



胶接也称为粘结,用胶粘剂将被粘物粘结在一起的安装方法称为胶接,属于不可拆卸性连接。近几年,随着电子行业生产工艺的发展,胶接得到广泛的应用,特别是对异型材料的连接,例如金属、陶瓷、玻璃等之间的连接是焊接和铆接所不能达到的,它与机械连接和焊接一起,发挥着重要作用。
1.胶接的特点
胶接与焊接、铆接等其他连接方法相比,具有如下优点:
1)应用范围广泛,适用于任何金属、非金属、异型材料的连接,也可以连接很薄的材料或厚度相差很大的材料。
2)胶接变形小,对其他元器件的影响小。它克服了铆接时受冲击力和焊接时受高温的作用,常用于金属薄板、轻型元器件和复杂零件的连接。
3)具有良好的密封、绝缘、耐腐蚀的特性,根据需要还能得到具有特殊性能的连接。
4)用胶粘剂对设备和零部件进行修复,工艺简单,成本低。
尽管胶接方法有这样多的优点,但性能脆,胶接接头抗剥离和抗冲击能力差等缺点也不能忽视。
2.常用胶粘剂
胶粘剂品种较多,在市场上,胶粘剂中往往只标明胶粘剂的使用范围,但在具体工程中,粘结部位往往要考虑很多条件:受力情况、工作温度、工作环境等,要根据这些条件选用合适的胶粘剂。
下面介绍几种常用的电子工业专用胶:
(1)导电胶 这种胶有结构型和添加型两种:结构型导电胶是指树脂本身具有导电性;添加型导电胶是指在绝缘的树脂中加入金属导电粉末如银、铜等配制而成。这种胶的电阻率各不相同,可用于陶瓷、金属、玻璃、石墨等制品的机械-电气连接。
(2)导磁胶 这种胶是在胶粘剂中加入一定的磁性材料,使粘结层具有导磁作用,主要用于铁氧体零件、变压器等的粘结加工。酚醛树脂、环氧树脂等胶粘剂加入铁氧体磁粉等可组成不同性能的导磁胶。
(3)热熔胶 这种胶在室温下为固态,加热到一定温度后成为熔融态,即可进行粘结工作,待温度冷却到室温时就能将工件粘合在一起。热熔胶可粘结的范围包括金属、木材、塑料、皮革、纺织品等材料。
(4)光敏胶 光敏胶是由光而引发固化的一种新型胶粘剂,是在树脂类胶粘剂中加入光敏剂、稳定剂等配制而成,可用于印制电路板和电子元器件的连接。在光敏胶中加入适量的钎料配成焊膏,可用于集成电路的安装。
(5)压敏胶 压敏胶的特点是在室温下施加一定压力即产生粘结作用,常用来制成单面、双面胶带使用。
3.胶接工艺
(1)合理选择胶粘剂 胶接是通过胶粘剂作为中间媒介层来连接的,对于胶粘剂的选取,应根据被胶接件的结构、形状和表面状态,考虑各种被胶接零件承受的负荷和形状,选择胶粘剂的胶接强度。
(2)粘合面的处理 处理好粘合面是形成良好粘结的必要条件,粘结的质量与粘合面的表面处理紧密相关。为了实现胶粘剂与工件表面的充分接触,要求粘合面保持清洁,所以粘合面的处理是获得牢固连接的关键工序之一。
粘合面的处理方法:
1)一般处理。对于表面的油污等脏污或异物,可以用酒精、丙酮等有机溶剂加以去除,待清洗剂挥发以后即可进行粘结。
2)化学处理。有些金属在粘结前应进行酸洗,如铝合金必须进行氧化处理,使表面形成牢固的氧化层再施行粘结。
3)机械处理。为了增大接头的接触面积,可用机械方式形成粗糙表面,以便于粘结。
处理后的表面应尽量在短时间内进行粘结,否则需重新处理。
(3)正确设计胶接接头 胶接接头应能扩大粘结面积和得到合理的负载方式,以充分发挥胶粘剂的特点。例如,胶粘剂的剪切强度和拉伸强度较高,而不均匀扯离强度、冲击强度和剥离强度较低,因此,在设计接头时要尽量使其承受剪切力和拉伸应力,避免承受不均匀扯离、冲击和剥离应力。在采用粘合连接前,通常要对粘合接头作出设计,且接头设计应考虑一定的裕度。
(4)严格执行操作工艺 胶接工艺随胶粘剂的种类、性能和要求的不同而不同,分为下列几道工序:粘接面加工→粘接面清洁处理→涂覆胶粘剂→叠合→固化。
胶接时要注意下列事项:胶接环境的温度应为15~30℃,相对湿度不大于70%;必须进行严格的表面处理;胶粘剂的涂覆层厚度要均匀,位置准确;夹具定位准确,压力要均匀;合拢接头时,必须将接口处多余的胶液清除干净,固化温度要均匀,保温时间要准确。(https://www.xing528.com)
4.热熔胶及使用
在电子产品中,接插件、引脚等连接部位在运输、使用中由于受振动机械力的作用而松动,接触不良,甚至断路,造成整机或系统故障非常普遍。传统工艺措施一般采用压线片绑扎、蜡封、固定结构件等。热熔胶固定是近年来一种新的装配工艺,由于成本低、工艺简单,在电子设备装配中得到广泛应用。
(1)热熔胶 热熔胶具有加热到一定温度后熔化的特性,熔化后的胶体具有良好的流动性及粘结性,胶液冷却后固化成半透明胶体,既具有粘附性和韧性,又有良好的电气绝缘和防潮性能。同时热熔胶固化后还可以通过再次加热软化,使热熔胶具有可逆的性能。
(2)热熔胶枪 热熔胶一般以胶棒形式提供,通过热熔胶枪使胶棒送进和熔化。热熔胶枪主要由进给机构、加热腔及枪身三部分组成。其中加热腔由发热元器件对胶棒进行加热、温控,使胶棒变成液体,由枪口流出。
使用热熔胶枪时,将胶棒插入胶枪尾部送料口,接通电源后连续扣动扳机,胶棒在加热腔熔化,从枪口喷流到胶接部位,自然冷却后胶体固化形成胶接。
项目器材
旧收音机或功率放大器一台、各种金属固定材料、安装工具一套(尖嘴钳、平口钳、螺钉旋具)、热熔胶枪、热熔胶,各种铆钉、螺钉等。
项目内容和步骤
1.连接线和紧固件的拆卸
拆卸旧功率放大器的整机外壳,拆卸各种连接线,拆卸各种紧固件,注意观察各种紧固件的装配方法,记录拆卸顺序。
2.连接线和紧固件的复位安装
按照记录下来的拆卸顺序,将功率放大器的主板、紧固件、各种连接线进行复位安装。
3.铆接练习
利用给定的金属固定材料进行铆接练习,并将铆接头与功率放大器整机产品中的已有铆钉头相比较,进行质量对比。
4.胶接练习
利用热熔胶枪将接插件与引脚连接部位进行胶接。
项目评分标准
螺接、铆接和胶接项目评分标准见表5-2。
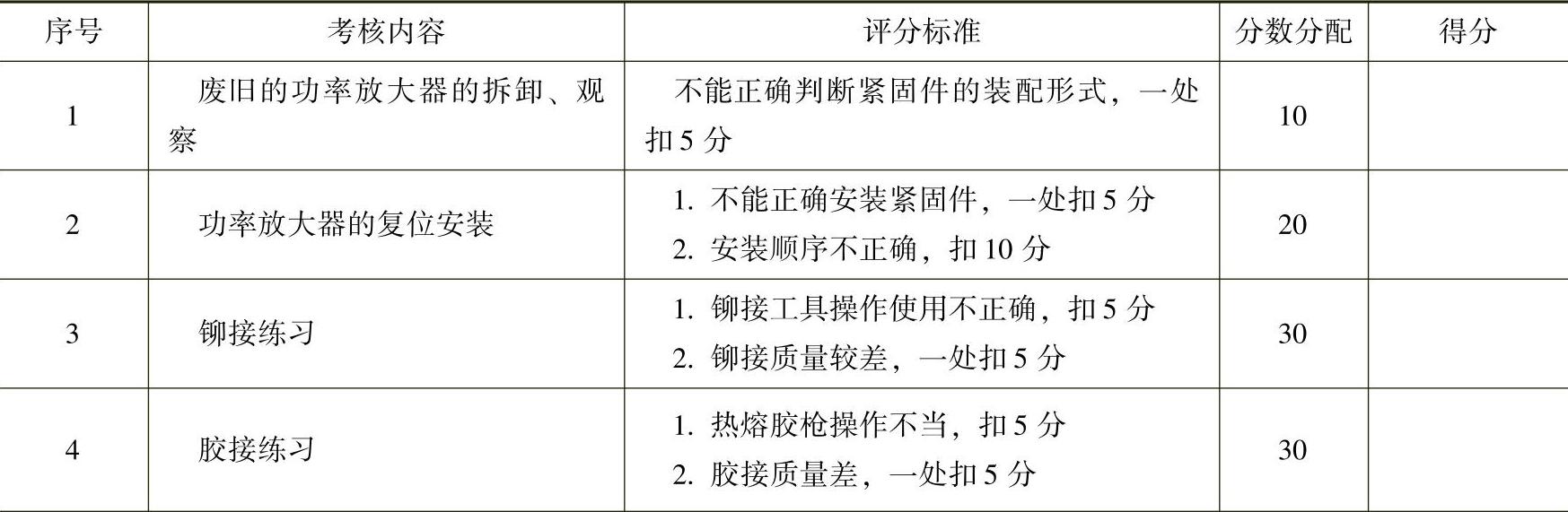
表5-2 螺接、铆接和胶接项目评分标准
(续)

项目实训报告
1)设计封面,包括项目名称、班级、姓名、指导老师、时间等。
2)实训报告内容包括项目目标、器材、步骤。
3)进行废旧功率放大器的拆装时,记录各紧固件的装配形式、整机的装配顺序。写出铆接和胶接时的注意事项及操作步骤,总结心得体会。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。