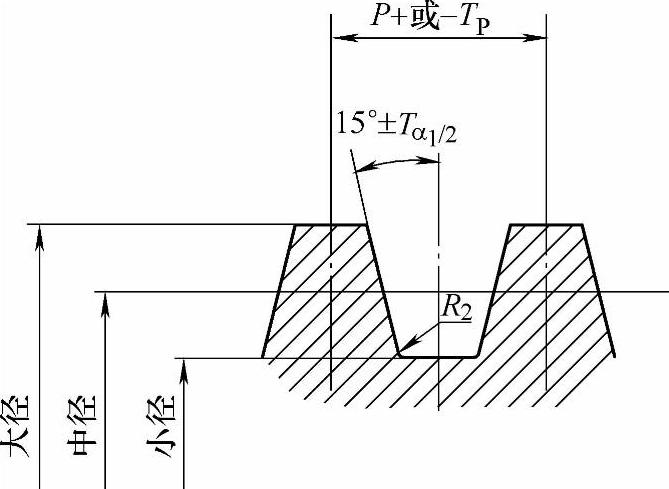
图10-14 梯形螺纹量规完整的外螺纹牙型
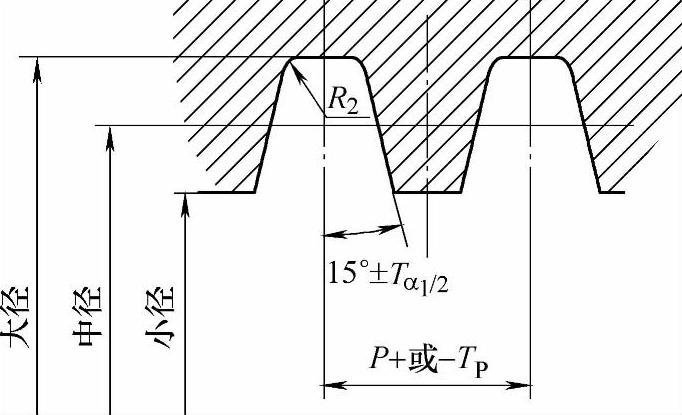
图10-15 梯形螺纹量规完整的内螺纹牙形
国标对螺纹牙型槽底的形状不作规定,图10-14和图10-15中有关要素的数值列于表10-22。
表10-22 梯形螺纹量规完整螺纹牙型要素值(GB/T 8124—2004) (mm)

2)截短的螺纹牙型(图10-16、图10-17)图10-16所示的螺纹牙型用于:
a)止端梯形螺纹塞规;
b)“校通-止”梯形螺纹塞规;
c)“校通-损”梯形螺纹塞规。
图10-17所示的螺纹牙型用于止端梯形螺纹环规。
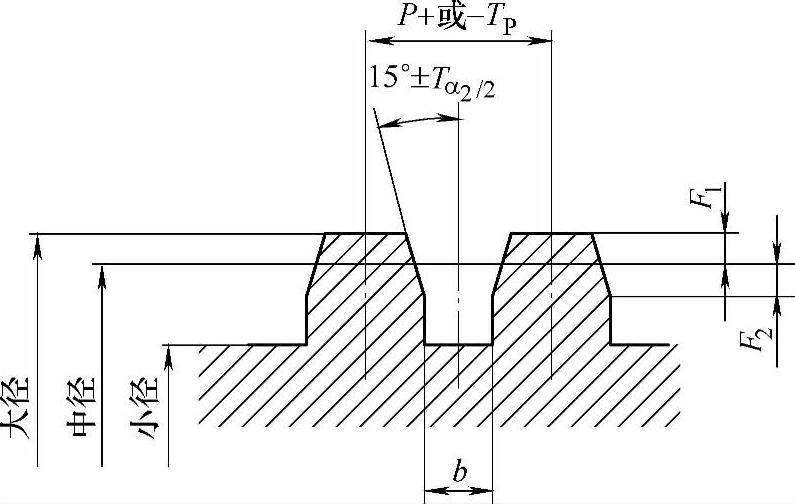
图10-16 梯形螺纹量规截短的外螺纹牙型
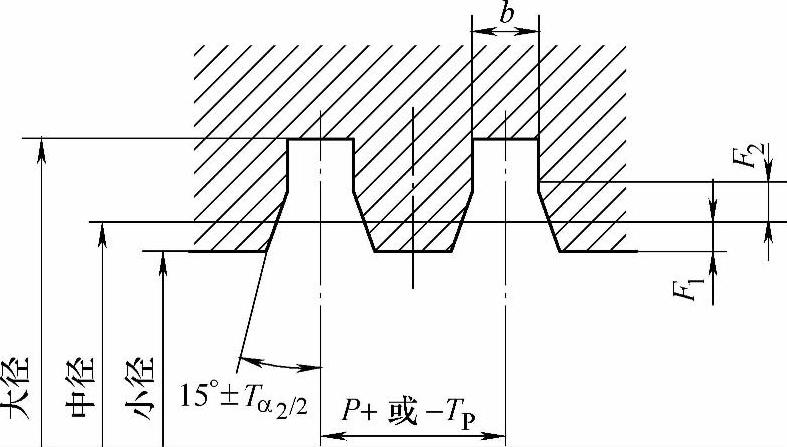
图10-17 梯形螺纹量规截短的内螺纹牙型
图10-16和图10-17中有关要素的数值列于表10-23。国标对螺纹牙型和槽底形状不作规定。
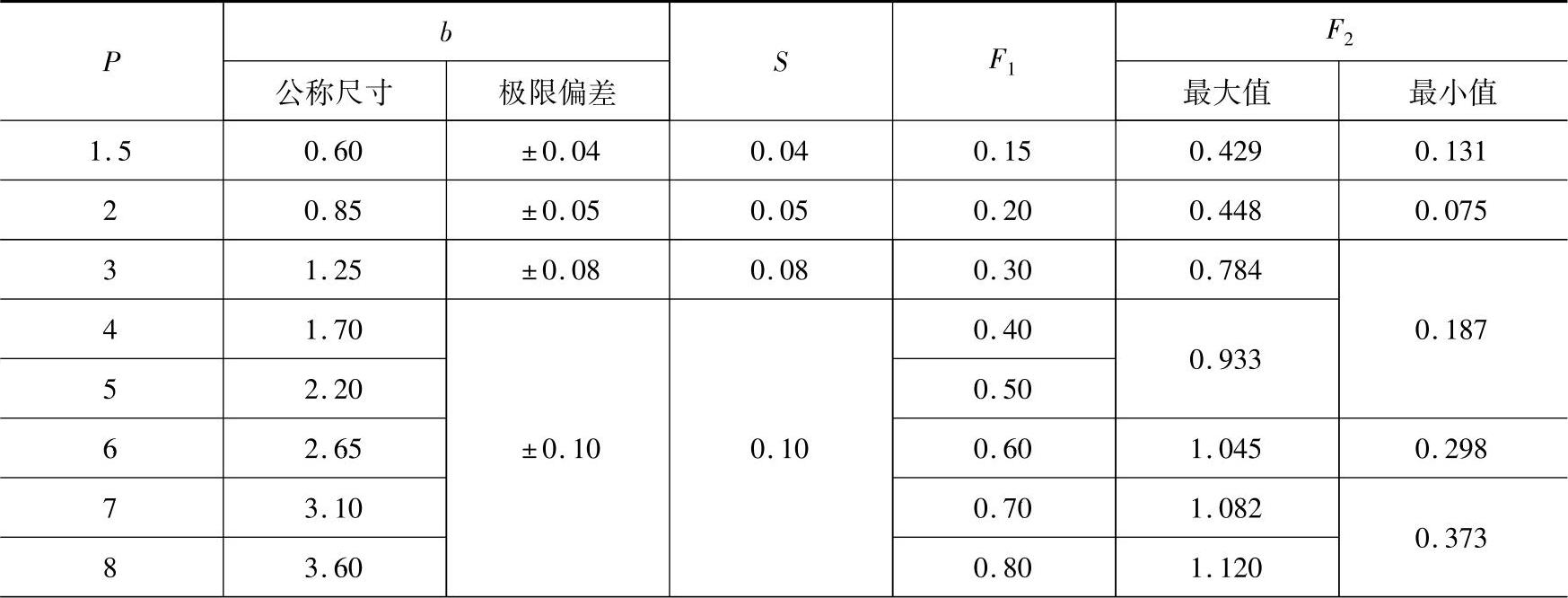
3)螺纹牙型间隙宽度b和对称度公差S如图10-18所示,其值列于表10-23。
4)止端梯形螺纹环规的牙型高度 如表10-24插图所示,其值列于表10-24。
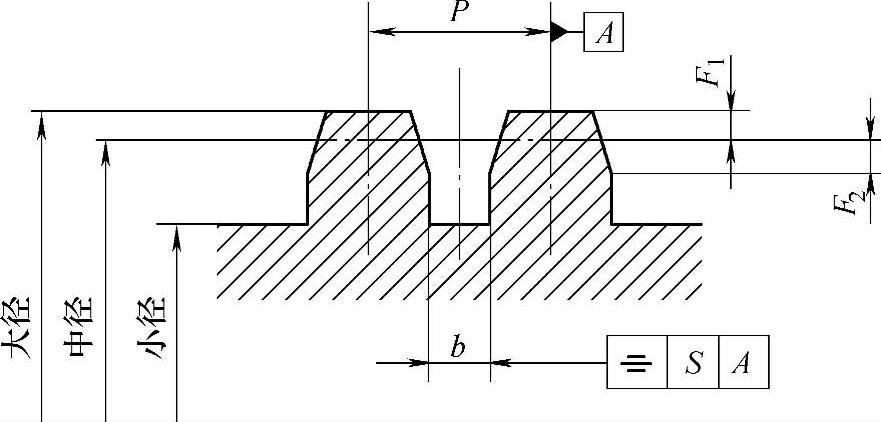
图10-18 螺纹牙型间隙槽对称度
表10-23 梯形螺纹量规截短螺纹牙型要素值(GB/T 8124—2004) (mm)
(续)
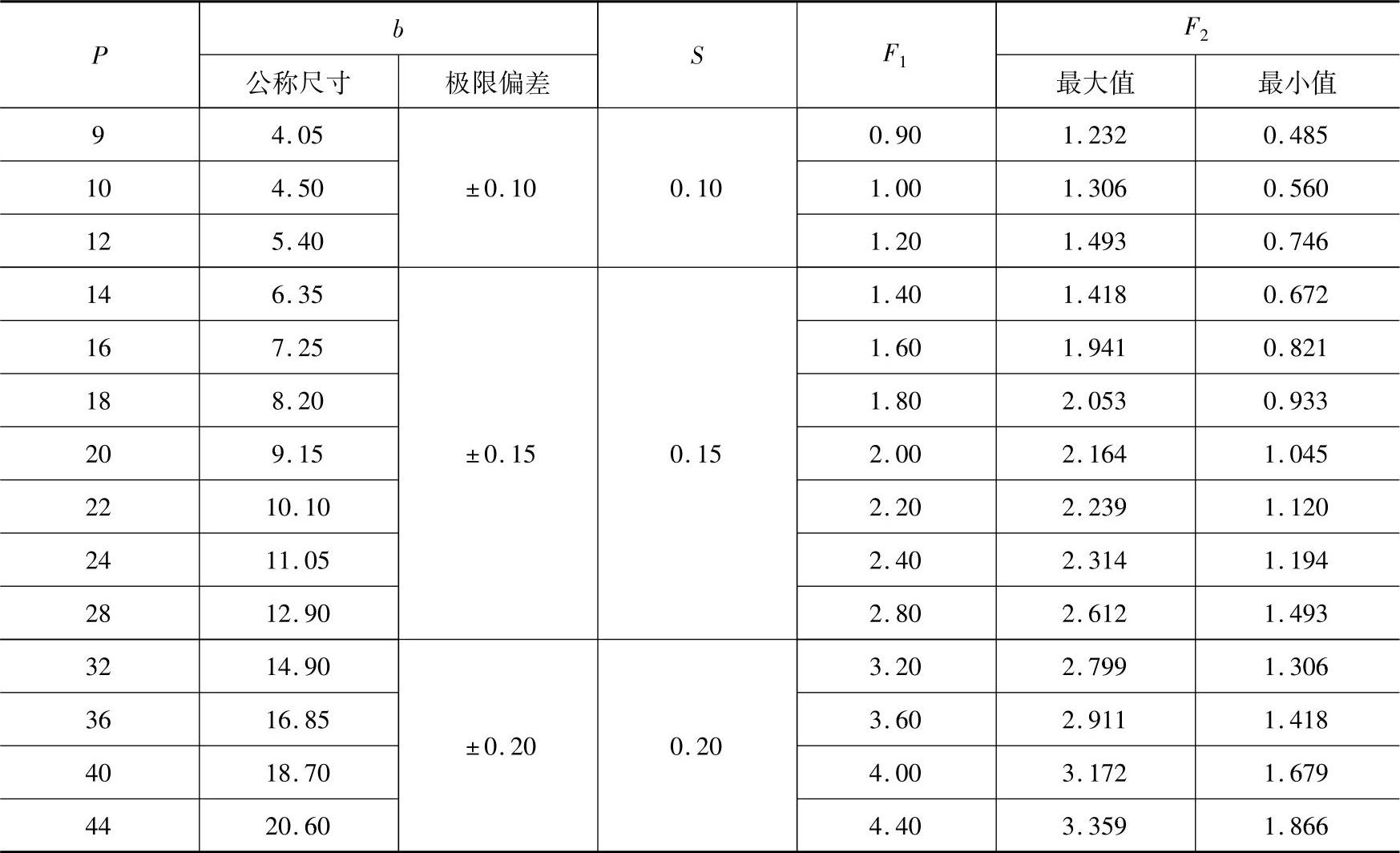
表10-24 止端梯形螺纹环规的牙型高度(GB/T 8124—2004) (mm)
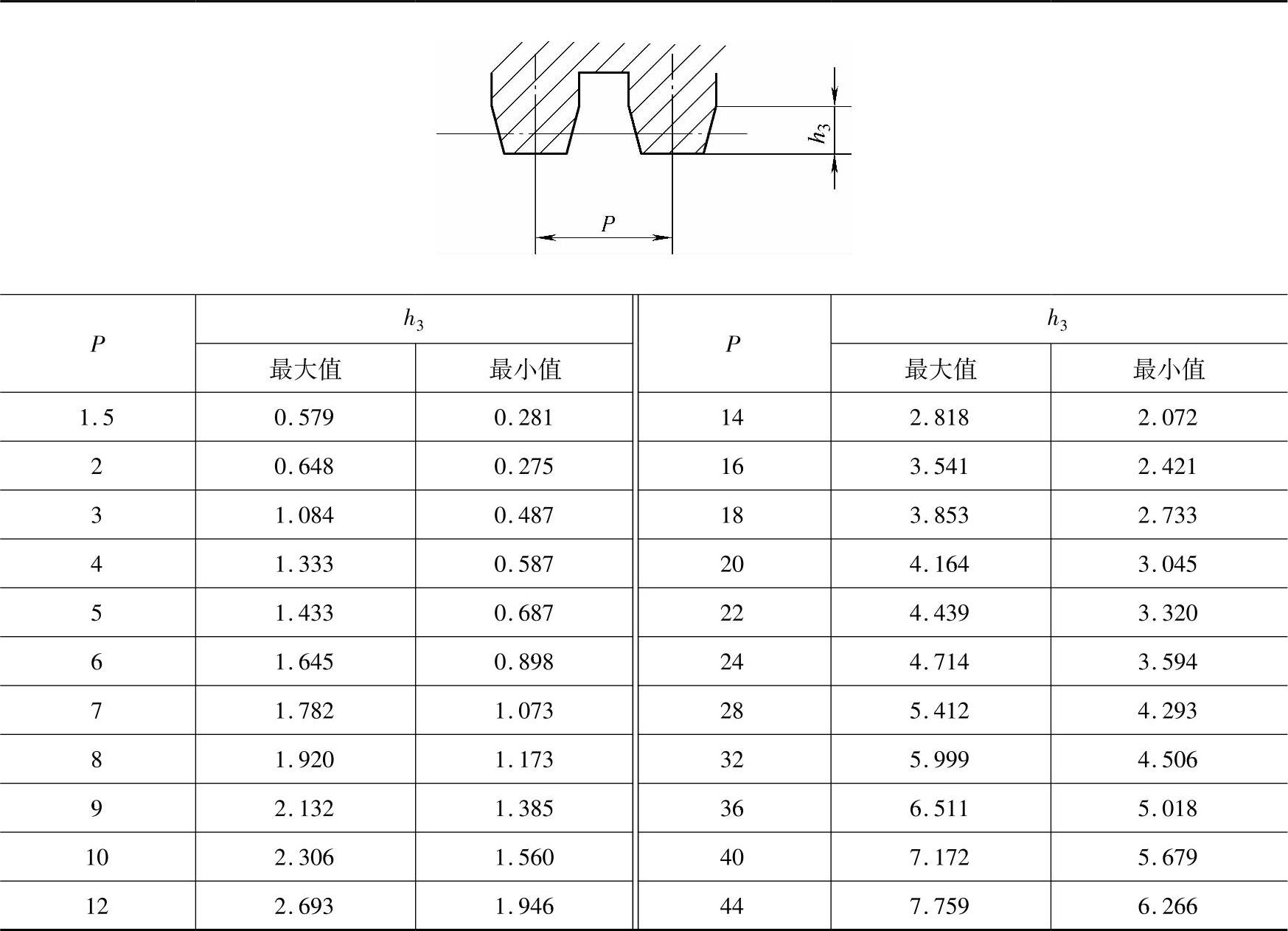
注:h3最大值按(F1+F2最大值)计算;h3最小值按(F1+F2最小值)计算。
如实际对称度误差小于对称度公差S,且近似等于S与实际对称度误差值的两倍,则间隙槽宽度b的偏差允许超出。国标对螺纹牙型间隙槽和槽底形状不作规定。
(4)梯形螺纹量规公差
1)量规公差带 检验工件外螺纹用的螺纹环规和螺纹环规用的校对螺纹塞规的螺纹中径公差带如图10-19所示。
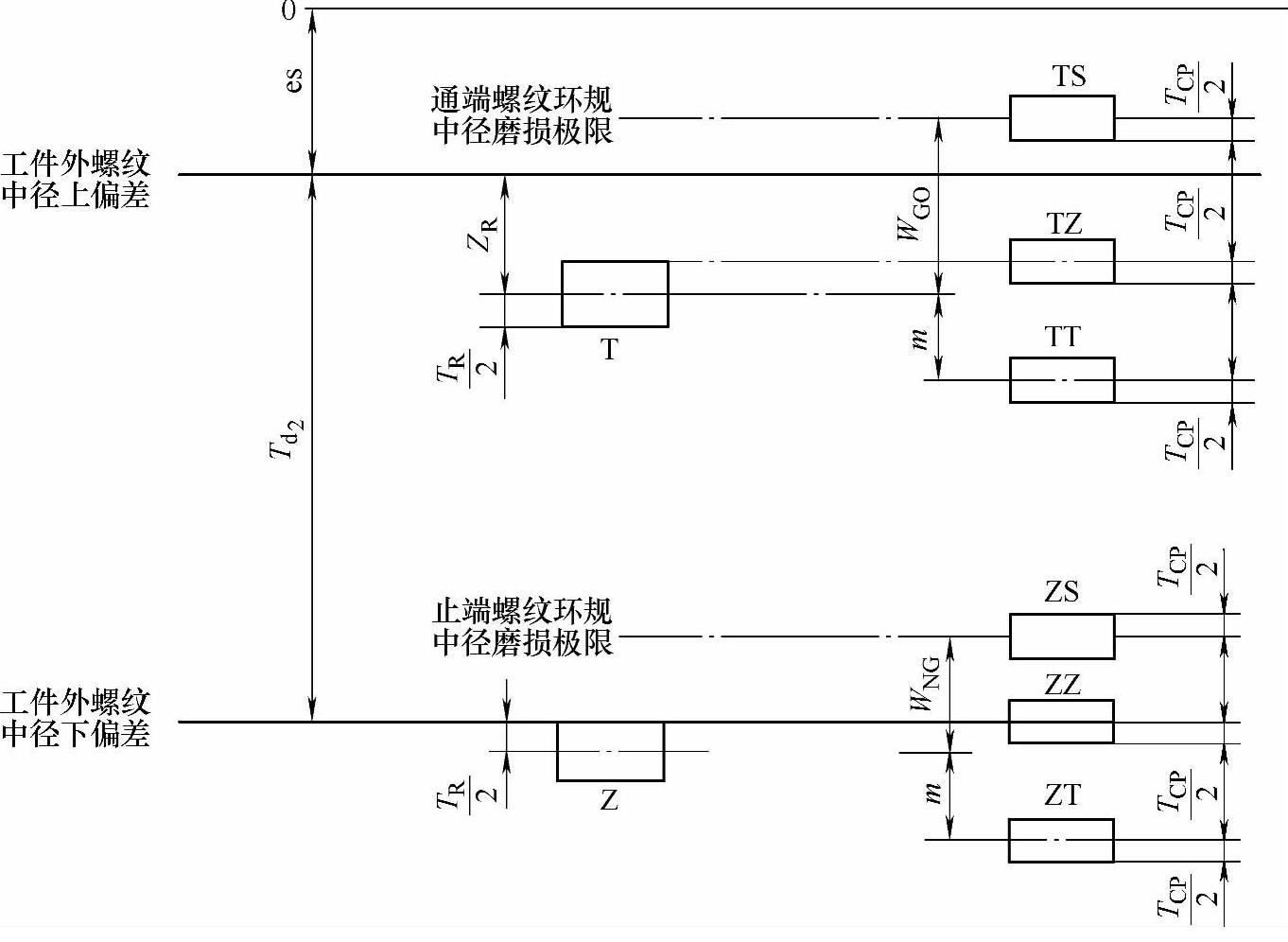
图10-19 梯形螺纹环规和校对梯形螺纹塞规的螺纹中径公差带图
检验工件内螺纹用梯形螺纹塞规螺纹中径公差带图如图10-20所示。
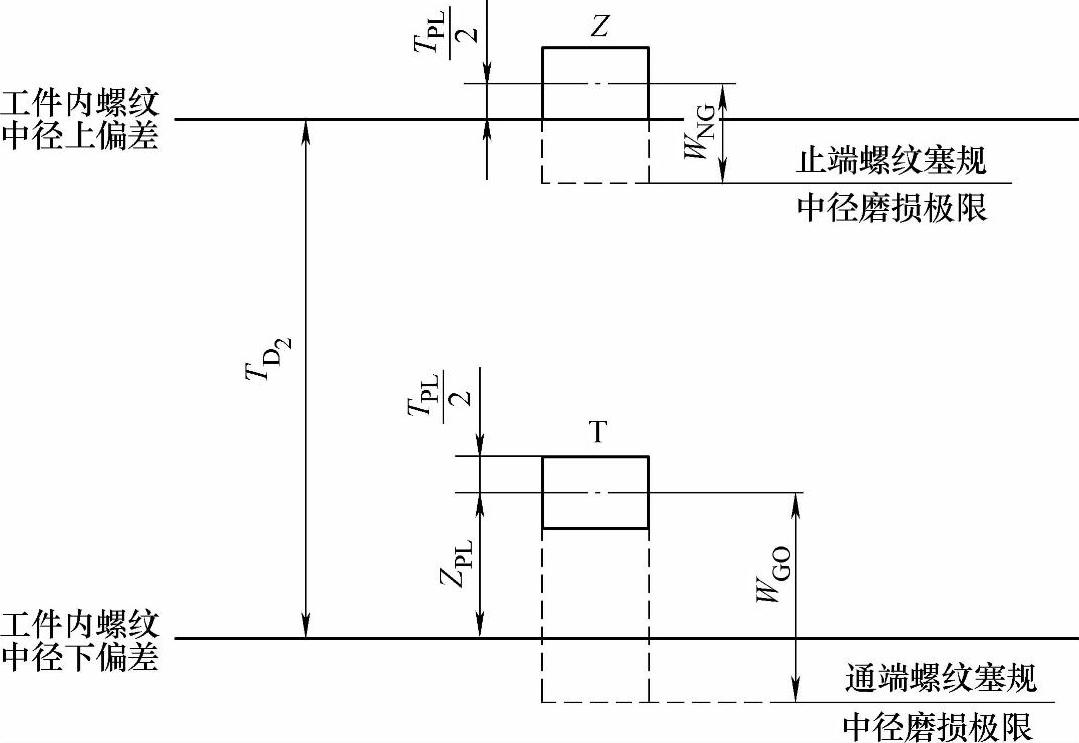
图10-20 梯形螺纹塞规螺纹中径公差带图
2)梯形螺纹量规的螺纹中径公差值和位置要素值列于表10-25。
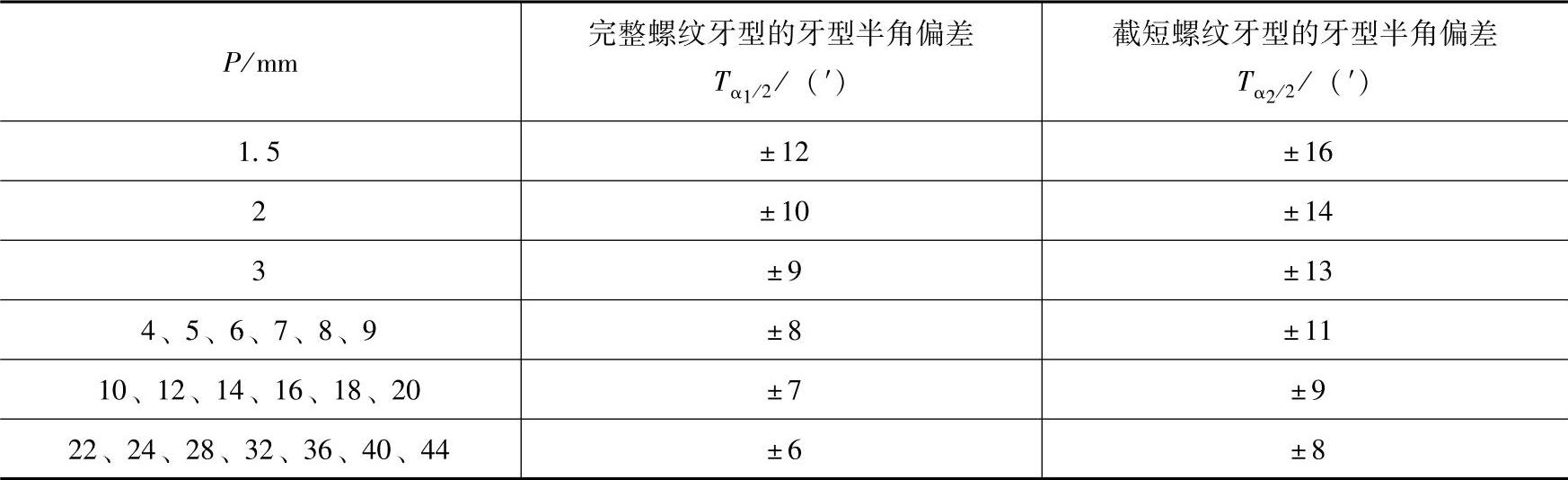
梯形螺纹量规的牙型半角偏差值列于表10-26。(https://www.xing528.com)
表10-25 梯形螺纹量规的螺纹中径公差值和位置要素值(GB/T 8124—2004) (mm)
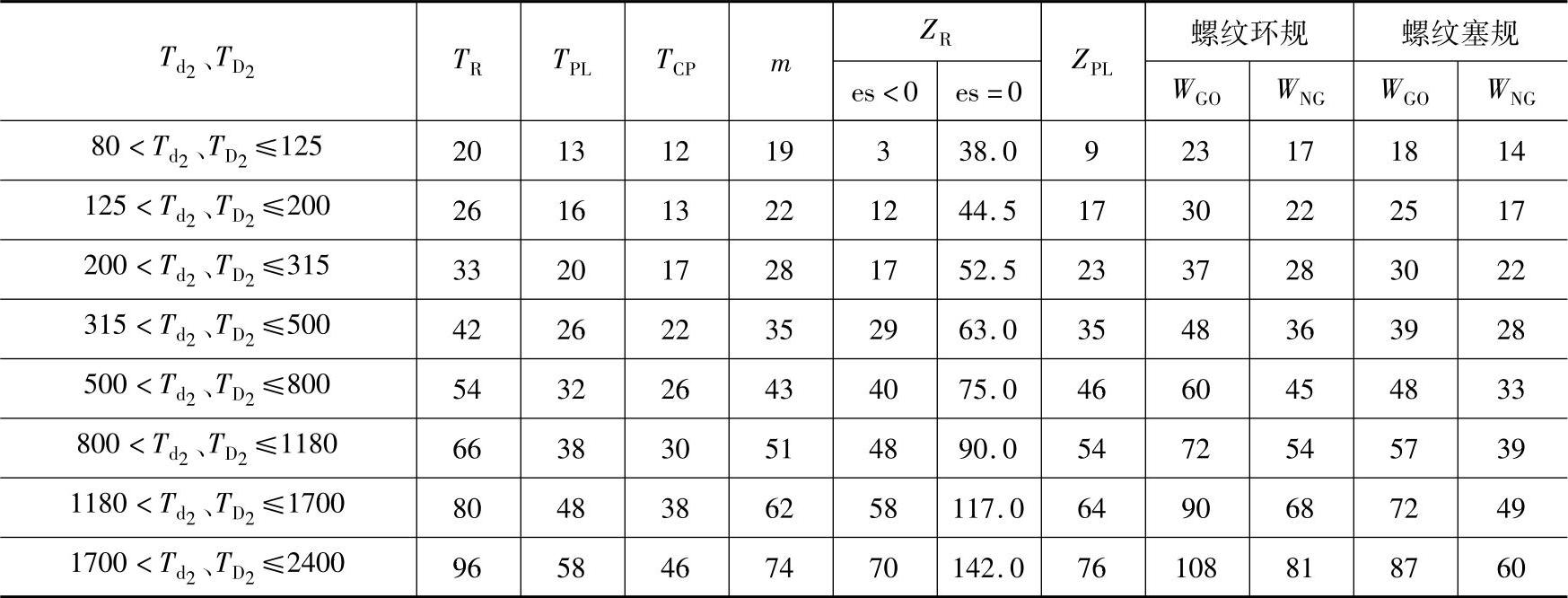
注:m按(TR/2+TCP/2+3)计算。
表10-26 梯形螺纹量规的牙型半角偏差值(GB/T 8124—2004)
梯形螺纹量规的螺距偏差值列于表10-27。
表10-27 梯形螺纹量规的螺距偏差值(GB/T 8124—2004) (mm)

(5)梯形螺纹量规的计算公式
梯形螺纹量规的计算公式列于表10-28。
表10-28 梯形螺纹量规的计算公式(GB/T 8124—2004)
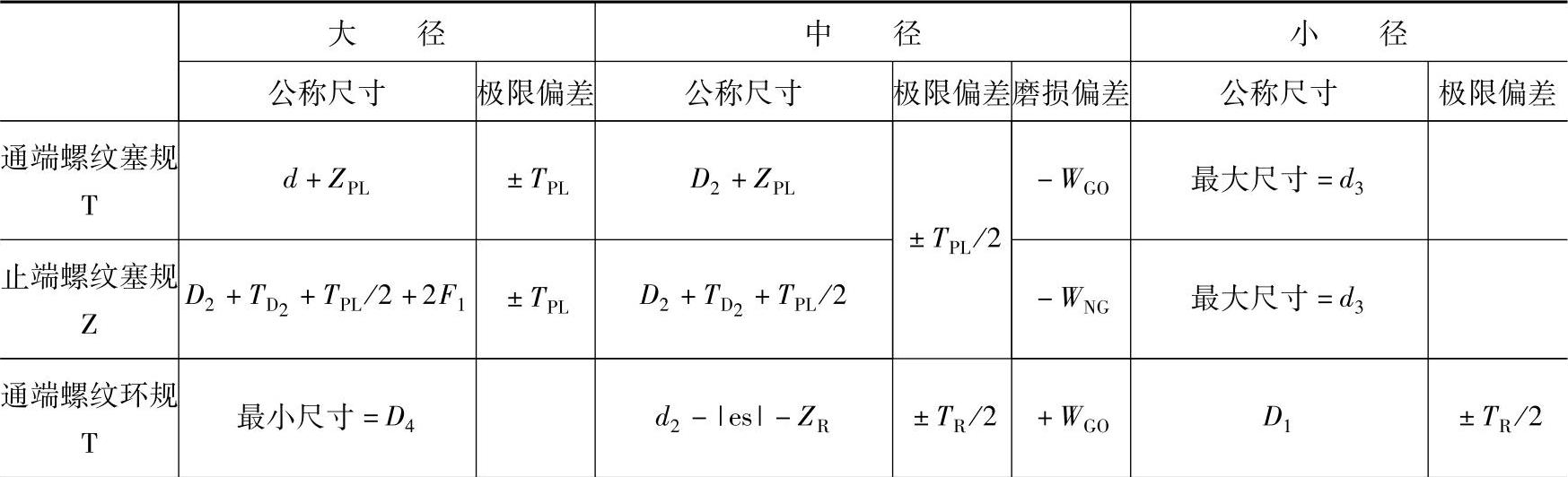
(续)
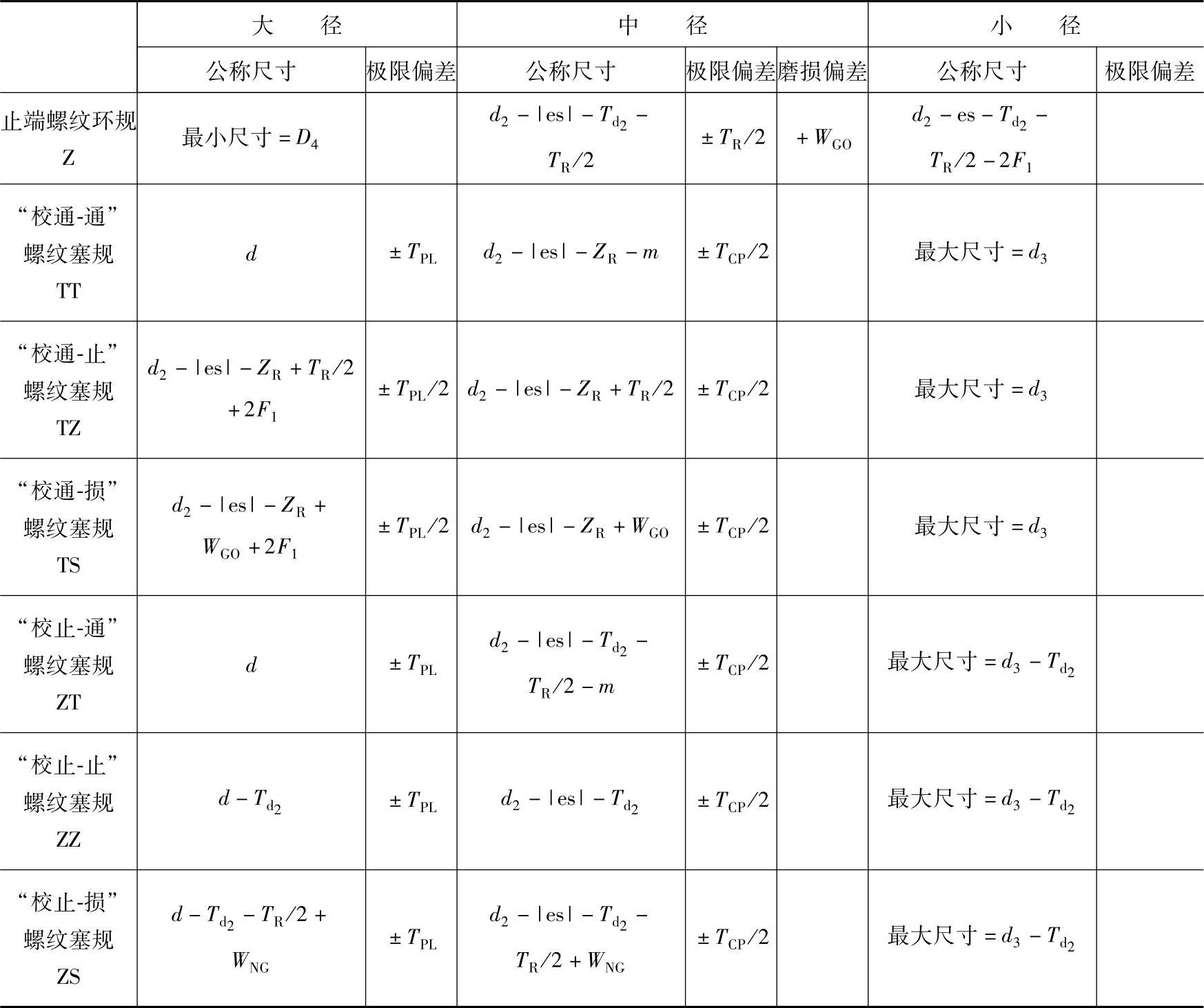
注:若螺纹量规两端的牙型不完整,应将牙型修整到为完整牙型。
(6)梯形螺纹量规检验
1)测量条件 温度为20℃、测量力为零。
2)检测参数和检测器具
a)螺纹塞规各参数采用直接检测法进行检验,其主要检测参数和检验器具列于表10-29。
表10-29 梯形螺纹塞规主要检测参数和检测器具(GB/T 8124—2004)

b)螺纹环规的检验应以校对螺纹塞规为准。若发生争议时,应按本标准规定的工件螺纹合格与不合格的判定方法进行判定。若用户和制造商双方一致同意采用其他测量方法,则螺纹环规的单一中径的尺寸和偏差是有效的。螺纹环规的小径采用光滑极限塞规进行检验。
(7)梯形螺纹量规的技术要求
1)螺纹量规测量面可用合金具钢、碳素工具钢、渗碳钢和硬质合金等材料制造,并应进行稳定性处理。也可在测量面上镀以镀铬层、氮化层等耐磨材料。
2)螺纹量规测量面的硬度应为664~856HV(或58~65HRC)范围内。对于公称直径小于或等于3mm的螺纹塞规,其测量面的硬度应在561~713HV(或53~60HRC)范围内。
3)螺纹量规的表面粗糙度 牙侧表面的粗糙度Ra值不大于0.2μm。
通端螺纹塞规大径、校对螺纹塞规大径、通端螺纹环规小径表面粗糙度Ra值不大于0.4μm。
止端螺纹塞规大径、止端螺纹环规小径表面粗糙度Ra值不大于0.8μm。
(8)检验工件螺纹用的光滑极限量规
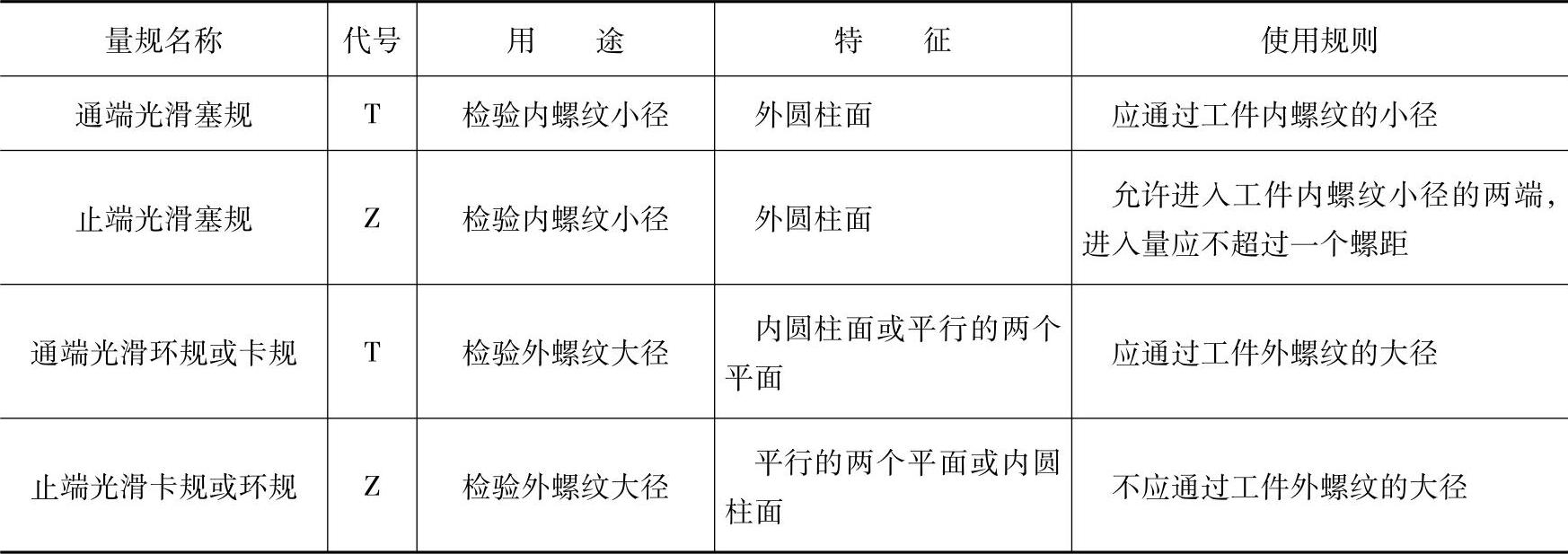
检验工件螺纹用的光滑极限量规主要用于检验外螺纹大径和内螺纹小径,其名称、代号、用途、特征和使用规则列于表10-30。
表10-30 检验工件螺纹用的光滑极限量规的名称、代号、用途、特征和使用规则(GB/T 8124—2004)
检验外螺纹大径用的光滑极限量规公差带图如图10-21所示。
检验内螺纹小径用的光滑极限量规公差带图如图10-22所示。
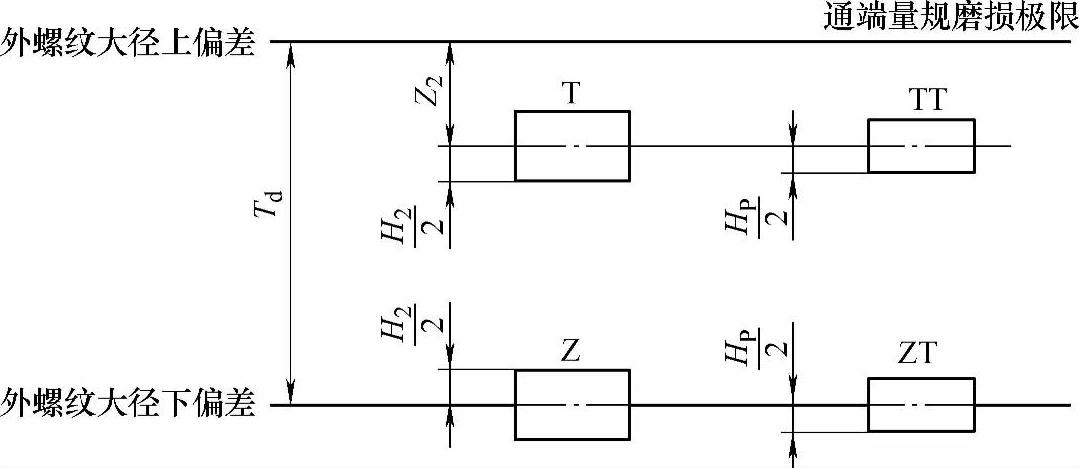
图10-21 检验工件外螺纹大径用的光滑极限量规尺寸公差带图
Td—工件外螺纹的大径公差
H2—检验工件外螺纹大径用的光滑环规的尺寸公差
HP—检验光滑环规或卡规用的校对塞规尺寸公差
Z2—由通端光滑环规或卡规的尺寸公差带中心线至工件外螺纹大径上偏差之间的距离
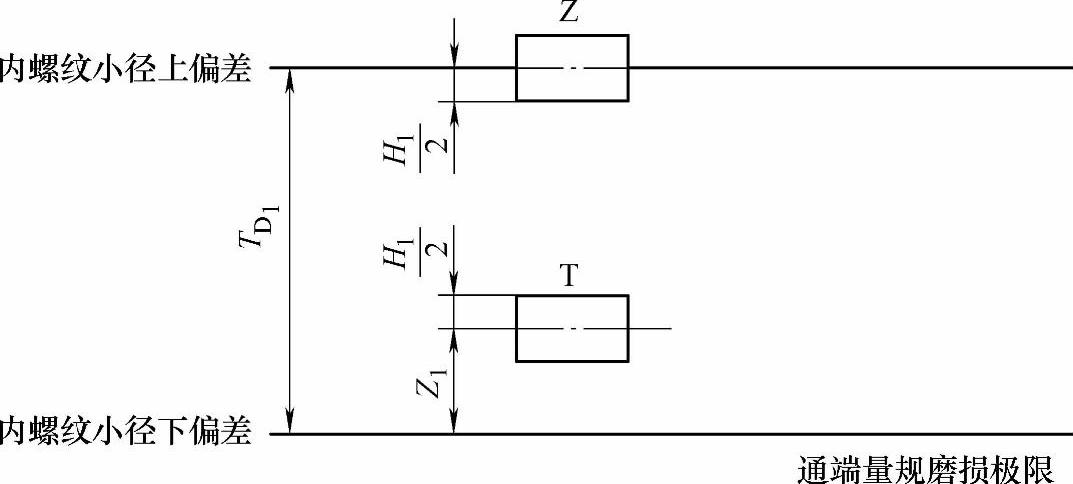
图10-22 检验工件内螺纹小径用的光滑极限量规尺寸公差带图
TD1—工件内螺纹的小径公差
H1—检验工件内螺纹小径用的光滑塞规的尺寸公差
Z1—由通端光滑塞规的尺寸公差带中心线至工件内螺纹小径下偏差之间的距离
光滑极限量规的尺寸公差和有关位置要素值列于表10-31和表10-32。
光滑极限量规的尺寸与偏差计算公式列于表10-33。
表10-31 检验外螺纹大径用的光滑环规或卡规的尺寸公差和有关的位置要素值(GB/T 8124—2004) (0.001mm)

注:通端光滑环规或卡规的磨损极限应为工件外螺纹大径的最大极限尺寸。
表10-32 检验内螺纹小径用的光滑塞规的尺寸公差和有关的位置要素值(GB/T 8124—2004) (0.001mm)

注:通端光滑塞规的磨损极限应为工件内螺纹小径的最小极限尺寸。
表10-33 检验工件螺纹用的光滑极限量规的尺寸与偏差的计算公式(GB/T 8124—2004)

(9)工件螺纹合格与不合格的判定
采用经检定符合本标准要求的螺纹工作量规对工件内螺纹或工件外螺纹进行检验,若符合表10-20中相应规定的使用规则,则应判定该工件内螺纹或工件外螺纹为合格。
为减少检验或验收时发生争议,制造者和检验者或验收者应使用同一合格的量规。若使用同一合格的量规困难时:
操作者宜使用较新的(或磨损较少的)通端螺纹量规和磨损较多的(或接近磨损值的)止端螺纹量规;
检验者或验收者宜使用磨损较多的(或接近磨损值的)通端螺纹量规和较新的(或磨损较少的)止端螺纹量规。
当检验中发生争议时,若判定该工件内螺纹或工件外螺纹为合格的螺纹工作量规,经检定符合本标准要求,则该工件内螺纹或工件外螺纹应按合格处理。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。