



指导性文件JB/Z 304—1987《统计尺寸公差》[1]主要用于长度尺寸。在选择或计算公差与配合时,一般是不考虑实际尺寸的概率分布的,而这一因素对相关尺寸间的关系的影响,有时是不可忽略的,考虑实际尺寸的概率分布,采用统计尺寸公差,可使产品获得较佳的技术经济效果。如孔、轴实际尺寸的概率分布对孔、轴配合的性能具有很大的影响,孔、轴采用统计公差可以获得如下效果:
可以保证过渡配合的确定性;可更多地获得具有最佳“间隙或过盈”的配合;减少装配时孔、轴极限尺寸相逢的概率;提高零部件的磨损储备与强度储备等。
(1)主要术语(图1-33和表1-49)
(2)规定实际尺寸概率分布特性的方案
图1-33 统计尺寸图解
标准规定可用a、b、c三种方案之一对实际尺寸概率分布特性作出规定,方案见表1-50。
表1-49 统计尺寸公差术语

(续)
表1-50 实际尺寸概率分布特性的规定方案
(3)统计尺寸公差在图样上的标注
按上述三方案标注示例如下:
1)按方案a标注
55±0.06±0.03P86%
式中 55——公称尺寸(mm);
(55+0.06)——最大极限尺寸(mm);
(55-0.06)——最小极限尺寸(mm);
P86%——表示Pcmin等于86%,即在中间区(55±0.03)mm范围内至少有86%的零件。
无特别说明时则

即在上边区(55+0.06+0.03)mm或下边区(55-0.03-0.06)mm范围内最多包含有7%的零件。
2)按b方案标注

表示实际尺寸的算术平均必须位于(55±0.02)mm的区间内。
如需要规定σmax时,可加注在括号内,即

3)按c方案标注

表示实际尺寸的中位数必须位于(55±0.02)mm的区间内。
如需要规定σmax时,可加注在括号内,即

4)简化标注
当采用简化标注时,对统计尺寸公差的具体要求应在技术条件中具体说明,或由技术文件统一规定。简化标注示例见图1-34。
图1-34 统计尺寸公差简化标注示例
(4)统计尺寸公差在孔、轴配合中的应用
1)对孔、轴实际尺寸概率分布特性要求的规定
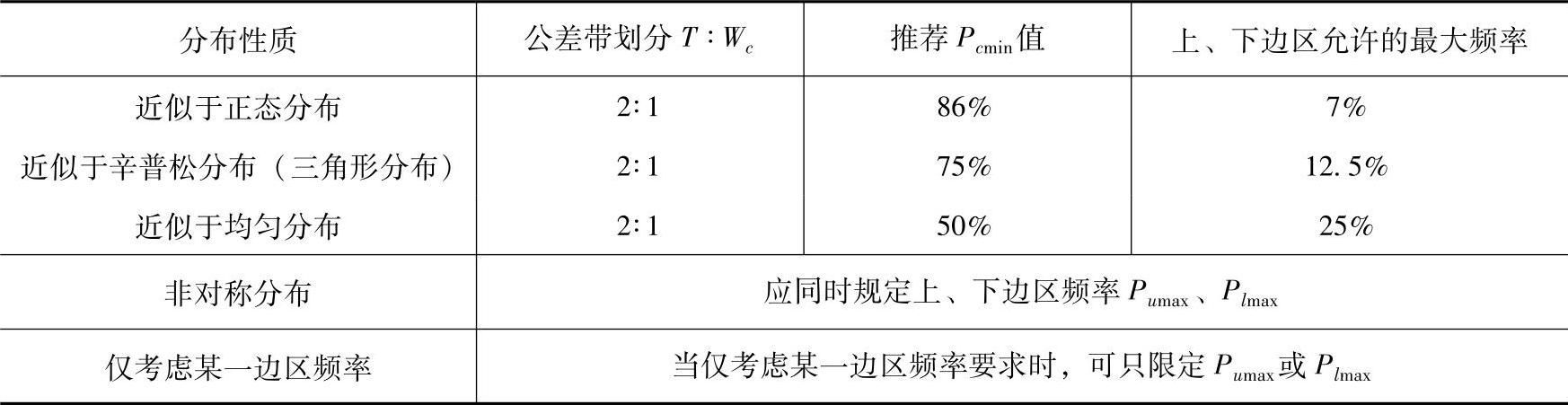
a)公差带的划分
对于对称分布,推荐
T∶Wc=2∶1
对于非对称分布,三个区域的划分可根据实际情况决定。
b)频率的决定(表1-51)
表1-51 频率的决定
c)标注举例
对于对称分布,如
φ55±0.06±0.03P86%
表示上、下边区的频率均不超过7%。
对于非对称分布,如

表示上边区频率不超过9%,下边区频率不超过5%。
仅规定某一边区的频率,如

表示仅对下边区有频率要求,且不超过7%。
2)统计配合公差的简化计算
在应用中,根据孔、轴公差TH、TS及其实际尺寸的概率分布特性和分布范围,并给出一定置信水平,可用简化公式计算出统计配合公差TPF、统计最小间隙(或过盈)Zpmin及统计最大间隙(或过盈)Zpmax。
a)孔轴实际尺寸趋近正态分布时,若
T∶Wc=2∶1,Pcmin=86%
则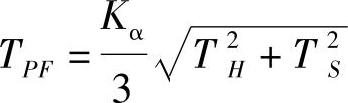
取置信水平1-α=99.73%时,在有关概率与数理统计手册中可查得
Kα=3
并有配合公差
TF=TH+TS(https://www.xing528.com)
当孔、轴公差等级相等,即TH=TS,则
TPF=0.71TF当孔比轴公差低一级,即TH=1.6TS,则
TPF=0.73TF
b)孔、轴实际尺寸趋近辛普松分布时,若
T∶Wc=2∶1,Pcmin=75%
则
当TH=TS,且1-α=99.73%时,则
TPF=0.79TF
c)孔轴实际尺寸趋近均匀分布时,若
T∶Wc=2∶1,Pcmin=50%
则
当TH=TS,且1-α=99.73%时,则
TPF=0.95TF
d)统计极限间隙(或过盈)
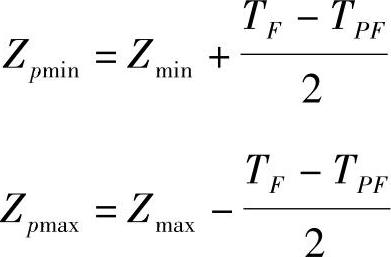
式中,Zmin、Zmax相应为配合最小、最大间隙或过盈。
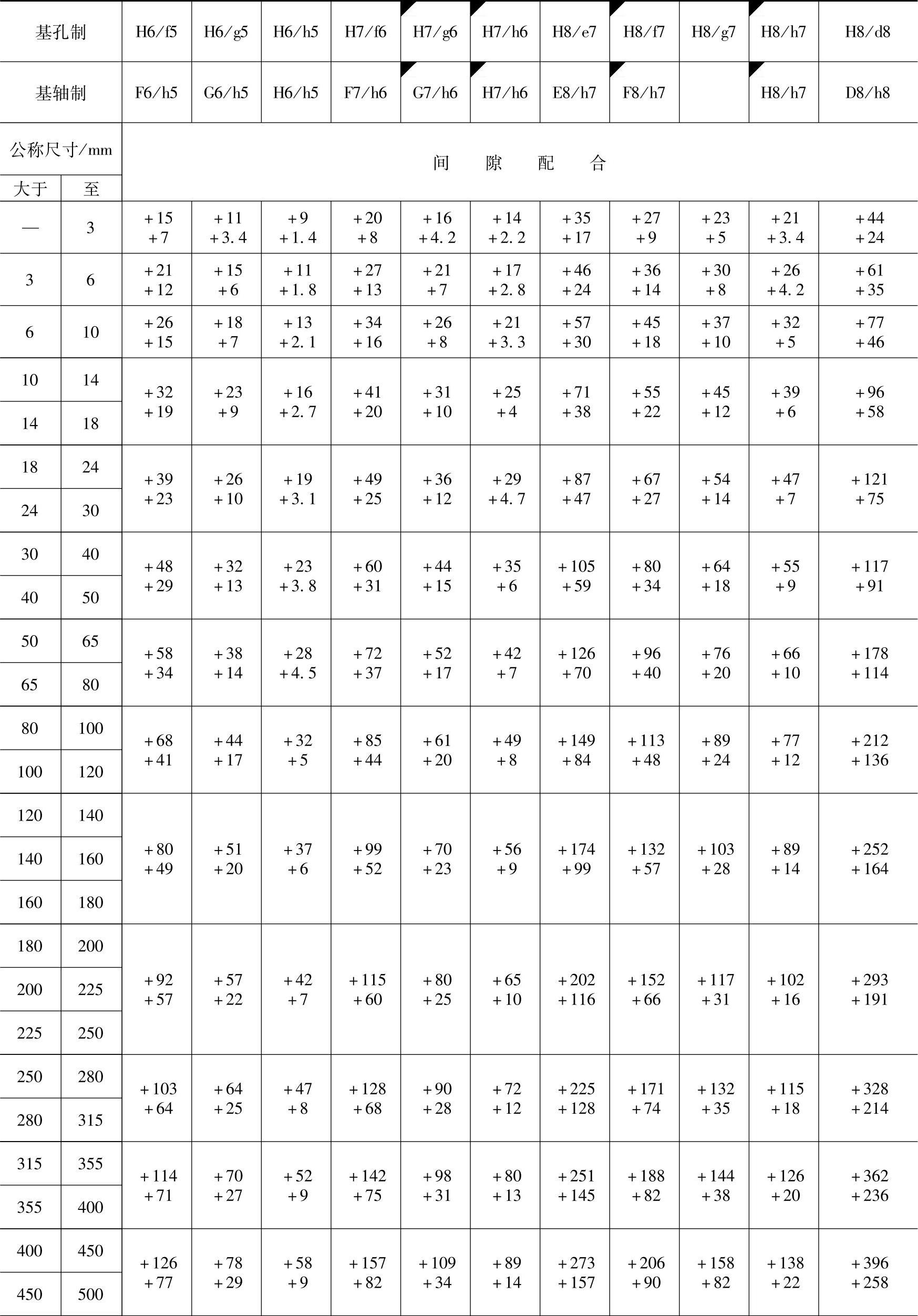
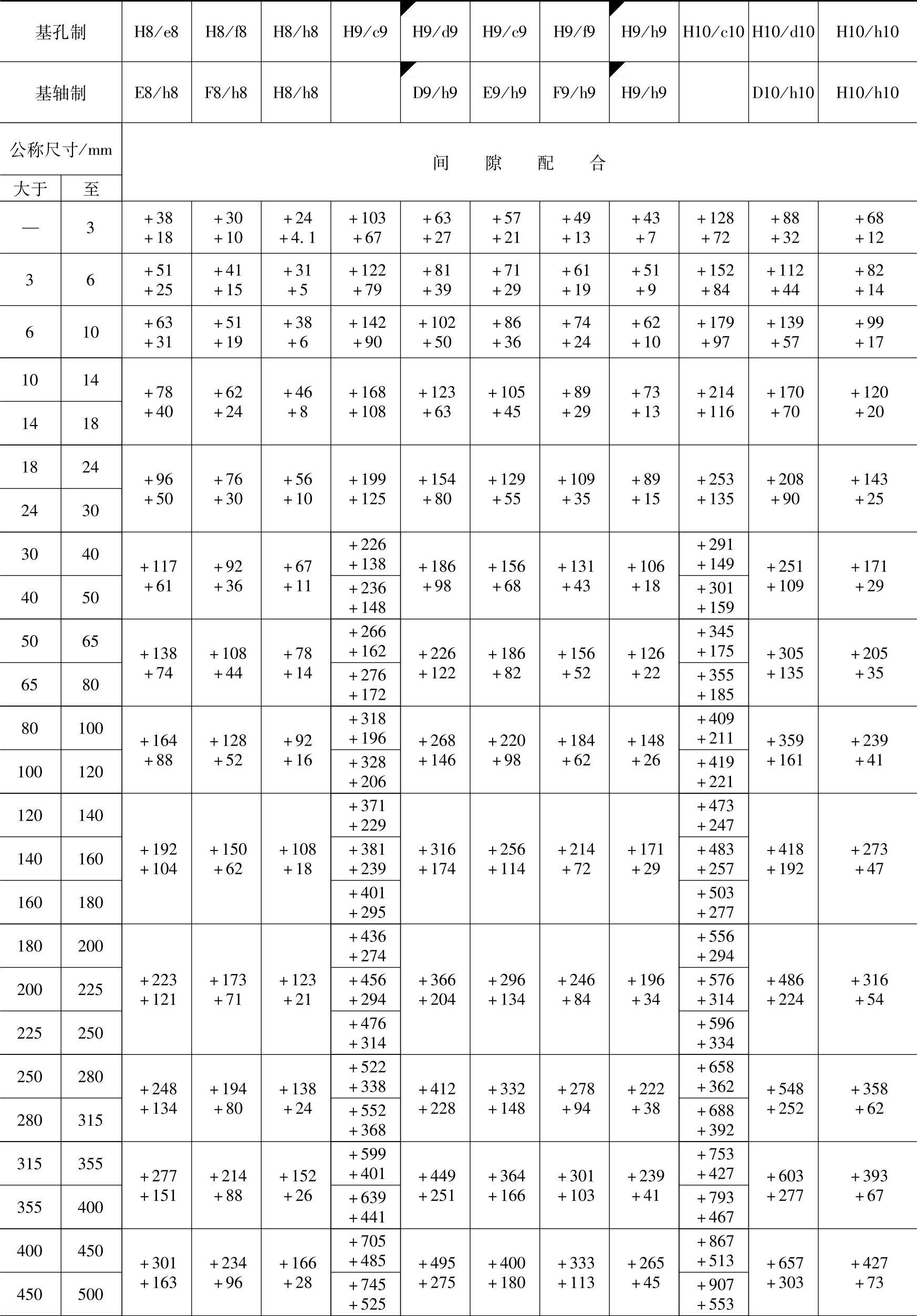
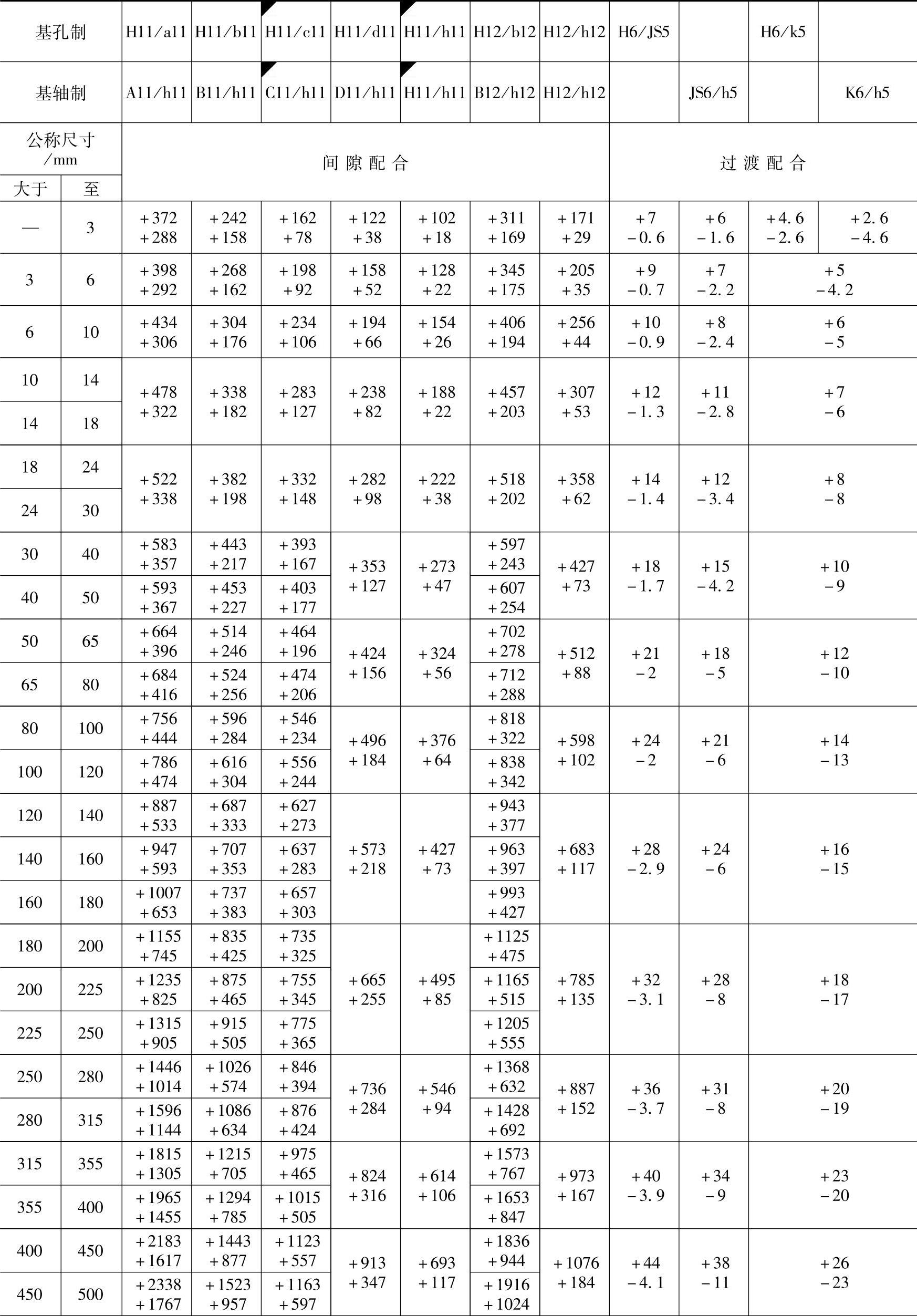
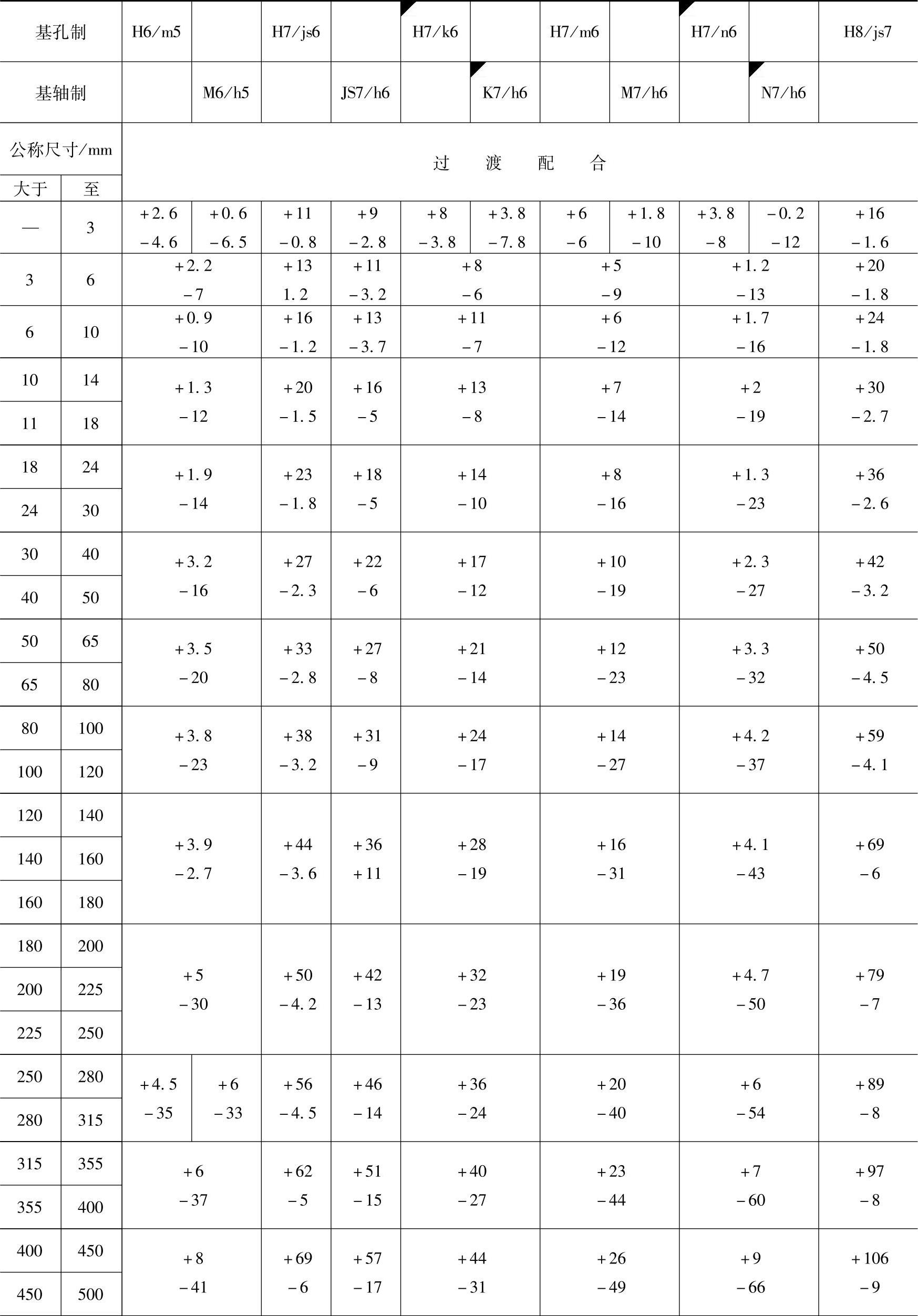
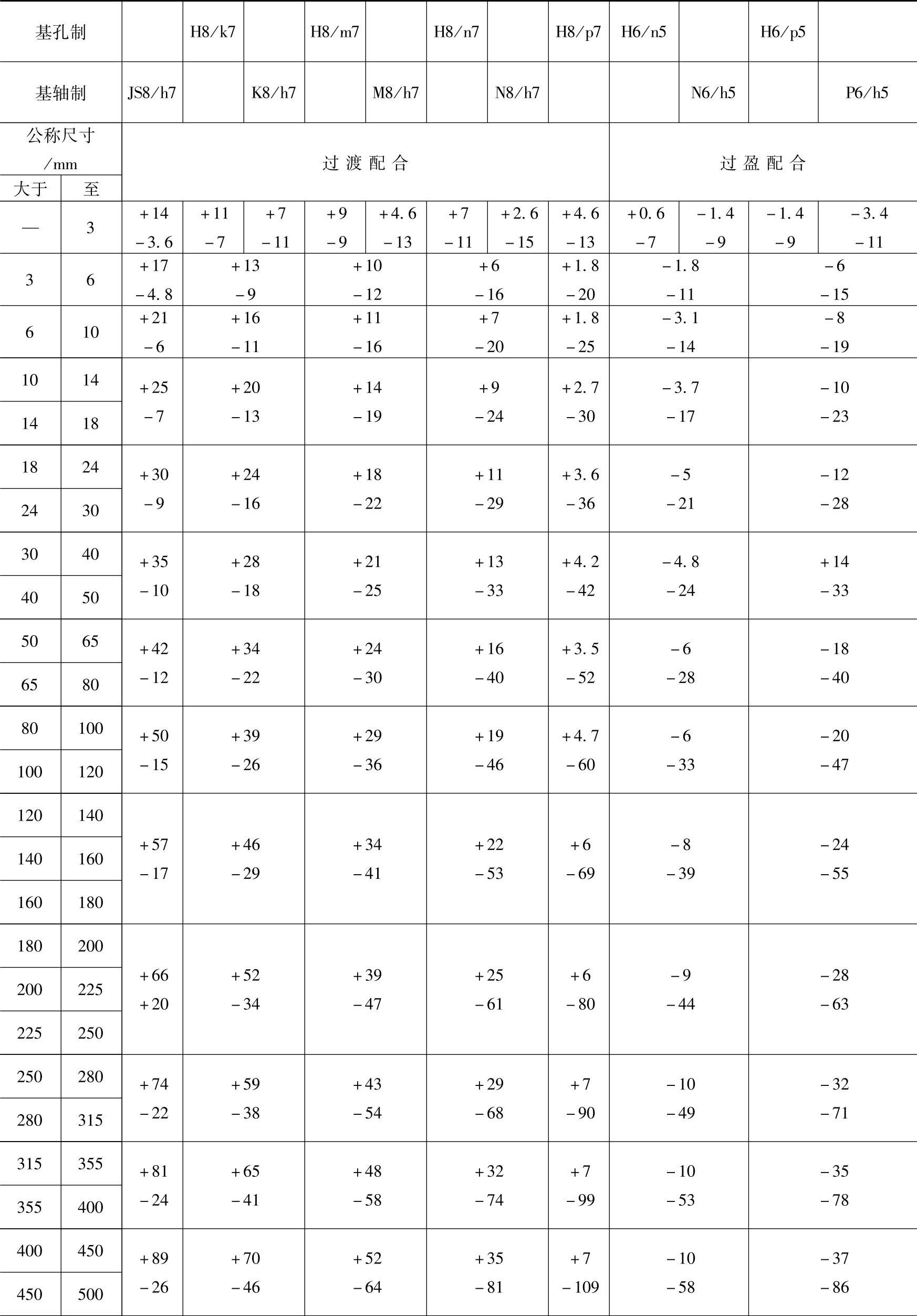
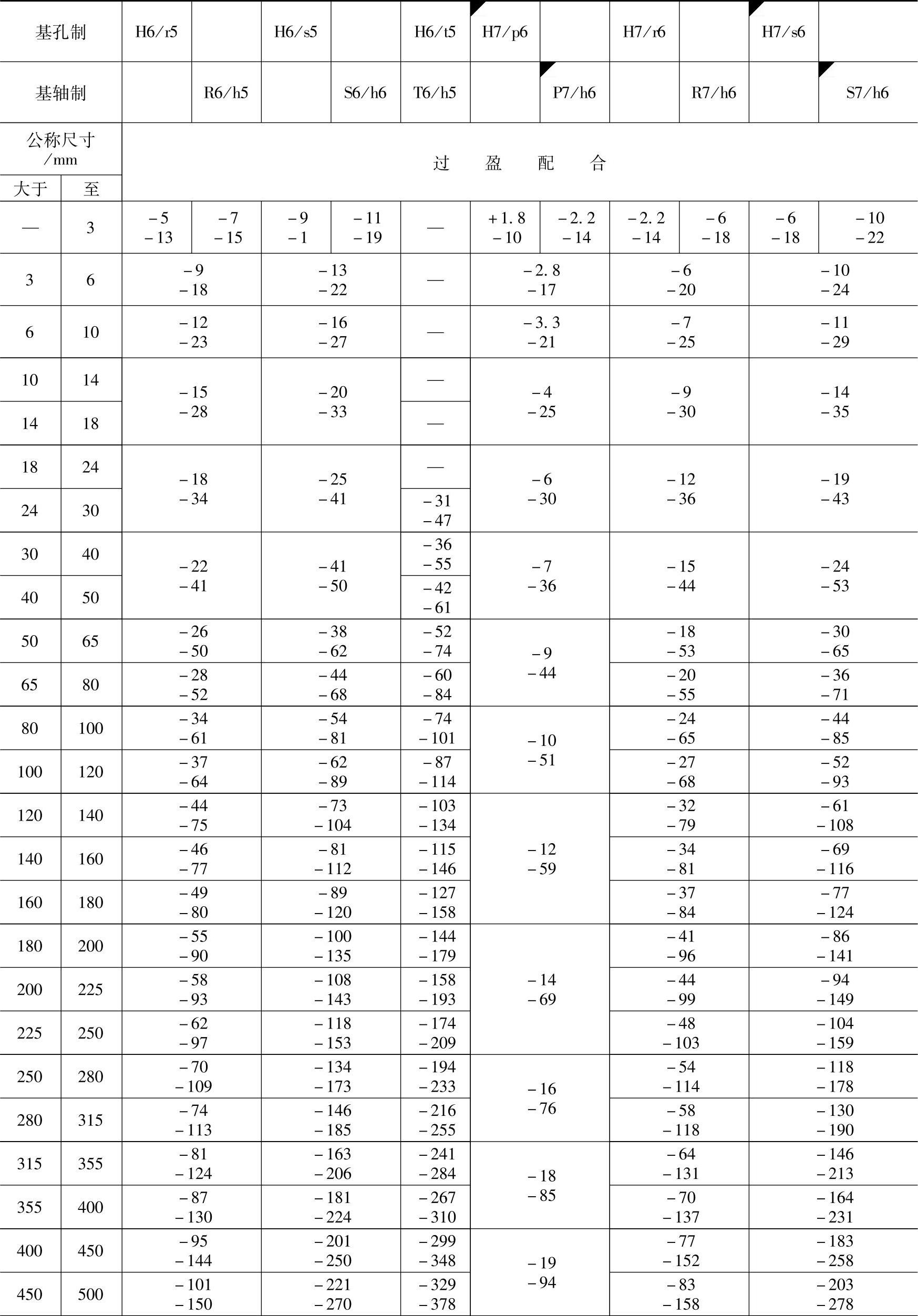
孔、轴实际尺寸按正态分布(T∶Wc=2∶1,Pcmin=86%)时,优先与常用配合的统计极限“间隙或过盈”见表1-52。
3)应用示例
例1 根据使用要求,某机床部件的配合为φ40H8/h7,但应避免偏差为零的孔、轴装配在一起,为此采用统计公差。
假设孔、轴尺寸趋近正态分布,规定
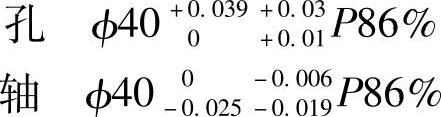
此时 孔公差TH=0.039mm
轴公差TS=0.025mm
表1-52 优先与常用配合的统计极限“间隙或过盈”(T∶Wc=2∶1,Pcmin=86%)
(续)
(续)
(续)
(续)
(续)
(续)
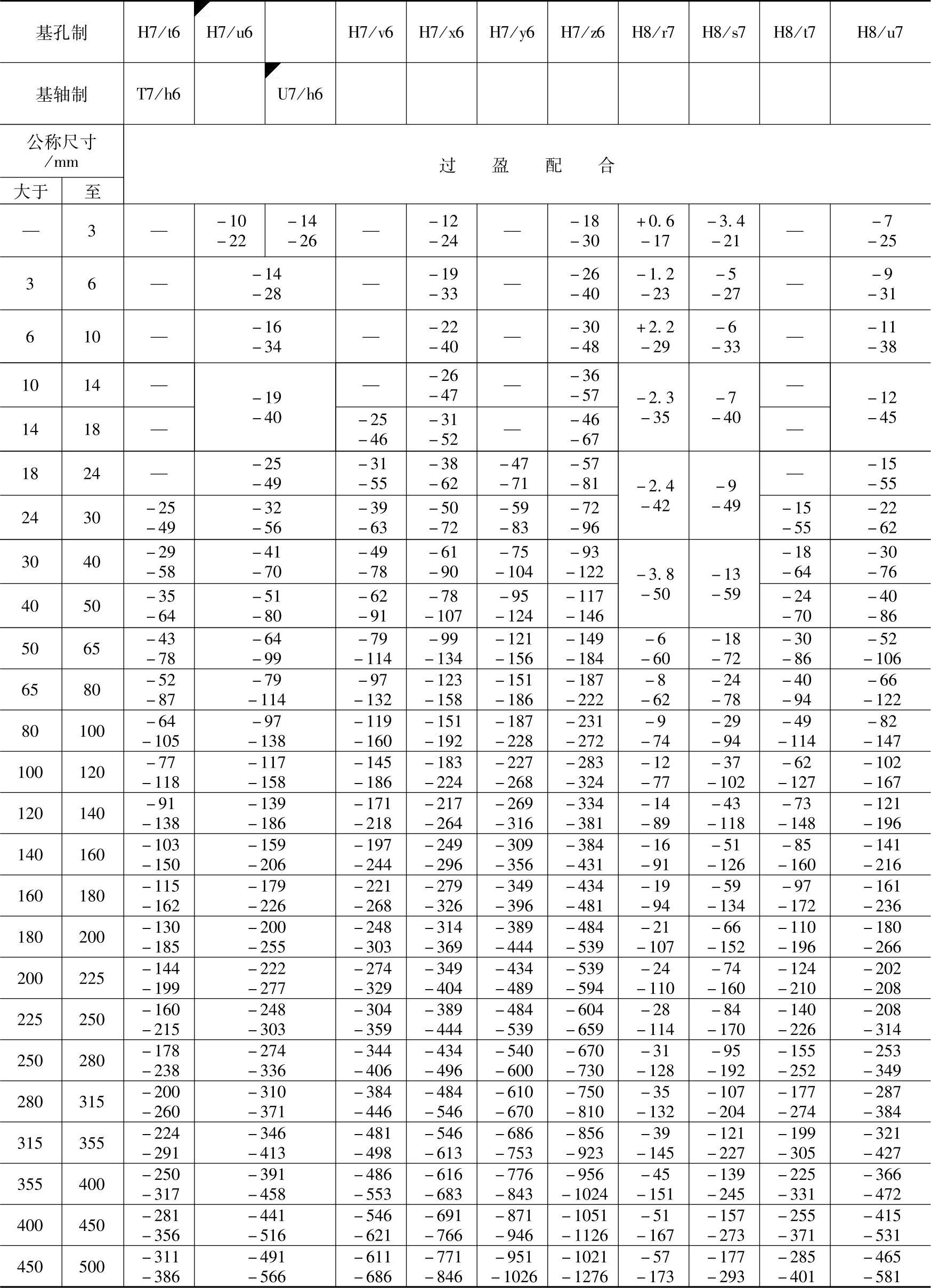
注:1.表中“+”值为间隙量,“-”值为过盈量。
2.标注◤的配合为优先配合。
配合公差TF=0.039+0.025=0.064mm
孔公差比轴公差低一级,由简化计算公式得
TPF=0.73TF=0.73×0.064≈0.046mm
统计最小间隙
统计最大间隙
由上可见,孔、轴在装配时基本不会发生间隙为零的不利情况。
上述结果亦可利用表1-52直接查出如下:
Zpmin=0.009mm
Zpmax=0.055mm
此法更为简便快捷。
图1-35为本例的统计尺寸公差图解。

图1-35 例1统计尺寸公差图解
例2 某部件的配合选为φ60H8/g7间隙为+0.01~+0.086mm,但设计要求,间隙在+0.020~+0.078mm之间使用性能最好,为此采用统计尺寸公差:
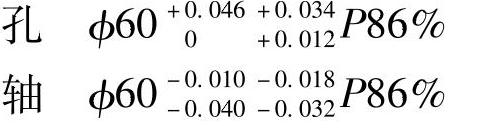
此时,将有86%的孔、轴装配后的间隙在0.02~0.076mm之间,即处于最好间隙状态。
例3 某传感器摇臂孔与轴的公称尺寸为2.5mm,根据性能要求装配后的间隙应在2.5~7.5μm内,若选
则 可以满足设计要求,此时孔公差等级为IT4,轴公差等级为IT3,加工精度等级过高,工艺上难以实现,且为小批生产,不便进行分组装配。为此,采用统计公差,即
可以满足设计要求,此时孔公差等级为IT4,轴公差等级为IT3,加工精度等级过高,工艺上难以实现,且为小批生产,不便进行分组装配。为此,采用统计公差,即

取置信度,1-α=95%,查得Kα=1.96。由简化计算公式得
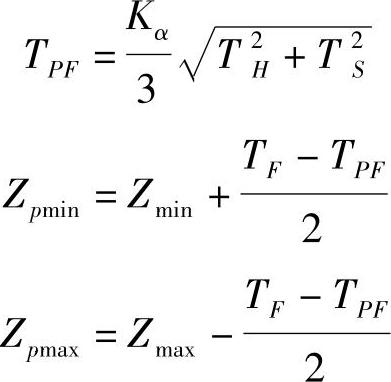
可计算出Zpmin=2.64μm
Zpmax=7.36μm即95%以上零件可满足设计要求,而此时孔公差为IT6,轴公差为IT5,工艺上较容易实现。
由以上三例可以看出,应用统计尺寸公差可对孔、轴配合取得不同的经济技术效果,避免孔、轴在装配时极限尺寸相逢的概率;获得最佳间隙或过盈的配合;适当降低孔、轴公差等级,解决工艺上的难度,降低加工成本。足见统计尺寸公差在生产实践中的意义。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。