



按GB/T 1800.1提供的标准公差和基本偏差,可以得到大量不同大小和位置的公差带,但如果广泛选用这些公差带,势必造成刀、量具品种、规格繁杂;虽然GB/T 1800.2对公差带的选择已作了限制,但范围仍然很广,需进一步对公差带的选择加以限制,并选用适当的孔、轴公差带以组成配合。因此,GB/T 1801—2009《产品几何技术规范(GPS)极限与配合公差带和配合的选择》作了如下规定。
(1)孔公差带
1)公称尺寸至500mm的孔公差带
公称尺寸至500mm的孔公差带规定如图1-29所示。选择时,应优先选用圆圈中的公差带,其次选用方框中的,最后选用其他的公差带。
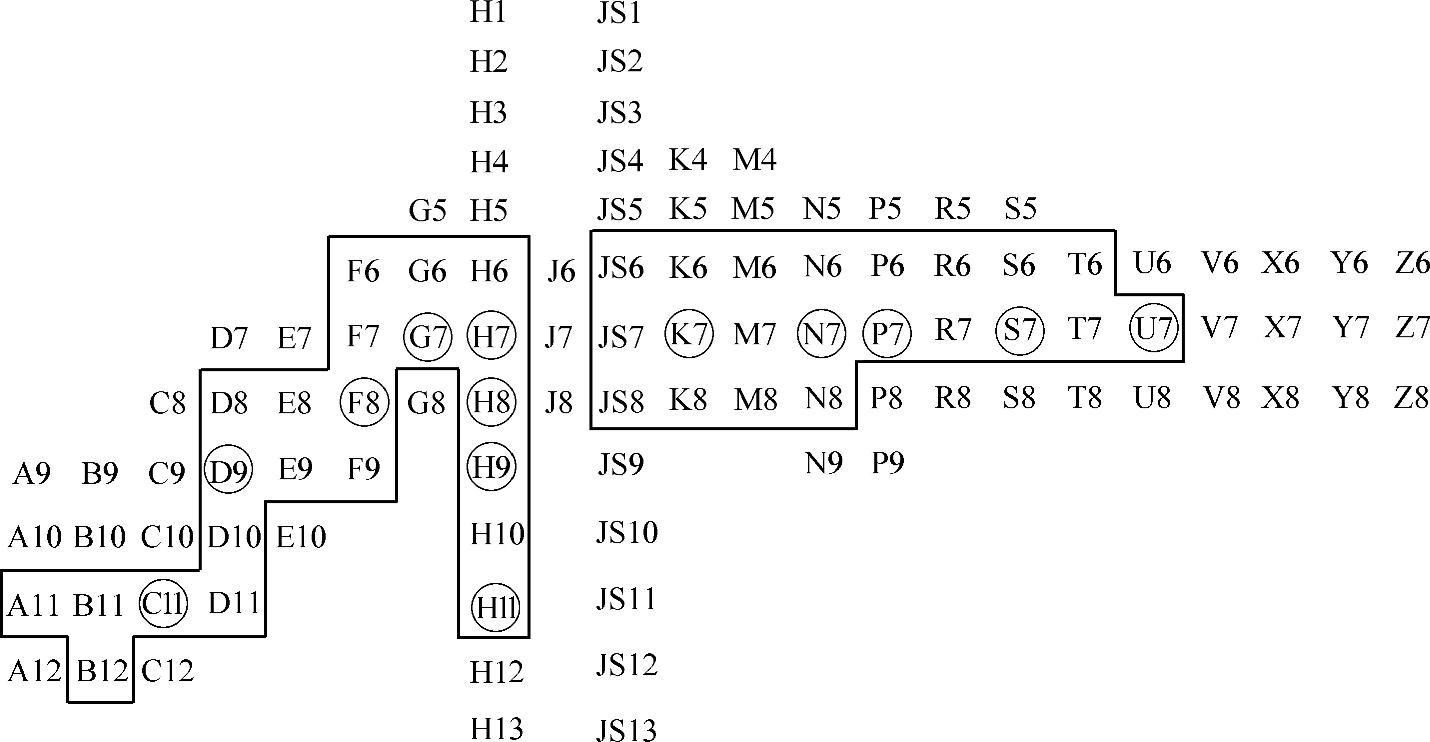
图1-29 优先、常用和一般用途的孔公差带
2)公称尺寸大于500至3150mm的孔公差带
公称尺寸大于500至3150mm的孔公差带规定如下:
(2)轴公差带
1)公称尺寸至500mm的轴公差带
公称尺寸至500mm的轴公差带的规定如图1-30所示。选择时,应优先选用圆圈中的公差带,其次选用方框中的公差带,最后选用其他公差带。
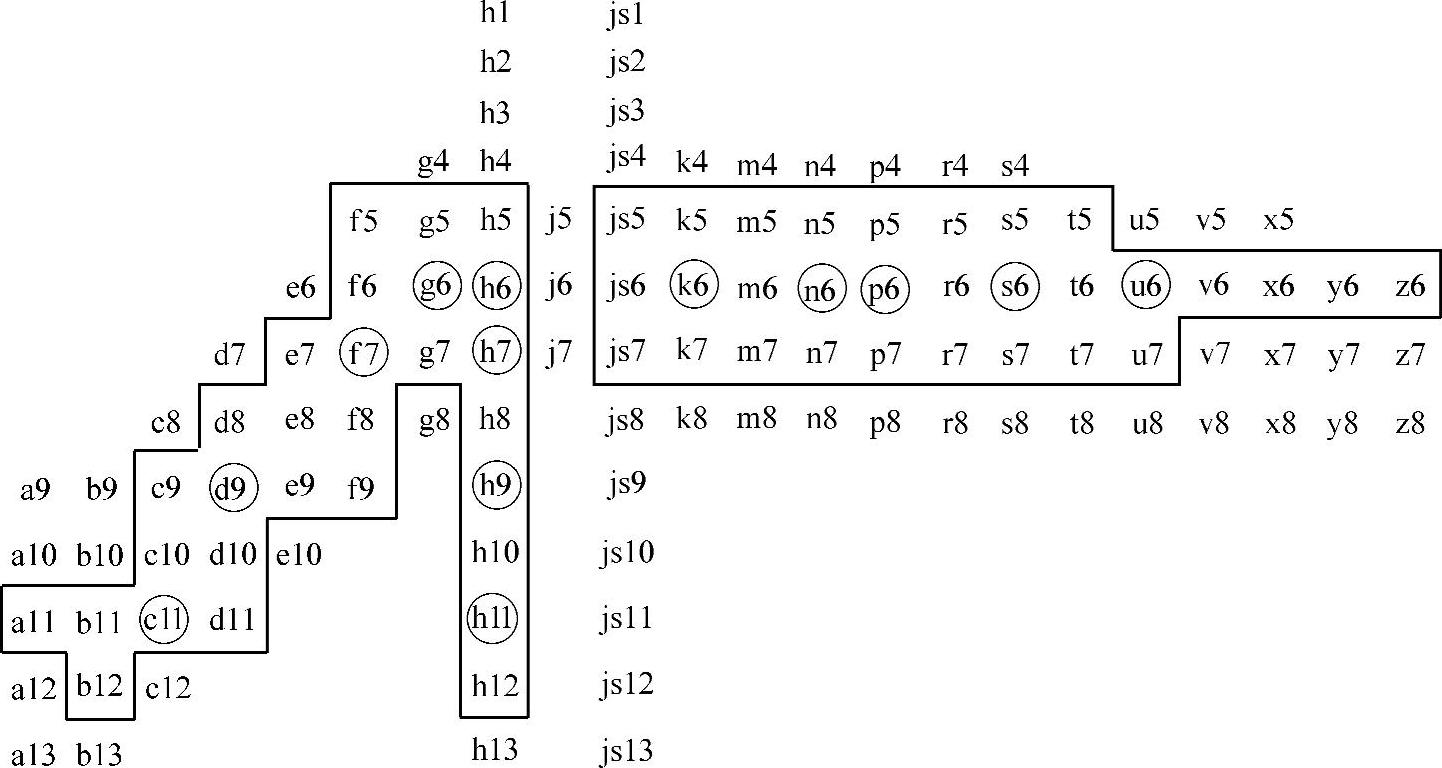
图1-30 优先、常用和一般用途的轴公差带
2)公称尺寸大于500至3150mm的轴公差带
公称尺寸大于500至3150mm的轴公差带规定如下:

(3)配合的选择
1)公称尺寸至500mm的配合
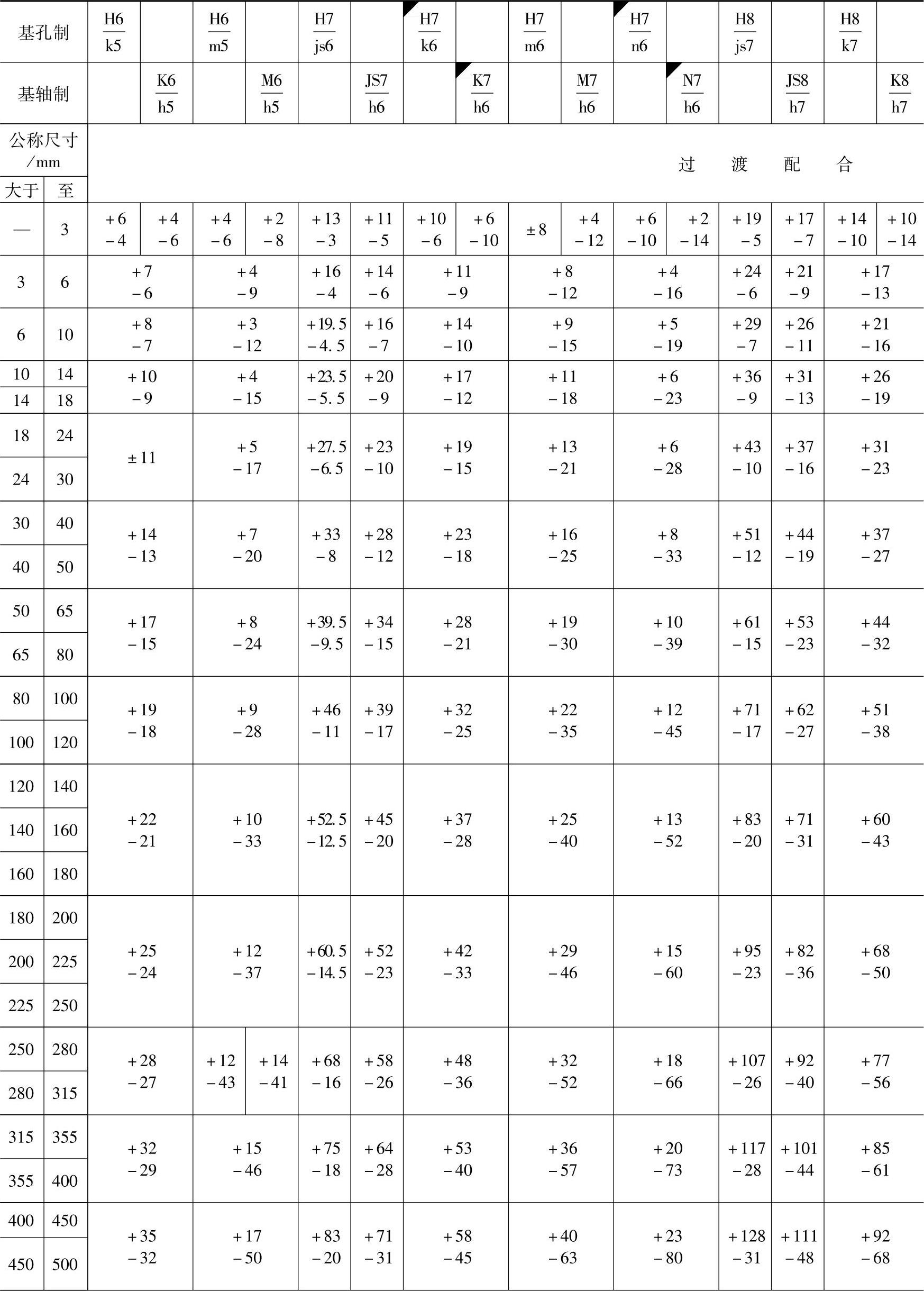
公称尺寸至500mm的基孔制优先和常用配合规定如表1-42所示,基轴制的优先和常用配合如表1-43所示。选择时,首先选用优先配合,其次选用常用配合。其极限间隙或极限过盈见表1-44。
2)公称尺寸大于500至3150mm的配合一般采用基孔制的同级配合。根据零件制造特点和生产实际情况,可采用配制配合。
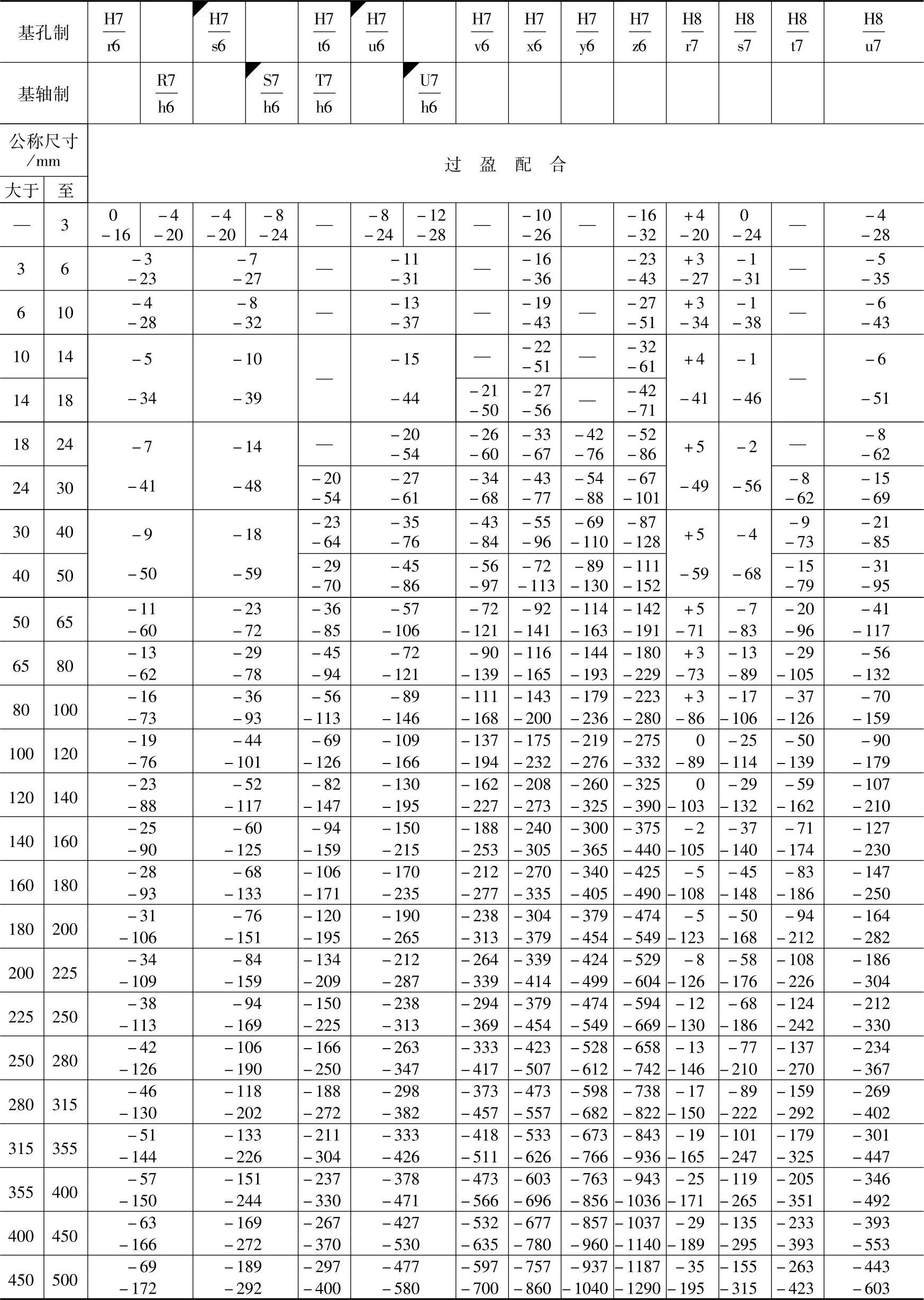
表1-42 基孔制优先、常用配合(GB/T 1801—2009)

注:1. 、
、 在公称尺寸小于或等于3mm和
在公称尺寸小于或等于3mm和 在小于或等于100mm时为过渡配合。
在小于或等于100mm时为过渡配合。
2.标注◤的配合为优先配合。
表1-43 基轴制优先、常用配合(GB/T 1801—2009)

注:标注◤的配合为优先配合。
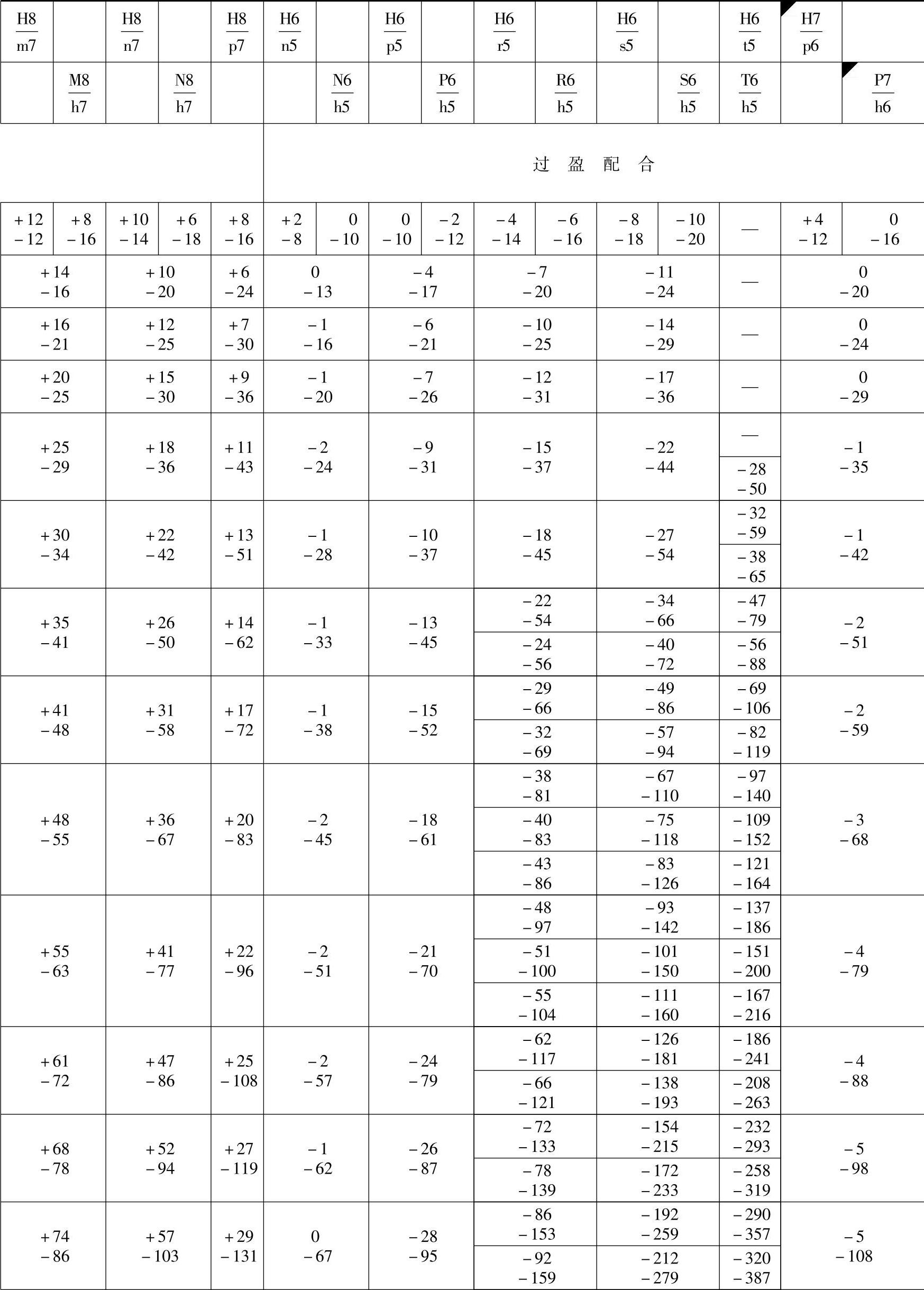
表1-44 优先、常用配合极限间隙或极限过盈(GB/T 1801—2009) (单位:μm)

注:1.表中“+”值为间隙量,“-”值为过盈量。
2.标注◤的配合为优先配合。

注: 、
、 在公称尺寸小于或等于3mm时为过渡配合。
在公称尺寸小于或等于3mm时为过渡配合。
(续)(https://www.xing528.com)
(续)
注: 在小于或等于100mm时为过渡配合。
在小于或等于100mm时为过渡配合。
(4)配制配合
大尺寸(公称尺寸大于500mm)零件除采用互换性生产外,根据其制造特点,可采用配制配合。GB/T 1801—2009附录B可以指导有关配制配合的正确理解和使用。
配制配合是以一个零件的实际尺寸为基数,来配制另一个零件的一种工艺措施。
配制配合一般用于公差等级较高、单件小批生产的配合零件。
1)对配制配合零件的一般要求
a)先按互换性生产选取配合。配制的结果应满足配合公差。
b)一般选取较难加工,但能得到较高测量精度的那个零件(在多数情况下是孔)作为先加工件,给它一个比较容易达到的公差或按线性尺寸未注公差加工。
c)配制件(多数情况下是轴)的公差可按1)条所定的配合公差来选取。所以配制件的公差比采用互换性生产时单个零件的公差要大。
配制件的偏差和极限尺寸以先加工件的实际尺寸为基数来确定。
d)配制配合是关于尺寸公差方面的技术规定,不涉及其他技术要求。如零件的形状和位置公差、表面粗糙度等,不因采用配制配合而降低。
e)测量对保证配合性质有很大关系,应注意温度、形状和位置误差对测量结果的影响。配制配合应采用尺寸相互比较的测量方法;在同样条件下,应使用同一基准装置或校对量具,由同一组测量人员进行测量,以提高测量精度。
2)在图样上的标注方法
用MF表示配制配合。
借用基准孔代号H或基准轴代号h表示先加工件。
在装配图和零件图的相应部位均应标出。
装配图上还要标明按互换性生产时的配合要求。
示例如下:
公称尺寸为φ3000mm的孔和轴,要求配合的最大间隙为0.450mm,最小间隙为0.140mm。按互换性生产可选用φ3000H6/f6或φ3000F6/h6,其最大间隙为0.415mm,最小间隙为0.145mm。现确定采用配制配合。
a)在装配图上标注为
φ3000H6/f6 MF(先加工件为孔)或φ3000F6/h6 MF(先加工件为轴)
b)若先加工件为孔,给一个较容易达到的公差,如H8,在零件图上标注为
φ3000H8 MF
若按线性尺寸未注公差加工孔,则标注为
φ3000 MF
c)配制件轴根据已确定的配合公差选取合适的公差带,例如f7,此时其最大间隙为0.355mm,最小间隙为0.145mm,图上标注为
φ3000f7 MF或φ3000-0.145-0.355MF
3)配制件极限尺寸的计算
用尽可能准确的测量方法测出先加工件的实际尺寸,配制件的极限尺寸便可计算出来。
如上例,若测得孔的实际尺寸为3000.195mm,则配制件轴的极限尺寸计算如下:
最大极限尺寸=3000.195-0.145=3000.050mm
最小极限尺寸=3000.195-0.355=2999.840mm
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。